片材、充气产品及片材制造设备的制作方法
本技术总体涉及片材制造领域。具体而言,本技术涉及一种片材、至少部分地由该片材制成的充气产品以及该片材的制造设备和制造方法。
背景技术:
1、在野外露营时,因野外地面冰冷且坚硬,露营者往往需要一个方便携带的充气垫来隔热并提供缓冲。充气垫通常包括彼此连接的顶片和底片,以形成充气腔室。现有的充气垫的顶片和底片通常为复合片材。例如,顶片和底片可以为织物贴合tpu膜所形成的复合片材,其中,织物为外层,tpu膜为内层。tpu膜的作用是将充气垫形成一个封闭的气室。由于织物是透气的,无法阻止空气的流通,因此在充气时tpu膜的存在使得气体保留在产品内部,起到防止漏气的效果。织物的作用是在人体接触充气垫时,提升充气垫的表面的触觉手感,提高人体接触织物的舒适程度。
2、为了便于充气垫的收纳和携带,往往需要充气垫较为轻薄。因而,在保证充气垫不漏气的前提下,tpu膜的厚度越薄越好。目前,大部分充气垫的复合片材中的tpu膜为由一层或多层同一熔点的tpu材料形成的膜,通常称之为单温tpu膜。
3、在制作充气垫时,技术人员通常会将织物贴合单温tpu膜所形成的顶片与织物贴合单温tpu膜所形成的底片共同放置在焊接设备上。顶片的织物向上,单温tpu膜向下。底片的单温tpu膜向上,织物向下。顶片放在底片的上方。由此,顶片的单温tpu膜与底片的单温tpu膜彼此面对着放置。技术人员使用焊接设备,将顶片的单温tpu膜与底片的单温tpu膜焊接在一起。顶片的外层织物和底片的外层织物均朝向外侧放置,不与其他材料焊接。
4、包含单温tpu膜和织物的复合片材在用于制作充气垫成品时,对充气垫的生产设备/模具的精度以及生产工艺都有较高的要求。具体而言,当顶片的单温tpu膜与底片的单温tpu膜相互焊接时,焊接设备的热量在焊接设备内部传递时存在热量损失,而热量损失通常难以精确衡量,且存在波动性,因此,实际的焊接温度经常会不可避免地与设定的焊接温度存在一定的偏差,且偏差存在波动,难以控制、预测偏差。从另一方面而言,在对顶片的单温tpu膜与底片的单温tpu膜进行焊接时会使用到模具,技术人员通常将模具安装在焊接设备的上方和下方,焊接设备的热量传递到模具上,通过模具将热量传递到单温tpu膜上,从而对顶片和底片的单温tpu膜进行焊接。各种模具的形状、材质、大小、厚度均不同,因此各个模具的导热性能也可能不同,会进一步导致实际的焊接温度偏离设定的焊接温度。此外,由于每次生产时室温可能不同,因此焊接设备周围环境温度不同,也可能会导致实际的焊接温度偏离设定的焊接温度。最后,由技术人员控制的焊接时长也可能会有偏差。过长的焊接时间会导致焊接温度过热,过短的焊接时间会导致焊接温度过冷。
5、更高的焊接温度或更长的焊接时间可能会使得单温tpu膜发生大面积熔化或者全部熔化,形成的小孔或空白区域会导致单温tpu膜应用在充气垫上时发生漏气;更低的焊接温度或更短的焊接时间可能会使得充气垫的顶片和底片的单温tpu膜几乎没有被熔化,顶片和底片无法粘连或者粘连程度差,无法形成一个完全密闭的气室,导致充气垫在使用时发生漏气,无法使用。
6、综上所述,在使用由单温tpu膜和织物贴合后所形成的复合片材来制作充气垫时,由于设备、环境和人工操作的固有限制,难以完全精确地控制焊接温度和焊接时间,而无论是更高的焊接温度或更长的焊接时间,还是更低的焊接温度或更短的焊接时间,都会最终导致充气垫漏气,使产品存在缺陷,降低了成品合格率。
技术实现思路
1、本实用新型的目的就在于解决上述现有技术中存在的问题,提出一种改进的片材、至少部分地由该片材制成的充气产品以及该片材的制造设备和制造方法。
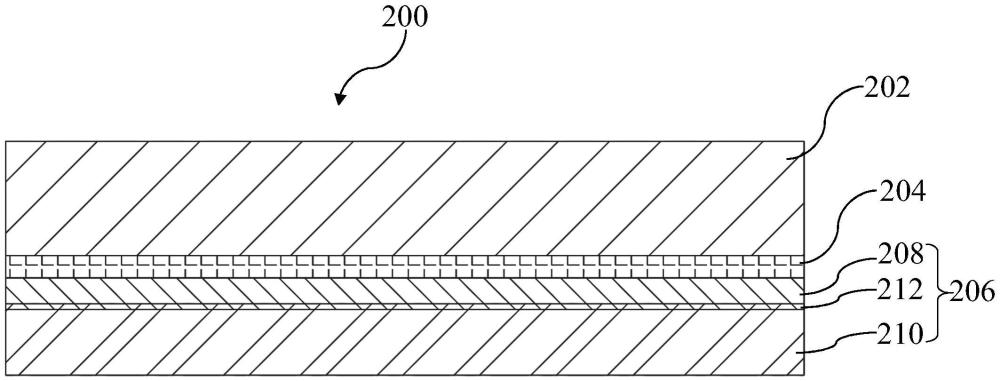
2、为此,根据本实用新型的第一方面,提供了一种片材,所述片材包括织物层、粘接层以及基材层,所述基材层包括第一层和第二层,所述第一层包括第一高分子材料,所述第二层包括第二高分子材料,所述第一高分子材料的熔点高于所述第二高分子材料的熔点,其中,所述基材层由流动性的所述第一高分子材料和流动性的所述第二高分子材料合流后形成,并且所述织物层通过所述粘接层与所述第一层贴合。
3、由于根据本实用新型的片材的第一层的第一高分子材料和第二层的第二高分子材料具有一定的熔点差,在对片材进行焊接时,将焊接温度设定在第一高分子材料的熔点和第二高分子材料的熔点之间,就可以使较低熔点的第二层熔化以进行焊接,而同时较高熔点的第一层还保持结构完整性而不会导致熔化、透气。如果由于焊接设备温度偏差、模具导热性能差异、环境温度差异、焊接时间偏差或其他原因导致实际的焊接温度与设定的焊接温度存在一定的偏差,只要实际的焊接温度仍处于第一高分子材料的熔点和第二高分子材料的熔点之间,则仍然能使第二层熔化以进行焊接,并且保持第一层完整、不透气。因此,片材的基材层包括上述的第一层和第二层时,产品质量对于焊接温度的敏感性将会大幅降低,换言之,即使焊接温度存在偏差,无论是向上的偏差还是向下的偏差,只要偏离后的温度仍然处于第一高分子材料的熔点和第二高分子材料的熔点之间,生产出的充气产品就仍然是合格的产品。因此,使用本实用新型的片材进行焊接,可以大幅降低焊接温度偏差、焊接时间偏差对产品质量造成的负面影响,进而减少充气产品的漏气问题,使充气产品的气密性变得更好,成品率提高,生产成本降低,同时,技术人员的焊接操作也变得更加简单。而且,片材的基材层由流动性的第一高分子材料和流动性的第二高分子材料合流后形成,第一层和第二层之间不会形成气泡,两者之间的结合强度高,不易分离。上述的包括第一层和第二层的基材层,与现行的只有一层的单温tpu膜的基材层相比,二者厚度可以大致相同,因此本实用新型的片材仍保持着轻薄的特点。进一步地,与单温tpu膜的基材层相比,包括第一层和第二层的基材层对焊接操作的要求更低,可以承受更大范围的焊接温度变化及焊接时间变化,且不影响产品质量,因此包括第一层和第二层的基材层甚至可以做得比单温tpu膜的基材层更薄。
4、根据上述技术构思,本实用新型的第一方面可进一步包括任何一个或多个如下的可选形式。
5、在一些可选形式中,所述基材层包括在所述第一层与所述第二层之间的中间层,所述中间层包括第一高分子材料与第二高分子材料的混合物。
6、在一些可选形式中,所述第一高分子材料和所述第二高分子材料中的每一者均由热塑性聚氨酯弹性体、聚乙烯、聚丙烯、聚氯乙烯、聚偏二氯乙烯或聚氨酯中的一项或多项组成。
7、在一些可选形式中,所述第一高分子材料和所述第二高分子材料均为热塑性聚氨酯弹性体。
8、在一些可选形式中,所述第一高分子材料的熔点比所述第二高分子材料的熔点高至少15℃。
9、在一些可选形式中,所述粘接层由聚氨酯类粘胶形成。
10、在一些可选形式中,所述聚氨酯类粘胶为溶剂型pu粘胶、水基型pu粘胶或pur热熔胶。
11、在一些可选形式中,所述织物层在面向所述粘接层的一侧包括聚氨酯涂层。
12、在一些可选形式中,所述第一层的邵氏a硬度范围为80ha至98ha,且所述第二层的邵氏a硬度范围为75ha至95ha。
13、在一些可选形式中,所述第一层的厚度与所述第二层的厚度的比值的范围为1:1至1:4。
14、在一些可选形式中,所述基材层的厚度范围为0.01mm到0.40mm。
15、根据本实用新型的第二方面,提供了一种充气产品,所述充气产品的至少一部分由根据本实用新型的第一方面的片材制成。
16、本实用新型的第二方面可进一步包括任何一个或多个如下的可选形式。
17、在一些可选形式中,所述充气产品为充气垫,所述充气垫包括顶片和底片,所述顶片和所述底片彼此连接共同限定充气腔室,其中,所述顶片和所述底片由所述片材制成。
18、在一些可选形式中,所述充气垫还包括连接片,所述连接片在所述充气腔室内设置在所述顶片与所述底片之间并且包括多个第一焊接区域和多个第二焊接区域,其中,所述多个第一焊接区域与所述多个第二焊接区域彼此错开,所述多个第一焊接区域焊接至所述顶片,所述多个第二焊接区域焊接至所述底片。
19、在一些可选形式中,所述充气垫还包括至少一个隔热片,所述至少一个隔热片设置在所述充气腔室内,并且每个隔热片包括高分子基材以及镀在所述高分子基材的正反两面中的至少一面的金属镀层。
20、在一些可选形式中,所述充气垫还包括多个张紧构件,每个张紧构件的顶边缘和底边缘分别焊接至所述顶片和所述底片。
21、在一些可选形式中,所述张紧构件由所述片材制成,或者由所述片材的基材层制成。
22、在一些可选形式中,所述充气垫还包括泡沫芯,所述顶片和所述底片分别贴合所述泡沫芯的顶表面和底表面。
23、在一些可选形式中,所述泡沫芯包括规则分布的多个开孔或规则分布的多个凹槽。
24、在一些可选形式中,所述充气垫还包括侧围片,所述顶片的周缘与所述侧围片的顶边缘连接,所述底片的周缘与所述侧围片的底边缘连接,使得所述顶片、所述底片和所述侧围片共同限定所述充气腔室。
25、根据本实用新型的第三方面,提供了一种片材制造设备,所述片材制造设备包括:第一供料装置和第二供料装置,所述第一供料装置和所述第二供料装置配置成分别供应流动性的第一高分子材料和流动性的第二高分子材料,所述第一高分子材料的熔点高于所述第二高分子材料的熔点;挤出成型装置,所述挤出成型装置包括第一流道、第二流道、合流腔和材料出口,所述第一流道、所述第二流道、所述材料出口各自与所述合流腔连通,所述第一流道和所述第二流道配置成分别将来自所述第一供料装置的流动性的第一高分子材料和来自所述第二供料装置的流动性的第二高分子材料引导入所述合流腔,流动性的所述第一高分子材料和流动性的所述第二高分子材料适于在所述合流腔内合流并从所述材料出口挤出以形成第一料片,所述第一料片包括第一层和第二层,所述第一层包括所述第一高分子材料,所述第二层包括所述第二高分子材料;第三供料装置,所述第三供料装置配置成供应织物片;以及贴合装置,所述贴合装置配置成将所述织物片通过粘接材料与所述第一料片的第一层贴合以形成第二料片,所述第二料片包括由所述织物片形成的织物层、由所述粘接材料形成的粘接层以及由所述第一料片形成的基材层。
26、本实用新型的第三方面可进一步包括任何一个或多个如下的可选形式。
27、在一些可选形式中,所述贴合装置配置成在将所述织物片与所述第一料片贴合之前将所述粘接材料涂覆在所述织物片或所述第一料片的第一层上。
28、在一些可选形式中,所述片材制造设备还包括压制装置,所述压制装置配置成对从所述材料出口输送出的第一料片进行压制,所述压制包括压平和/或压花。
29、在一些可选形式中,所述片材制造设备还包括冷却装置,所述冷却装置配置成对经压制的第一料片进行冷却。
30、在一些可选形式中,所述片材制造设备还包括裁边装置;所述片材制造设备配置成将经冷却的第一料片输送给所述裁边装置进行裁边并且将经裁边的第一料片输送给所述贴合装置。
31、在一些可选形式中,所述片材制造设备还包括收卷装置和放卷装置,所述收卷装置配置成将经裁边的第一料片收卷成第一料片卷,所述放卷装置配置成将所述第一料片卷放卷并将经裁边的第一料片输送给所述贴合装置。
32、在一些可选形式中,所述片材制造设备还包括裁边装置,所述片材制造设备配置成将经冷却的第一料片输送给所述贴合装置形成所述第二料片,所述裁边装置配置成对所述第二料片进行裁边。
33、在一些可选形式中,所述片材制造设备配置成将来自所述材料出口的所述第一料片输送给所述贴合装置,并且所述贴合装置配置成在将所述织物片与所述第一料片贴合之前将所述粘接材料涂覆在所述织物片上。
34、在一些可选形式中,所述片材制造设备还包括压制装置,所述压制装置配置成对从所述贴合装置输送出的所述第二料片进行压制,所述压制包括压平和/或压花。
35、在一些可选形式中,所述贴合装置进一步配置成在将经涂覆的织物片与所述第一料片贴合以形成所述第二料片的同时对所述第二料片进行压制,所述压制包括压平和/或压花。
36、在一些可选形式中,所述片材制造设备还包括冷却装置,所述冷却装置配置成对经压制的第二料片进行冷却。
37、在一些可选形式中,所述片材制造设备还包括裁边装置,所述裁边装置配置成对经冷却的第二料片进行裁边。
38、根据本实用新型的第四方面,提供了一种片材制造方法,所述片材制造方法包括:提供流动性的第一高分子材料、流动性的第二高分子材料、粘接材料和织物片,所述第一高分子材料的熔点高于所述第二高分子材料的熔点;由流动性的所述第一高分子材料和流动性的所述第二高分子材料合流后形成第一料片,所述第一料片包括第一层和第二层,所述第一层包括第一高分子材料,所述第二层包括第二高分子材料;以及将所述织物片通过所述粘接材料与所述第一料片的第一层贴合以形成第二料片,所述第二料片包括由所述织物片形成的织物层、由所述粘接材料形成的粘接层以及由所述第一料片形成的基材层。
39、本实用新型的第四方面可进一步包括任何一个或多个如下的可选形式。
40、在一些可选形式中,所述第一料片包括在所述第一层与所述第二层之间的中间层,所述中间层包括第一高分子材料与第二高分子材料的混合物。
41、在一些可选形式中,所述第一高分子材料和所述第二高分子材料均为热塑性聚氨酯弹性体。
42、在一些可选形式中,所述片材制造方法还包括在将所述织物片与所述第一料片贴合之前将所述粘接材料涂覆在所述织物片或所述第一料片的第一层上。
43、在一些可选形式中,所述片材制造方法还包括在形成第一料片之后对所述第一料片进行压制,所述压制包括压平和/或压花。
44、在一些可选形式中,所述片材制造方法还包括对经压制的第一料片进行冷却。
45、在一些可选形式中,所述片材制造方法还包括对经冷却的第一料片进行裁边,并且所述织物片通过所述粘接材料与经裁边的第一料片贴合以形成第二料片。
46、在一些可选形式中,所述片材制造方法还包括将经裁边的第一料片收卷成第一料片卷,以及将所述第一料片卷放卷以提供经裁边的第一料片用于与所述织物片贴合。
47、在一些可选形式中,所述片材制造方法还包括在将所述织物片通过所述粘接材料与所述第一料片贴合以形成第二料片之后对所述第二料片进行裁边。
48、在一些可选形式中,所述片材制造方法还包括将所述粘接材料涂覆在所述织物片上并且将经涂覆的织物片与所述第一料片贴合以形成所述第二料片。
49、在一些可选形式中,所述片材制造方法还包括在将经涂覆的织物片与所述第一料片贴合以形成所述第二料片的同时或形成所述第二料片之后对所述第二料片进行压制,其中,所述压制包括压平和/或压花。
50、在一些可选形式中,所述片材制造方法还包括对经压制的第二料片进行冷却。
51、在一些可选形式中,所述片材制造方法还包括对经冷却的第二料片进行裁边。
52、根据本实用新型的片材的焊接操作更加简单且易于控制,而且片材的各个层之间的结合强度高不易分离。相应地,根据本实用新型的至少部分地由该片材制成的充气产品将易于制造且成品率高,进而制造成本降低,并且所得的充气产品具有良好的机械性能和气密性。根据本实用新型的片材制造设备和片材制造方法可以制造出具有上述优点的片材。
- 还没有人留言评论。精彩留言会获得点赞!