粘合产品的制作方法
1.本技术涉及胶带制品领域,具体涉及一种粘合产品。
背景技术:
2.本部分旨在为权利要求书中陈述的本技术的实施方式提供背景或上下文。此处的描述不因为包括在本部分中就承认是已被公开的现有技术。
3.低温热塑性(low temperature thermoplasticity,即ltt)胶膜对于金属的粘接性能较差,且在正常的可靠性储存条件(如65℃,95%相对湿度或85℃,95%相对湿度,3天)下,粘合也较差。这种现象缩小了ltt膜在电子市场的应用范围,因为金属,尤其是不锈钢,是许多应用中常用的基材。
4.因此,本领域迫切需要开发新的具有改善的金属表面粘接性能以及耐湿热的粘合产品。
技术实现要素:
5.本技术的目的在于提供一种粘合产品,该粘合产品改善了金属表面的粘接性能,并且耐湿热。
6.本技术公开了一种粘合产品,包括:
7.第一基材,所述第一基材为金属基材;
8.位于所述金属基材的至少一个主表面上的处理层,所述处理层通过激光刻蚀形成;以及
9.粘合剂层,所述粘合剂层包括第一主表面和第二主表面,所述粘合剂层的第一主表面与所述处理层的外表面粘合,所述粘合剂层的层厚为10μm至500μm。
10.在一个优选例中,所述第一基材选自下组:不锈钢、铝合金、钛合金。
11.在一个优选例中,所述粘合产品还包括第二基材,所述第二基材与所述粘合剂层的第二主表面直接粘合;优选地,所述粘合剂层的第二主表面包括剥离面。
12.在一个优选例中,所述第二基材为塑料薄膜基材,所述第二基材选自下组:聚碳酸酯薄膜、聚乙烯薄膜或聚酯薄膜。
13.在一个优选例中,所述处理层的厚度为1μm至20μm。
14.在一个优选例中,所述处理层的外表面具有刻蚀层。
15.在一个优选例中,所述粘合剂层选自下组:低温热塑型胶膜或低温反应型胶膜。
16.在一个优选例中,所述处理层表面粗糙度为0.3μm至3.6μm,优选地为0.5μm至2μm,更佳地为0.8μm至1.2μm。
17.在一个优选例中,所述激光的处理速度为2000mm/秒至10000mm/秒,所述激光的处理功率为20%至80%,其中功率为100%时为20w。
18.在一个优选例中,所述处理层的长度不超过所述第一基材,所述粘合剂层的长度不超过所述处理层,所述第二基材的长度大于所述粘合剂层。
19.在本技术的实施方式中,通过激光刻蚀在金属基材的外表面形成了处理层,处理层和粘合剂层粘合,经过激光处理的处理层的粗糙度远大于未经过激光处理的处理层的粗糙度,使粘合产品具有优良的粘接性能并且能够很好地耐湿热。
20.本技术的说明书中记载了大量的技术特征,分布在各个技术方案中,如果要罗列出本技术所有可能的技术特征的组合(即技术方案)的话,会使得说明书过于冗长。为了避免这个问题,本技术上述发明内容中公开的各个技术特征、在下文各个实施方式和例子中公开的各技术特征、以及附图中公开的各个技术特征,都可以自由地互相组合,从而构成各种新的技术方案(这些技术方案均因视为在本说明书中已经记载),除非这种技术特征的组合在技术上是不可行的。例如,在一个例子中公开了特征a+b+c,在另一个例子中公开了特征a+b+d+e,而特征c和d是起到相同作用的等同技术手段,技术上只要择一使用即可,不可能同时采用,特征e技术上可以与特征c相组合,则,a+b+c+d的方案因技术不可行而应当不被视为已经记载,而a+b+c+e的方案应当视为已经被记载。
附图说明
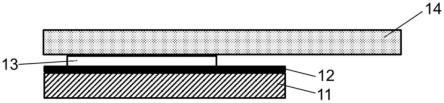
21.图1是根据本技术的一个实施方式的结构示意图;
22.图2是根据本技术的一个实施方式的强度对比示意图;
23.图3是根据本技术的一个实施方式的强度对比示意图;
24.图4是根据本技术的一个实施方式的操作示意图。
25.附图标记
26.11-第一基材;12-处理层;13-粘合剂层;14-第二基材。
具体实施方式
27.在以下的叙述中,为了使读者更好地理解本技术而提出了许多技术细节。但是,本领域的普通技术人员可以理解,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术所要求保护的技术方案。
28.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术的实施方式作进一步地详细描述。
29.图1所示为一种粘合产品的结构示意图,包括第一基材11、处理层12、粘合剂层13。第一基材11为金属基材,其中,第一基材11选自下组任意一种:不锈钢、铝合金、钛合金。
30.处理层12位于金属基材11的至少一个主表面上,处理层12通过激光刻蚀形成,可选地,处理层的厚度为1μm至20μm,优选地为2μm至15μm,更佳地为3μm至10μm。可选地,处理层的外表面具有刻蚀凹坑。可选地,处理层经过激光处理后的表面粗糙度可以为0.3μm至3.6μm,优选地为0.5μm至2μm,更佳地为0.8μm至1.2μm。其中,激光处理的速度可以为2000mm/秒至10000mm/秒,激光的处理功率可以为20%至80%,当功率为100%时为20w。
31.粘合剂层13位于经过激光刻蚀的处理层12上。粘合剂层13包括第一主表面和第二主表面,粘合剂层13的第一主表面与处理层12的外表面粘合,粘合剂层13包括至少一层聚氨酯胶膜,粘合剂层13的层厚为10μm至500μm,粘合剂层13可以选自下组任意一种:低温热塑性胶膜(胶带)或低温反应型胶膜(胶带),其中低温热塑性(ltt)胶膜(胶带)包括但不限于德莎公司(tesa)例如型号为8741(厚度为30μm),8742(厚度为50μm)的ltt胶膜(胶带);低
温反应型(ltr)胶膜(胶带)包括但不限于德莎公司(tesa)例如型号为58480、58484、58486、58488、8710、8714、8715、58454的ltr胶膜(胶带)。低温热塑性(ltt)胶膜(胶带)和低温反应型(ltr)胶膜(胶带)的不同点在于,低温热塑性(ltt)胶膜(胶带)不含有异氰酸酯,不会发生交联反应。
32.可选地,粘合产品还包括第二基材14,其中,第二基材14为塑料薄膜基材,选自下组:聚碳酸酯薄膜(pc),聚乙烯薄膜(pe)或聚酯薄膜(pet)。第二基材14与粘合剂层13的第二主表面直接粘合。可选地,粘合剂层13的第二主表面包括剥离面,剥离面可以从粘合剂层13的第二主表面被剥离,然后使第二基材14与粘合剂层13的第二主表面直接粘合,剥离面在粘合剂层13的第二主表面上时可以有效地保持粘合剂层13的第二主表面的粘性,剥离面可以是疏水纸膜或塑料薄膜等材质。
33.在上述粘合产品中,处理层的长度不超过第一基材,粘合剂层的长度不超过处理层,第二基材的长度大于粘合剂层。
34.为了能够更好地理解本技术的技术方案,下面结合几个具体的实施例来进行说明,这些例子中罗列的细节主要是为了便于理解,不作为对本技术的保护范围的限制。
35.实施例1
36.粘合产品的制备和测试
37.1.1制备
38.本实施例设置了实验组s1与对照组d。实验组s1的产品是根据本技术的粘合产品(如图1所示),对照组的参考物为不包括经激光刻蚀的处理层的粘合产品。
39.在实验组s1中,采用的第一基材11为304不锈钢,该不锈钢表面有经过激光处理(该实验中激光的速率为5000mm/s,功率为80%)的处理层12(厚度约8.4μm),处理层12的表面具有密集排列的圆形刻蚀凹坑,凹坑的直径约为(50.8um)。
40.粘合剂层13为含pu类粘合剂的低温热塑性胶带,尺寸为50mm*10mm。
41.第二基材14为聚碳酸酯(pc)薄膜,其厚度约125μm。
42.将第一基材11、位于第一基材11表面的处理层12、长方形的低温热塑性粘合剂层13和所述的聚碳酸酯薄膜粘合在一起,形成粘合产品。其中,粘合剂层13的第一主表面与不锈钢的处理层12的外表面粘合,粘合剂层13的第二主表面与聚碳酸酯(pc)薄膜直接粘合。
43.类似地,在对照组d中,除了第一基材11的主表面不包括经过激光刻蚀的处理层,其他部件(粘合剂层13和第二基材14)和粘合方法与实验组s1完全相同,其中对照组d的第一基材11的表面粗糙度ra为0.011um。
44.1.2储存(或湿热处理)
45.将如上制备的实验组s1和对照组d,在以下条件下进行储存:
46.条件一:湿热:60℃,90%相对湿度,持续3天;
47.条件二:室温:23℃,50%相对湿度,持续3天。
48.1.3粘合强度测试
49.将实验组s1和对照组d分别用180度剥离力法进行测试。简而言之,在预定标准测试环境(温度23
±
1℃,相对湿度50
±
5%)和预定速度(如300mm/min)下,将聚碳酸酯(pc)薄膜夹住,与粘合剂层13呈现180度夹角,向上拉,如图4所示,使粘合剂层13与聚碳酸酯(pc)薄膜从第一基材11上剥离,并测定将粘合剂层13脱离试样的平均力。
50.1.4结果
51.结果如图2所示,未经激光处理的粘合产品在室温下(rt)粘合强度约为2n/cm,在湿热条件(如60℃,90%相对湿度)下粘合强度约为1n/cm。
52.但是,经过激光处理的粘合产品的粘合强度显著提高,在室温条件下粘合强度约为25n/cm,在湿热条件下粘合强度依然维持稳定,约为23n/cm。
53.实施例2
54.2.1制备
55.本实施例设置了实验组s2,实验组s2的产品是根据本技术的粘合产品(如图1所示)。在本实施例中,实验组s2粘合产品的制备方法同实施例1中的实验组s1:
56.激光处理速度:5000mm/s;
57.激光处理功率:80%(激光处理功率为100%时为20w);
58.经过激光处理的不锈钢304的处理层的厚度约为8.4um,粗糙度ra为1.179um。
59.2.2储存(或湿热处理)
60.将如上制备的实验组s2,在以下条件下进行储存:
61.条件一:湿热:60℃,90%相对湿度,持续3天;
62.条件二:室温:23℃,50%相对湿度,持续3天。
63.2.3粘合强度测试
64.将实验组s2用180度剥离力法进行测试。简而言之,在预定标准测试环境(温度23
±
1℃,相对湿度50
±
5%)和预定速度(如300mm/min)下,将聚碳酸酯(pc)薄膜夹住,与粘合剂层13呈现180度夹角,向上拉,如图4所示,使粘合剂层13与聚碳酸酯(pc)薄膜从第一基材11上剥离,并测定将粘合剂层13脱离试样的平均力。
65.实施例3
66.3.1制备
67.本实施例设置了实验组s3,实验组s3的产品是根据本技术的粘合产品(如图1所示)。在本实施例中,实验组s3粘合产品的制备方法同实施例1中的实验组s1,但是激光的能量不同:
68.激光处理速度:5000mm/s;
69.激光处理功率:50%;(激光处理功率为100%时为20w);
70.经过激光处理的不锈钢304的处理层的厚度约为4.1um,粗糙度ra为0.917um。
71.3.2储存(或湿热处理)
72.将如上制备的实验组s3,在以下条件下进行储存:
73.条件一:湿热:60℃,90%相对湿度,持续3天;
74.条件二:室温:23℃,50%相对湿度,持续3天。
75.3.3粘合强度测试
76.将实验组s3用180度剥离力法进行测试。简而言之,在预定标准测试环境(温度23
±
1℃,相对湿度50
±
5%)和预定速度(如300mm/min)下,将聚碳酸酯(pc)薄膜夹住,与粘合剂层13呈现180度夹角,向上拉,如图4所示,使粘合剂层13与聚碳酸酯(pc)薄膜从第一基材11上剥离,并测定将粘合剂层13脱离试样的平均力。
77.实施例4
78.4.1制备
79.本实施例设置了实验组s4,实验组s4的产品是根据本技术的粘合产品(如图1所示)。在本实施例中,实验组s4粘合产品的制备方法同实施例1中的实验组s1,但是激光的能量不同:
80.激光处理速度:5000mm/s;
81.激光处理功率:30%;(激光处理功率为100%时为20w);
82.经过处理的不锈钢304的激光处理层的厚度约为3.5um,粗糙度ra为0.870um。
83.4.2储存(或湿热处理)
84.将如上制备的实验组s4,在以下条件下进行储存:
85.条件一:湿热:60℃,90%相对湿度,持续3天;
86.条件二:室温:23℃,50%相对湿度,持续3天。
87.4.3粘合强度测试
88.将实验组s4用180度剥离力法进行测试。简而言之,在预定标准测试环境(温度23
±
1℃,相对湿度50
±
5%)和预定速度(如300mm/min)下,将聚碳酸酯(pc)薄膜夹住,与粘合剂层13呈现180度夹角,向上拉,如图4所示,使粘合剂层13与聚碳酸酯(pc)薄膜从第一基材11上剥离,并测定将粘合剂层13脱离试样的平均力。
89.实施例1-实施例4的对比结果
90.可以从图3中看出实施例2、实施例3和实施例4相较于实施例1中对照组d的结果,对照组d中未处理的第一基材在室温条件下的强度约为2n/cm,在湿热条件下约为1n/cm;实施例2的第一基材在室温条件下的强度约为25n/cm,在湿热条件下约为23n/cm;实施例3的第一基材在室温条件下的强度约为22n/cm,在湿热条件下约为21.5n/cm;实施例4的第一基材在室温条件下的强度约为21n/cm,在湿热条件下约为20.2n/cm。实施例2、实施例3和实施例4的粘合强度相较于实施例1的粘合强度显著增强。
91.需要说明的是,在本专利的申请文件中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。本专利的申请文件中,如果提到根据某要素执行某行为,则是指至少根据该要素执行该行为的意思,其中包括了两种情况:仅根据该要素执行该行为、和根据该要素和其它要素执行该行为。多个、多次、多种等表达包括2个、2次、2种以及2个以上、2次以上、2种以上。
92.在本技术提及的所有文献都被认为是整体性地包括在本技术的公开内容中,以便在必要时可以作为修改的依据。此外应理解,在阅读了本技术的上述公开内容之后,本领域技术人员可以对本技术作各种改动或修改,这些等价形式同样落于本技术所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1