一种防水卷材多重覆砂设备及其制备的防水卷材的制作方法
本技术涉及防水卷材,尤其涉及一种防水卷材多重覆砂设备及其制备的防水卷材。
背景技术:
1、预铺防水卷材采用更为牢固可靠的预铺反粘式方法在建筑防水中越来越广泛使用,预铺防水卷材一般由主体层、粘接层以及防粘层构成。防粘层通常是有机涂料或颗粒砂,在施工中,防粘层一方面起到保护主体材料、便于施工的作用,另一方面,作为与混凝土的接触面,与混凝土通过化学反应(有机涂层类)或机械嵌构(颗粒砂类)方式牢固粘合。
2、目前市面上预铺防水卷材大部分以颗粒砂面防粘层为主,颗粒砂通过下砂装置撒在粘接层或通过喷砂装置喷在粘接层。颗粒砂的由特定级粒径级配组成、覆砂过程中采用饱和下砂方式,导致颗粒砂除了粘附在粘接层外,还有一部分颗粒砂嵌在砂粒之间的孔隙中,这部分砂我们称之为浮砂。嵌入的浮砂在卷材生产线中不能受重力影响而掉落,另一方面浮砂没有粘接在粘接层,与混凝土不能作用形成足够的粘接力,影响卷材施工使用效果,且在运输、施工过程中受外力敲击、捶打而掉落,影响施工现场环境。
3、其中,现有技术中防水卷材表面撒布矿物粒料或者细砂粘接不牢有两方面原因:
4、1、防水卷材自身与矿物粒料组成不同,界面不相容;
5、2、矿物粒料粒径分布不均匀,长时间存储或运输可能导致不同粒径分层,可能产生小粒径颗粒先覆盖在卷材表面,大颗粒被小颗粒阻挡,减小了大颗粒粘接面积,导致粘接不牢。
6、cn 206983459 u公开了一种高分子膜防水卷材表面砂处理装置,其防水卷材托辊包括张力调节辊及传送辊,张力调节辊包括两个上张力调节辊及两个下张力调节辊,两个下张力调节辊无防水卷材经过的一侧分别设有与两侧护板固定连接的刮板,刮板的下方设有砂回收皮带机,砂回收皮带机为从一侧的护板方向向另一侧的护板方向传输,刮板倾斜设置,刮板高的一端靠在下张力调节辊上,低的一端位于砂回收皮带机的上方,两个上张力调节辊有防水卷材经过的一侧设有两侧护板固定连接的张力调节辊毛刷,上面的传送辊上方设有与两侧护板固定连接的传送辊毛刷。但是上述技术内容仍然存在以下问题:仅通过辊毛刷进行表面砂处理的方式单一,多次重复使用效果后效果不明显,进而使浮砂去除效果不明显。
7、cn 218227973 u公开了一种用于提高防水卷材矿物粒料粘附性的系统,包括刮料斗,用于将自粘料涂刮于隔离膜上以形成自粘层;撒布装置,用于将矿物粒料均匀撒在自粘层上;两个矿物粒料挤压辊,用于将矿物粒料挤压到自粘层上;以及隔离膜分离辊,用于使隔离膜与自粘层分离;两个挤压辊,用于对胎基与自粘层进行挤压粘合;以及动力部分,用于带动防水卷材移动。虽然此技术方案利用该系统生产加工的防水卷材,防水卷材上的矿物粒料不易脱落,但是防水卷材加工过程,此系统的工艺过于复杂化,不适合普及,并且也无法公开的内容中获得经过此工艺获得的防水卷材其防水效果究竟如何,是否适用于现有的防水工程。
8、基于上述现有技术的情况,现有技术中存在防水卷材表面撒布矿物粒料或者细砂粘接不牢,粘附性低等亟待解决的技术问题。
技术实现思路
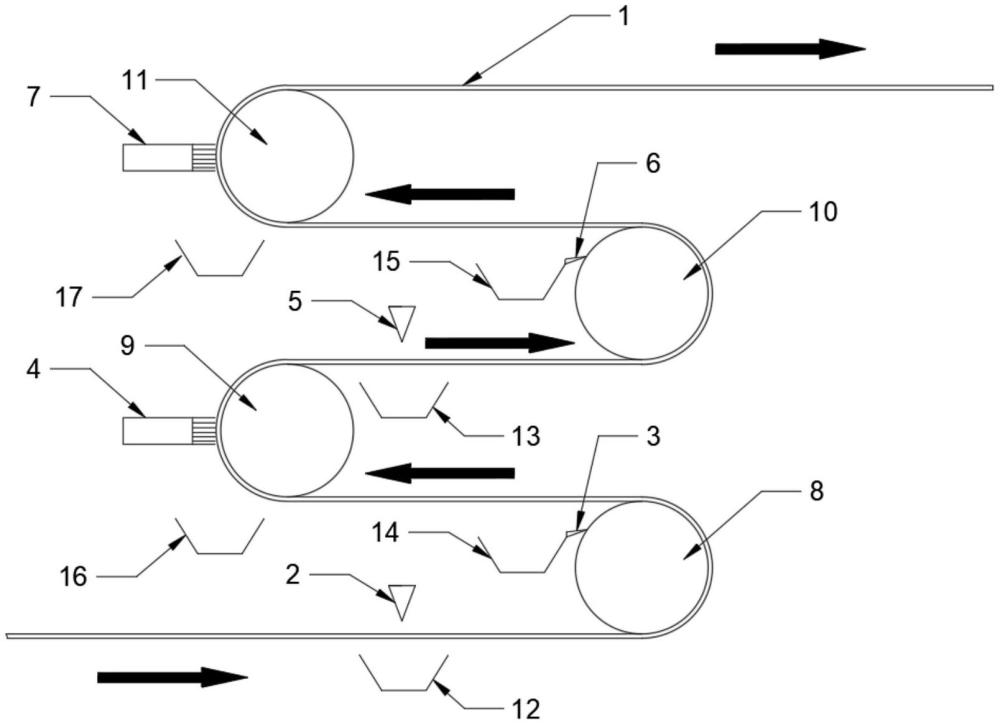
1、为解决上述存在的技术问题,本实用新型提供一种防水卷材多重覆砂设备,所述多重覆砂设备按照防水卷材的牵引路线依次包括第一道覆砂工段和第二道覆砂工段,其中,第一道覆砂工段用于撒布覆盖粒径为10-40目的覆砂颗粒,第二道覆砂工段用于撒布覆盖粒径为60-100目的覆砂颗粒,两道覆砂工段将所述覆砂颗粒撒布覆盖在防水卷材的同一面,形成上表面覆砂颗粒层,利用粒径为60-100目的覆砂颗粒将粒径10-40目的覆砂颗粒之间的空隙填满,所述防水卷材上表面覆砂颗粒层的矿物颗粒粘附性≤1.2g。
2、进一步地,所述第一道覆砂工段按照防水卷材的牵引路线依次包括第一撒砂设备、第一刮刀、第一扫砂设备,所述第二道覆砂工段按照防水卷材的牵引路线依次包括第二撒砂设备、第二刮刀、第二扫砂设备,
3、其中,所述第一撒砂设备和/或第二撒砂设备的宽度大于等于所述防水卷材的宽度,第一刮刀和/或第二刮刀的宽度大于所述防水卷材的宽度,所述第一撒砂设备和所述第二撒砂设备撒砂的速率相同。
4、进一步地,所述多重覆砂设备还包括至少4个传送辊,所述传送辊用于改变防水卷材的牵引方向以及传送防水卷材和对覆砂后的防水卷材进行压实,
5、其中,所述第一刮刀和/或第二刮刀的宽度等于所述传送辊的宽度。
6、进一步地,所述多重覆砂设备还包括至少2个防水卷材颗粒残余收集设备,所述防水卷材颗粒残余收集设备位于防水卷材下方,用于收集第一道覆砂工段和/或第二道覆砂工段中防水卷材表面多余撒布的覆砂颗粒。
7、进一步地,所述多重覆砂设备还包括至少2个传送辊颗粒残余收集设备,所述传送辊颗粒残余收集设备位于传送辊远离防水卷材的一侧,用于收集第一道覆砂工段和/或第二道覆砂工段中传送辊表面粘结的覆砂颗粒。
8、进一步地,所述第一刮刀和位于所述第一道覆砂工段中的传送辊颗粒残余收集设备相连接,所述第二刮刀和位于所述第二道覆砂工段中的传送辊颗粒残余收集设备相连接,其中所述第一刮刀和/或第二刮刀用于刮除回收粘附在所述传送辊上的覆砂颗粒,所述覆砂颗粒为矿物颗粒。
9、进一步地,所述第一扫砂设备和所述第二扫砂设备位于防水卷材远离传送辊的一侧,用于扫刷防水卷材表面粘接不牢的覆砂颗粒。
10、进一步地,所述多重覆砂设备还包括至少2个扫砂颗粒残余收集设备,所述扫砂颗粒残余收集设备位于所述第一扫砂设备和/或第二扫砂设备的下方,用于收集所述第一扫砂设备和/或第二扫砂设备扫落的覆砂颗粒。
11、进一步地,所述第一道覆砂工段还包括第一覆砂颗粒循环装置,所述第一覆砂颗粒循环装置用于回收位于第一道覆砂工段中的防水卷材颗粒残余收集设备、传送辊颗粒残余收集设备和扫砂颗粒残余收集设备收集到的覆砂颗粒,并运送收集到的覆砂颗粒于第一撒砂设备中,实现多余10-40目的覆砂颗粒的循环使用。
12、进一步地,所述第二道覆砂工段还包括第二覆砂颗粒循环装置,所述第二覆砂颗粒循环装置用于回收位于第二道覆砂工段中的防水卷材颗粒残余收集设备、传送辊颗粒残余收集设备和扫砂颗粒残余收集设备收集到的覆砂颗粒,并运送收集到的覆砂颗粒于第二撒砂设备中,实现多余60-100目的覆砂颗粒的循环使用。
13、进一步地,所述第一撒砂设备为传送带式、螺旋式、齿轮式撒砂设备中的一种;
14、或,所述第二撒砂设备为传送带式、螺旋式、齿轮式撒砂设备中的一种。
15、进一步地,所述防水卷材颗粒残余收集设备或传送辊颗粒残余收集设备或扫砂颗粒残余收集设备为传送带式、螺旋式、齿轮式、漏斗式收集设备中的一种。
16、进一步地,第一扫砂设备和第二扫刷设备为刷型结构,所述刷型结构为刚刷、尼龙刷或毛刷中的一种。
17、进一步地,所述第一刮刀和第二刮刀为片状结构,所述第一刮刀和第二刮刀为金属片,其中所述片状结构的第一刮刀和第二刮刀用于同时刮除和收集所述覆砂颗粒。
18、进一步地,所述金属片为钢片、铜片、铁片中的一种。
19、本实用新型还提供一种利用上述防水卷材多重覆砂设备制备的防水卷材,所述防水卷材从上到下依次包括上表面覆砂颗粒层、上表面涂盖料层、胎基层、下表面涂盖料层、下表面隔离层,所述上表面覆砂颗粒层包括相互间隔、分布均匀的粒径为60-100目的覆砂颗粒和粒径为10-40目的覆砂颗粒,所述防水卷材上表面覆砂颗粒层的矿物颗粒粘附性≤1.2g。
20、本实用新型的有益效果在于:
21、1、本实用新型通过对现有技术中的覆砂设备进行改进,获得一种防水卷材多重覆砂设备,通过所述多重覆砂设备制备的防水卷材,其覆砂颗粒的粘附性得到改善和加强,防水卷材上表面覆砂颗粒层粒径分布均匀,解决了现有技术中因覆砂颗粒粒径分布不均匀,导致覆砂颗粒粘接不牢的问题,同时也避免了覆砂颗粒长时间存储或运输导致不同粒径分层引起的粘接不牢的问题;
22、2、本实用新型可减少防水卷材表面矿物颗粒单耗,通过合理利用覆砂颗粒之间的级配,减少单位面积防水卷材使用的覆砂颗粒的重量,进而节约成本,还能提升防水卷材外观质量,具有可视化的产品优势,具备市场可行性;
23、3、利用本发明改进后的防水卷材多重覆砂设备制备的所述防水卷材其上表面覆砂颗粒层的矿物颗粒粘附性≤1.2g,低于现有技术中上表面覆砂颗粒层的矿物颗粒粘附性(1.7-4.0g),明显提高所述防水卷材表面覆砂颗粒的粘结强度。
- 还没有人留言评论。精彩留言会获得点赞!