用于冰淇淋产品的冰淇淋棒材插入装置和用于将棒材插入冰淇淋产品的方法与流程
用于冰淇淋产品的冰淇淋棒材插入装置和用于将棒材插入冰淇淋产品的方法
发明领域
[0001]
本发明涉及一种棒材(stick)插入装置,该棒材插入装置用于在挤压喷口方向(extrusion jet direction)上看的高度处将棒材插入到从挤压喷口挤出的冰淇淋产品中,并且冰淇淋产品的至少一个末端(end point)基本上平行于挤压方向,并且棒材以基本上垂直于挤压方向的定向插入该至少一个末端中。
[0002]
其中,棒材插入装置包括:棒材推动器,其可采取线性和往复运动;致动器,其具有第一和第二外部位置,用于启动棒材推动器;伺服机构,其用于控制致动器的运动;控制单元,其连接到伺服机构。
[0003]
本发明还涉及一种通过棒材插入装置将棒材插入冰淇淋产品中的方法,冰淇淋产品从挤压喷口中挤出,该冰淇淋产品在挤压喷口的方向上具有设定的高度,该冰淇淋产品的至少一个末端基本平行于挤压方向,并且棒材以基本上垂直于挤压方向的定向插入该至少一个末端中,其中,棒材插入装置包括:棒材推动器,其可采取线性和往复运动;致动器;伺服机构,用于启动致动器;控制单元,其连接到伺服机构;和至少一个传感器。
[0004]
发明背景
[0005]
存在气动驱动的用于冰淇淋产品的棒材插入装置。这些棒材插入装置没有用于监测棒材插入的传感器。此外,这些产品中的行程长度不能改变。因此,在这些棒材插入装置中,插入深度不能改变和校正。使用这些棒材插入装置的冰淇淋棒材的角度只能通过相对于冰淇淋产品倾斜整个棒材插入装置来改变。这是一个手动过程,需要专业知识和经验,由操作人员使用调节螺钉进行手动干预,操作人员在生产过程中必须在场。
[0006]
此外,wo2014/161894描述了具有线性伺服致动器的棒材插入装置。这些棒材插入装置没有用于监测棒材插入的传感器。因而,棒材的插入速度和时间不被监测和改变。因此,不可能调整插入过程。
[0007]
没有能够自动监测棒材插入并对棒材插入过程进行调整的棒材插入装置。
[0008]
现有棒材插入装置的缺点是:
[0009]-由于产品制造超出容许范围,因此产生了浪费,
[0010]-由于进一步加工超出容许范围的产品,因此产生了浪费,
[0011]-操作人员必须接受使用和手动调节棒材插入装置的培训,
[0012]-如果系统运行超出规定的容许范围,不能向操作人员发出警告,
[0013]-无法检测到损坏的棒材,
[0014]-制备过程的下一阶段不能适应产品中的实际棒材位置。
[0015]
发明目的
[0016]
本发明的目的在于提供一种棒材插入装置来克服这些缺点。
[0017]
本发明的另一个目的是提供一种使用棒材插入装置将棒材插入冰淇淋产品中的方法,该方法克服了这些缺点。
[0018]
发明描述
[0019]
根据本发明,这是使用前文中提到的类型的棒材插入装置来实现的,其特征在于,
[0020]
该棒材插入装置包括至少一个传感器,用于测量棒材的相对于冰淇淋产品高度的位置、相对于冰淇淋产品末端的水平位置以及相对于冰淇淋产品末端的角度,
[0021]
控制单元连接到至少一个传感器和伺服机构,
[0022]
控制单元适于基于来自至少一个传感器的信号控制伺服机构的行程长度,
[0023]
控制单元适于基于来自前述至少一个传感器的信号来控制伺服机构的开始时间和插入棒材的结束时间。
[0024]
通常,在插入棒材之后,冰淇淋产品将从挤压喷口中被切掉。或者,冰淇淋产品可以在插入棒材之前或插入棒材的同时从挤压喷口中切下。
[0025]
该至少一个传感器可以是扫描整个冰淇淋产品的传感器。或者,至少一个传感器可以由几个单独的传感器组成,每个传感器测量棒材的单个点或一部分。
[0026]
该致动器具有第一和第二外部位置。在插入棒材的过程中,致动器不得到达外部位置。这意味着行程长度小于最大行程长度。因此,当需要调整时,可以增加行程长度。
[0027]
如本专利申请中所述的,伺服机构是具有反馈的机构。伺服机构激活可以是任何类型的,例如电子的、气动的或液压的。
[0028]
根据另一实施例,根据本发明描述的棒材插入装置的特征在于,至少一个传感器被设计为三个单点激光测量单元,
[0029]
其中测量垂直于棒材插入方向的距离的第一传感器被调节,使得它测量冰淇淋产品的末端附近的距离,从而测量棒材在冰淇淋产品的末端中的竖直位置,
[0030]
测量棒材插入方向的垂直距离的第二传感器被调节,使得它在比第一传感器距离冰淇淋产品的末端更远的位置测量距离,并且因此对棒材的角度调节由第一感器和第二传感器的测量来确定,
[0031]
以及第三传感器,测量棒材插入方向的垂直距离,其中传感器定位在成品冰淇淋产品中需要棒材的外部的区域中,使得它在棒材插入冰淇淋产品后测量棒材是否在目标区域中的位置。
[0032]
第一传感器通常测量距末端1mm至5mm的距离,优选距末端2mm至4mm的距离。第二传感器将测量距末端30mm至50mm的距离,最好是距末端35mm至45mm的距离。
[0033]
能够使用任何传感器在产品托盘表面上进行校准测量。产品托盘是保持冰淇淋产品的物体或冰淇淋产品位于其上的物体。当传感器的测量区域中没有冰淇淋产品时,可以使用传感器测量到产品托盘末端的距离。
[0034]
第三传感器用于监测冰淇淋产品中棒材的深度,并将插入深度保持在一定的容许范围内。这是通过在将棒材插入冰淇淋产品后,测量棒材是否位于第三传感器的测量区域中的位置来实现的。
[0035]
如果棒材被正确定位,则伺服机构的行程长度以及棒材推动器的行程长度因此被调整,使得插入下一个冰淇淋产品的棒材将被进一步插入。典型值是0.1mm的进一步行程长度。
[0036]
另一方面,如果第三传感器测量到在插入棒材之后没有棒材插入目标区域中,则伺服机构的行程长度将减小。行程长度减小的典型值为0.1mm。下一个冰淇淋产品的行程长度将因此减小。
[0037]
冰淇淋产品中棒材的每次插入之间的行程长度的这种调节将确保插入深度保持在期望插入深度内的容许范围内。这是生产的全自动化部分。因而,不需要操作人员的手动干预。
[0038]
根据另一实施例,本发明中描述的棒材插入装置的特征在于,至少一个传感器被配置为激光扫描仪。
[0039]
根据另一实施例,本发明中描述的棒材插入装置的特征在于,至少一个传感器被配置为构成视觉系统的一部分的摄像机。
[0040]
根据另一实施例,棒材插入装置的特征在于,至少一个传感器被配置为摄像机和一个或更多个测量装置的组合。
[0041]
根据另一个实施例,本发明中描述的棒材插入装置的特征在于,致动器被配置为伺服马达,通过曲柄和连杆连接到棒材推动器,连杆柄位于连杆的两侧。
[0042]
曲柄可以设计成盘。
[0043]
本发明的另一方面是上述类型的方法,其特征在于,该方法包括以下步骤:
[0044]
利用至少一个传感器监测棒材的插入长度,
[0045]
利用至少一个传感器监测棒材的角度设置,
[0046]
利用至少一个传感器或伺服机构监测棒材的速度,
[0047]
根据从至少一个传感器和/或伺服机构接收的信号,随时间调节棒材推动器的速度,以实现冰淇淋产品中的棒材的期望角度设置,
[0048]
根据从至少一个传感器和/或伺服机构接收的信号控制伺服机构的行程长度,
[0049]
基于对棒材在冰淇淋产品的末端中的高度的测量,控制伺服机构的开始时间和插入棒材的结束时间,高度在挤压方向上测量。
[0050]
该方法可以用于根据本发明的描述的棒材插入装置的任何实施例。
[0051]
从棒材插入的开始时间到结束时间,监测基本上可以连续进行。或者,监测可以在特定时间或间隔进行。
[0052]
棒材推动器的速度至关重要。对速度的定时可以由以下区间描述,但不限于这些区间或概述的顺序。在开始插入棒材时,随着棒材推动器速度的增加,会有一个增速区间(ramp-up interval)。然后会以最大速度创建一个区间。最大速度是指实际插入棒材时的最大速度,而不是致动器能够产生的棒材推动器的最大速度。随后,将有一个降速区间(ramp-down interval),导致速度下降。当棒材到达所需的最终位置(desired end position)时,速度为零。随后,棒材推动器将沿相反方向移动,直到棒材插入的定时结束。然后速度将增加到一个“增速返回(ramp-up return)”区间。随后将有一个最大速度范围的区间。当棒材推动器到达起始位置时,速度将为零。该时间点是插入过程的结束时间。随后,可能会有一段等待时间,直到开始插入下一个棒材。
[0053]
在本发明的进一步方面中,该方法还可以包括以下步骤:如果对伺服机构的控制不能在预定容许区间内调节,则触发对操作人员的警告。
[0054]
该警告可能是以灯的形式的视觉警示。或者以听觉信号的形式。该警告也可以是屏幕显示消息。该警告也可以作为文本消息传送。不同类型的警告也可以组合传输。
[0055]
在本发明的进一步方面中,该方法还可以包括以下步骤:在插入棒材之后,棒材相对于食品的最终位置存储在控制单元的存储器中。
[0056]
在本发明的进一步方面中,该方法还可以包括以下步骤:使用棒材最终位置的数据来分离超出预定容许范围的产品。
[0057]
在本发明的进一步方面中,该方法还可以包括以下步骤:在冰淇淋产品的后续加工步骤中使用棒材的最终位置数据,以优化加工过程。
[0058]
例如,对加工过程的优化可以是在随后的加工步骤中将夹紧工具调整到棒材的精确位置。比如蘸液体巧克力的时候。
[0059]
在进一步方面中,该方法还可以包括以下步骤:由于来自至少一个传感器和/或伺服机构的信号而检测损坏的棒材。
[0060]
在进一步方面中,该方法还可以包括以下步骤:分离在容许范围外的冰淇淋产品。
[0061]
在进一步方面中,该方法还可以包括以下步骤:将损坏的棒材与冰淇淋产品分离。
附图说明
[0062]
现在,将参考附图对本发明进行更详细地说明,其中:
[0063]
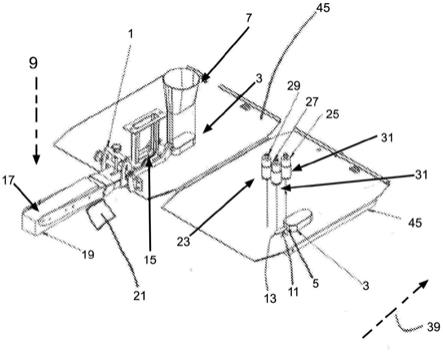
图1示出了根据本发明的棒材插入装置的透视图,
[0064]
图2示出了根据本发明的棒材插入装置的透视图,
[0065]
图3示出了根据本发明的从一侧看的棒材插入装置,
[0066]
图4示出了根据本发明的从上方看的棒材插入装置,
[0067]
图5示出了根据本发明的从一侧看的棒材插入装置,
[0068]
图6示出了根据本发明的从一侧看的棒材插入装置,
[0069]
图7示出了根据本发明的从一侧看的棒材插入装置的略图,
[0070]
图8示出了根据本发明的棒材插入装置的时间-位置曲线的略图,和
[0071]
图9示出了带有棒材的冰淇淋产品的略图。
[0072]
附图标记列表
[0073]
1.棒材插入装置
[0074]
3.冰淇淋产品
[0075]
5.冰淇淋产品的末端
[0076]
7.挤压喷口
[0077]
9.挤压方向
[0078]
11.棒材
[0079]
13.棒材的外端
[0080]
15.棒材推动器
[0081]
17.致动器
[0082]
19.伺服机构
[0083]
21.控制单元
[0084]
23.传感器
[0085]
25.第一传感器
[0086]
27.第二传感器
[0087]
29.第三传感器
[0088]
31.单点激光目标单元
[0089]
33.激光扫描仪
[0090]
35.摄像机
[0091]
37.视觉系统
[0092]
39.插入方向
[0093]
41.曲柄
[0094]
43.连杆
[0095]
44.连杆柄
[0096]
45.托盘
[0097]
47.第一增速区间
[0098]
49.第一最大速度区间
[0099]
51.第一降速区间
[0100]
53.第一暂停区间
[0101]
55.第二增速区间
[0102]
57.第二最大速度区间
[0103]
59.第三降速区间
[0104]
61.第二暂停区间
[0105]
63.深度、插入深度
[0106]
65.角度
[0107]
67.屏蔽件(screening)
[0108]
在描述附图时,在不同的附图中,相同或相似的元件将由相同的附图标记表示。因此,将不解释与每个附图/实施例相关的所有细节。
[0109]
发明的详细描述
[0110]
图1示出了根据本发明的棒材插入装置1。棒材插入装置1被设计成将棒材11插入冰淇淋产品3中。该棒材被插入冰淇淋产品3的末端5中。棒材插入装置包括棒材推动器15。棒材推动器能够进行线性和往复运动。棒材插入装置还包括致动器17。致动器用于启动棒材推动器15。伺服机构19控制致动器的运动。伺服机构19连接到控制单元21。此外,棒材插入装置包括至少三个传感器:第一传感器25、第二传感器27和第三传感器29。在图1中,23描述了一组传感器。
[0111]
第一传感器25测量垂直于棒材11的插入方向39的距离。该距离是在冰淇淋产品3的末端5附近测量的。因此,可以测量在冰淇淋产品3的末端5中的棒材的高度。
[0112]
第二传感器27在比第一传感器25距离冰淇淋产品3的末端5更远的位置处测量垂直于棒材11的插入方向39的距离。因此,棍(pin)的角位置可以从第一传感器25和第二传感器27的测量值中确定。
[0113]
第三传感器29测量垂直于棒材插入方向的距离。在将棒材插入冰淇淋产品后,第三传感器立即位于棒材的外端13被期望的位置。
[0114]
冰淇淋产品从挤压喷口7沿挤压方向9挤出。
[0115]
冰淇淋产品3被放置在托盘45上。
[0116]
第三传感器用于监测冰淇淋产品中棒材的深度63,并将插入喷口63保持在容许区间内。这是通过在棒材11已经插入冰淇淋产品3中之后测量棒材是否位于第三传感器29的
测量区域内来实现的。
[0117]
如果棒材处于适当的位置,伺服机构19的行程以及棒材推动器15的行程长度被调节,从而用于下一个冰淇淋产品3的棒材11被进一步插入。典型值是长了0.1mm的行程长度。
[0118]
另一方面,如果在插入棒材之后,第三传感器29测量到测量区域中没有棒材,则伺服机构19的行程长度将减小。行程长度减小的典型值为0.1mm。下一个冰淇淋产品的行程长度将因此减小。
[0119]
冰淇淋产品中棒材的每次插入之间的行程长度的这种调节将确保插入深度保持在期望插入深度内的容许范围内。这是生产的全自动化部分。因而,不需要操作人员的手动干预。
[0120]
图2示出了根据本发明描述的棒材插入装置1,其具有致动器17、伺服机构19和控制单元21。屏蔽件67屏蔽棒材插入装置的一部分免受外部影响。
[0121]
图3示出了与图2所示相同的棒材插入装置1的设计。至少一个传感器23被设计为三个单点激光目标单元31(在图2中仅两个可见)。
[0122]
图4示出了与图2和图3所示相同的棒材插入装置1的实施例,但是从上面看的。
[0123]
图5示出了根据本发明描述的棒材插入装置1的另一实施例,但是从侧面看的。至少一个传感器23被设计为构成视觉系统37的一部分的摄像机35。摄像机和视觉系统可以同时指示棒材的插入深度和角度设置。此外,借助于视觉系统和摄像机,可以识别破损或错误的棒材。
[0124]
图6示出了根据本发明描述的从侧面看的棒材插入装置1的另一实施例。至少一个传感器23被设计为激光扫描仪33。激光扫描仪可以同时测量冰淇淋产品3中的棒材插入深度和角度设置。
[0125]
图7示出了根据本发明描述的棒材插入装置1的略图。棒材插入装置包括设计为伺服马达的致动器17。致动器旋转。它通过曲柄41和连杆43连接到棒材推动器15。在连杆43的两侧有连杆导向件44。曲柄被设计成圆盘。
[0126]
图8示出了棒材推动器的时间-位置曲线的示例。可以看出棒材推动器的速度是如何随时间变化的。在y轴上显示了棒材推动器的位置,因此棒材以“x”标记。在x轴上时间以“t”标记示出。
[0127]
在开始时间“s”,棒材推动器静止。在第一增速区间47中,棒材推动器的速度在插入方向上增加,直到达到期望的最高速度。
[0128]
然后,在第一峰值速度区间49中,棒材推动器以期望的最高速度前进。
[0129]
此后,速度在第一降速区间51中降低。
[0130]
然后是第一等待区间53,此时棒材推动器静止不动。第一等待区间可以是零秒。也就是说可以跳过等待期。
[0131]
随后将有另一个增速区间55,其中速度在与插入方向39相反的方向上增加。
[0132]
此后,存在第二最高速度区间57,其中棒材推动器以期望的最高速度与插入方向相反而移动。
[0133]
然后,棒材推动器速度在第三降速区间59中降低,直到棒材推动器停止。
[0134]
最后,还有另一个等待区间61,此时棒材推动器静止不动,直到最后时刻“e”,或者直到下一次棒材插入开始。
[0135]
图9示出了带有棒材11的冰淇淋产品3的略图。
[0136]
该略图示出了由冰淇淋产品3中棒材11的深度63所理解的内容。深度63也被描述为插入深度。
[0137]
此外,该略图示出了棒材11相对于冰淇淋产品3的角度65。这个角度是在测量棒材角度时确定的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1