一种消除燃料棒装管后焊缝夹杂装置的制作方法
本发明涉及一种特定产品装管过程中的燃料芯块清洁的,具体涉及一种燃料棒装管过程中芯块的装管及清洁装置。
背景技术:
1、在核燃料元件燃料棒制造过程中,燃料棒装管以及装管后的充氦压塞和焊接工作都十分重要,焊接质量将直接影响燃料棒在堆内的安全性。由于燃料芯块多采用无压烧结工艺,为了保证尺寸,后期多采用磨削的手段对芯块尺寸进行批量均匀处理,导致芯块表面致密的氧化物层被破坏。在装管过程中,芯块表面在摩擦力的作用下,会产生有微量的芯块粉末。
2、目前,芯块装管后的管口粉尘处理工艺只能对管口及其临近区域的粉末进行清理,无法清理到内部芯块表面的粉末,在后续的抽真空充氦过程中,依附在内部芯块表面的粉末在气压差的作用下,会被气体载带至管口,而后潜伏在端塞与包壳管的结合处(即焊缝位置),在焊接热源的作用下,渗入熔融的焊缝金属溶液中,形成焊缝夹杂缺陷,影响焊缝的各项性能,降低了燃料棒的堆内安全性。
技术实现思路
1、本发明的目的在于提供一种消除燃料棒装管后焊缝夹杂装置,能够解决燃料芯块在装配过程中受到摩擦后产生粉尘无法完全清理进而形成焊缝杂质缺陷的问题。
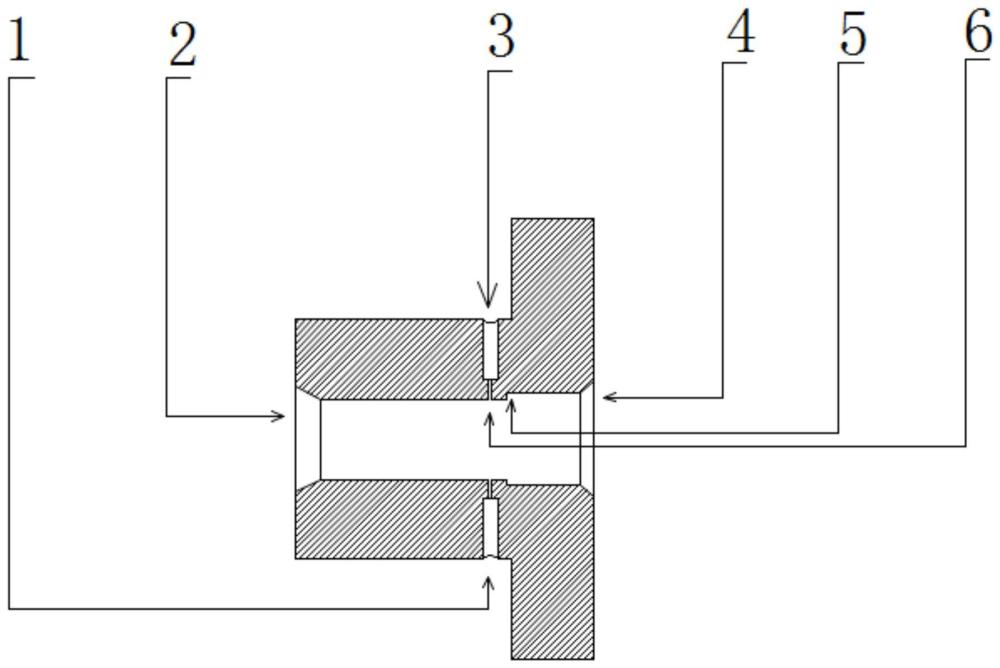
2、本发明的技术方案如下:一种消除燃料棒装管后焊缝夹杂装置,所述的装置包括:芯块入口,所述芯块入口开设于装置前端,芯块由所述芯块入口进入装置内部,进而通过配气环经进气口中载带气体的清理后最终进入燃料棒包壳管完成装管;
3、进气口,所述进气口竖直贯穿于装置上部,用于提供载带气体,清理芯块表面的粉末;
4、排气口,所述排气口竖直贯穿于装置下部,用于收集载带芯块表面粉末的气体;
5、配气环,所述配气环上部连接进气口,下部连接排气口,中间沿轴向能够通过芯块;
6、包壳管入口,所述包壳管入口开设于装置后端,燃料棒包壳管由包壳管入口进入装置内部;以及
7、包壳管定位口,所述包壳管定位口能够对燃料棒包壳管位置进行固定,避免芯块前进时与燃料棒包壳管管口发生轴向接触。
8、进一步地,所述进气口接外界环境或微量压缩气体。
9、进一步地,所述排气口接负压收集装置。
10、进一步地,所述配气环为圆形,其尺寸大于芯块的尺寸,芯块在所述配气环处与所述进气口中的气体充分接触,实现芯块表面的清理。
11、进一步地,所述芯块入口和所述包壳管入口外侧边缘处均开有倒角,分别用于引导芯块和燃料棒包壳管顺利进入装置内部。
12、进一步地,所述包壳管定位口为开设于所述包壳管入口前方以及所述配气环后方的凸台结构,凸台高度与燃料棒包壳管厚度相同。
13、与现有的技术相比,本发明的优点在于:
14、1.采用气体作为载体,借助相应的工装器具,对燃料棒装管过程中的芯块进行清洁,方便快捷且不会对芯块造成污染和磨损。
15、2.装置内部开设有配气环,外壁开有进气口及排气口,使用气流进行载带,可在芯块装管过程中持续性对芯块进行清理,并将芯块粉末载带至粉末收集机构。
技术特征:
1.一种消除燃料棒装管后焊缝夹杂装置,其特征在于,该装置包括:
2.根据权利要求1所述的一种消除燃料棒装管后焊缝夹杂装置,其特征在于:所述进气口(3)接外界环境或微量压缩气体,靠近内腔配气环(6)处口径尺寸缩小。
3.根据权利要求1所述的一种消除燃料棒装管后焊缝夹杂装置,其特征在于:所述排气口(1)接负压收集装置,靠近内腔配气环(6)处口径尺寸缩小。
4.根据权利要求1所述的一种消除燃料棒装管后焊缝夹杂装置,其特征在于:所述配气环(6)为圆形,其尺寸大于芯块(7)的尺寸,芯块(7)在所述配气环(6)处与所述进气口(3)中的气体充分接触,实现芯块(7)表面的清理。
5.根据权利要求1所述的一种消除燃料棒装管后焊缝夹杂装置,其特征在于:所述芯块入口(2)和所述包壳管入口(4)外侧边缘处均开有倒角,分别用于引导芯块(7)和燃料棒包壳管(8)顺利进入装置内部。
6.根据权利要求1所述的一种消除燃料棒装管后焊缝夹杂装置,其特征在于:所述包壳管定位口(5)为开设于所述包壳管入口(4)前方以及所述配气环(6)后方的凸台结构,凸台的高度与所述燃料棒包壳管(8)厚度相同。
技术总结
本发明具体提供了一种消除燃料棒装管后焊缝夹杂装置,该装置包括:芯块入口,开设于装置前端,芯块由芯块入口进入装置内部,进而通过配气环经进气口中载带气体的清理最终进入燃料棒包壳管完成装管;进气口,竖直贯穿于装置上部,用于提供载带气体,清理芯块表面的粉末;排气口,竖直贯穿于装置下部,用于收集载带芯块表面粉末的气体;配气环,上部连接进气口,下部连接排气口,中间沿轴向能够通过芯块;包壳管入口,开设于装置后端,燃料棒包壳管由包壳管入口进入装置内部;以及包壳管定位口,能够对燃料棒包壳管位置进行固定。本发明采用气体作为载体,能够对燃料棒装管过程中的芯块进行持续清洁,方便快捷且不会对芯块造成污染。
技术研发人员:周续,刘亚华,韩志华,陈连重,郭天阳,林涛,赵明明,李庆,马波,李瑞峰
受保护的技术使用者:中核北方核燃料元件有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!