医疗用的多腔管、以及医疗用的多腔管的制造方法与流程
1.本发明涉及医疗用的多腔管、以及医疗用的多腔管的制造方法。
背景技术:
2.一直以来,公知有具备多个管腔的医疗用的多腔管。多腔管在导管、内窥镜等中使用,插入到血管、消化管、尿管等人体的管状器官、体内组织中。例如,在专利文献1中公开了如下多腔管:在内管的内侧具备第一管腔,在内管的外侧与外管的内侧之间具备第二管腔。另外,例如,在专利文献2中公开了具有四个管腔的多腔管。另外,例如,在专利文献3中公开了如下多腔管:在形成主管腔的管状主体的外周面形成有槽部,在该槽部内配置有形成副管腔的中空管。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平9-192235号公报
6.专利文献2:日本特开2014-18531号公报
7.专利文献3:日本特开2013-138809号公报
技术实现要素:
8.发明所要解决的课题
9.在多腔管中,公知有在外层接合并形成有特性相互不同的树脂的技术。在这样的多腔管中,若接合部的接合强度不充分,则有外层在弯弯曲曲的复杂的路径的血管内、分支血管部在接合部断裂的担忧。另外,存在如下问题:在接合部附近容易产生弯曲刚性较大地变化的刚性裂缝,在血管内、分支血管部,应力集中于接合部附近而容易产生扭折、断裂。
10.本发明是为了解决上述的课题而提出的方案,目的在于提供在多腔管抑制断裂、扭折的产生的技术。
11.用于解决课题的方案
12.本发明是为了解决上述的课题的至少一部分而提出的方案,能够作为以下的方式来实现。
13.(1)根据本发明的一个方案,提供一种医疗用的多腔管。该多腔管具备多个内层管和包覆上述多个内层管的外层,上述外层中,由特性相互不同的树脂形成的第一区域和第二区域在上述外层的轴线方向上排列,在上述第一区域与上述第二区域的接合部,形成有一方区域的树脂向另一方区域进入产生的波形图案。
14.根据该结构,能够使外层的第一区域的树脂与第二区域的树脂的接合面积增加,因此能够提高第一区域与第二区域的接合部的接合强度。另外,在外层的第一区域与第二区域之间,从构成一方区域的树脂向构成另一方区域的树脂的切换变得平稳,从而能够使弯曲刚性的变化变得平稳。由此,难以产生接合部附近的弯曲刚性的刚性裂缝,因此能够抑制扭折、断裂的产生。
15.(2)在上述方案的多腔管中,优选上述多个内层管包括外径相对较大的第一内层管和外径相对较小的第二内层管,在将上述外层沿上述外层的周向分为上述第一内层管所在的一侧和上述第二内层管所在的一侧的情况下,至少在上述第二内层管所在的一侧形成有上述波形图案。根据该结构,能够进一步提高第二内层管的耐压扁性。另外,能够抑制外层形成时的第二内层管的位置偏移。
16.(3)在上述方案的多腔管中,优选上述外层中,在上述外层的周向上,且在上述第二内层管的两侧,上述一方区域的树脂向上述另一方区域进入,通过在上述第二内层管的两侧的上述树脂的进入而形成上述波形图案。根据该结构,能够进一步抑制外层形成时的第二内层管的位置偏移。
17.(4)在上述方案的多腔管中,优选上述外层具有由与上述第二区域的树脂特性不同的树脂形成的第三区域,上述第二区域和上述第三区域由与上述接合部不同的第二接合部连接,在上述第二接合部,形成有上述第二区域和上述第三区域中的一方区域的树脂向另一方区域进入产生的波形图案。根据该结构,能够使外层的第二区域的树脂与第三区域的树脂的接合面积增加,因此能够提高第二接合部的接合强度。另外,在外层的第二区域与第三区域之间,从构成一方区域的树脂向构成另一方区域的树脂的切换变得平缓,因此能够难以产生第二接合部附近的弯曲刚性的刚性裂缝。
18.(5)根据本发明的另一个方案,提供一种导管。该导管具备上述方案的多腔管,上述多腔管的上述第一区域在比上述第二区域更靠上述导管的前端侧,上述第一区域的树脂的硬度比上述第二区域的树脂的硬度低。根据该结构,从能够从导管的前端朝向基端平稳地提高刚性,因此能够实现导管相对于血管等管状器官的通过性的提高。
19.此外,本发明能够以各种方案来实现,例如能够以具备多腔管的导管、气囊导管、内窥镜、多腔管的制造装置、多腔管的制造方法等的方式来实现。
附图说明
20.图1是例示第一实施方式的导管的外观的说明图。
21.图2是例示图1的a-a剖面的说明图。
22.图3是从图2的d1方向观察图1的x部分的说明图。
23.图4是从图2的d2方向观察图1的x部分的说明图。
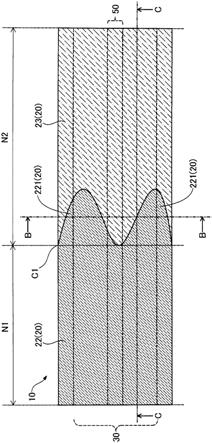
24.图5是例示图3的b-b剖面的说明图。
25.图6是例示图3的c-c剖面的说明图。
26.图7是例示多腔管的制造工序的说明图。
27.图8是例示组装体的横剖面的说明图。
28.图9是例示使外层管熔融时的组装体的纵剖面的说明图。
29.图10是例示第二实施方式的多腔管的说明图。
30.图11是例示第三实施方式的多腔管的说明图。
31.图12是例示第四实施方式的制造工序的说明图。
32.图13是例示第五实施方式的制造工序的说明图。
33.图14是例示第六实施方式的导管的外观的说明图。
34.图15是例示第七实施方式的多腔管的说明图。
35.图16是例示第八实施方式的多腔管的说明图。
36.图17是例示第九实施方式的多腔管的说明图。
具体实施方式
37.<第一实施方式>
38.使用图1以及图2对具备第一实施方式的多腔管10的导管1的整体结构进行说明。图1是例示导管1的外观的说明图。图2是例示多腔管10中的图1的a-a剖面的说明图。以下,将图1的左侧(前端片15侧)称为导管1的“前端侧”,将图1的右侧(接合管17侧)称为导管1的“基端侧”。导管1的前端侧是向体内插入的一侧(远位侧),导管1的基端侧是由医生等手术者操作的一侧(近位侧)。导管1用于对狭窄部或者堵塞部进行诊断或者治疗。例如,插入到形成有狭窄部的心脏的血管内,在对血管内的狭窄部进行按压扩展时等使用。
39.如图1所示,导管1具备多腔管10、前端片15、气囊16、以及接合管17,在此,构成为气囊导管。如图1以及图2所示,多腔管10是在内部具有两个管腔的长尺寸部件,外层20具有第一内层管30、加强体40、以及第二内层管50。前端片15设于导管1的前端,具有与第一内层管30连通的开口部(未图示)。气囊16设置在多腔管10与前端片15之间,使气囊16的内部空间与第二内层管50连通。接合管17与多腔管10的基端连接,具有与第一内层管30以及第二内层管50连通的开口部(未图示)。作为一例,导管1能够将从接合管17的开口部插入的导丝、其它导管经由第一内层管30的内部从前端片15的开口部取出。另外,导管1能够从接合管17的开口部经由第二内层管50向气囊16的内部空间供给流体。
40.第一内层管30是由树脂形成的管,在内侧形成有供导丝、其它导管插入的管腔。对于形成第一内层管30的树脂材料没有特别限定,但能够例示例如ptfe(聚四氟乙烯)、pvdf(聚偏氟乙烯)、pfa(全氟烷氧基烷烃)、fep(全氟乙烯丙烯)、etfe(乙烯四氟乙烯)、pe(聚乙烯)、pp(聚丙烯)。第一内层管30的外径构成为比第二内层管50的外径大。
41.加强体40是第一线材和第二线材相互编入成网眼状(筛网状)的编织体(金属编织层),配置在第一内层管30的外周,被外层20包覆(埋设)。加强体40既可以覆盖第一内层管30的整体、也可以覆盖第一内层管30的一部分。
42.第二内层管50是由树脂形成的管,在内侧形成有用于流体流通的管腔。对于形成第二内层管50的树脂材料,没有特别限定。第二内层管50既可以由与第一内层管30相同种类的树脂形成、也可以由不同的种类的树脂形成。第二内层管50的外径构成为比第一内层管30的外径小。
43.外层20由树脂形成,包覆第一内层管30、加强体40、以及第二内层管50。外层20形成为,特性相互不同的七种树脂在轴线方向上排列,相邻的树脂彼此接合,从而具有由各树脂形成的后述的七个区域(第一区域n1~第七区域n7)。对于形成外层20的各区域的树脂材料,没有特别限定,但能够例示例如聚酰胺、聚酰胺弹性体、聚酯、聚氨酯、聚烯烃等。另外,也可以使形成外层20的树脂含有钨粉末,并根据其含有量来使树脂的硬度变化。通过使形成外层20的树脂含有作为放射线不透过性的粉末的钨粉末,从而在冠状动脉造影时,医生等手术者能够准确地把握导管1的位置。
44.在此,在外层20,将由特性相互不同的树脂形成的各区域从外层20的前端侧朝向基端侧依次成为前端区域n0、第一区域n1、第二区域n2、第三区域n3、第四区域n4、第五区域
n5、第六区域n6。外层20的前端区域n0的前端侧与气囊16的基端侧连接,前端区域n0的基端侧与第一区域n1的前端侧连接。外层20的第二区域n2的前端侧与第一区域n1的基端侧连接,第二区域n2的基端侧与第三区域n3的前端侧连接。外层20的第四区域n4的前端侧与第三区域n3的基端侧连接,第四区域n4的基端侧与第五区域n5的前端侧连接。外层20的第六区域n6的前端侧与第五区域n5的基端侧连接,第六区域n6的基端侧与接合管17连接。
45.外层20构成为,形成前端区域n0的树脂21的硬度h0、形成第一区域n1的树脂22的硬度h1、形成第二区域n2的树脂23的硬度h2、形成第三区域n3的树脂24的硬度h3、形成第四区域n4的树脂25的硬度h4、形成第五区域n5的树脂26的硬度h5、形成第六区域n6的树脂27的硬度h6满足以下式(1)。
46.h0<h1<h2<h3<h4<h5<h6
…………
(1)
47.即,导管1构成为从前端侧朝向基端侧而外层20的树脂的硬度变高。由此,能够使导管1相对于血管等管状器官的通过性提高。
48.一般地,导管优选弯曲刚性从前端部朝向基端部平稳地增加。通过前端部具有相对较高的柔软性,从而在血管的较陡的角度的分支部内也能够难以损伤血管内表面。另一方面,通过基端部具有相对较高的刚性,从而能够提高由手术者进行将导管的旋转动作传递至前端部侧的转矩传递性。另外,通过使导管的轴线方向上的刚性的变化尽可能地接近恒定,从而能够抑制刚性裂缝引起的扭折等的产生。因而,导管通过从前端部朝向基端部平稳地提高弯曲刚性,从而能够使导管1相对于血管等管状器官的通过性提高。
49.此外,在本实施方式中,“树脂的硬度”并不限于树脂本身的硬度,是指在树脂本身的硬度加上与树脂混合的材质的硬度后的整体的硬度。因此,作为使树脂的硬度产生不同的方法,并不限于使树脂的种类不同,通过对同一种类的树脂改变与树脂混合的材质的量也能产生。
50.使用图3~图6,对外层20的第一区域n1与第二区域n2的接合部附近的结构进行说明。图3是从图2的d1方向观察多腔管10中的图1的x部分的说明图。图4是从图2的d2方向观察多腔管10中的图1的x部分的说明图。在图2中,在将外层20的外表面分为上方侧(第二内层管50侧)和下方侧(第一内层管30侧)的情况下,在图3中示出外层20的外表面的上方侧半分,在图4中示出外层20的外表面的下方侧半分。换言之,在将外层20沿外层20的周向分为第一内层管30所在一侧和第二内层管50所在的一侧的情况下,在图3表示第二内层管50所在的一侧(外层20的第二内层管50侧),在图4中表示第一内层管30所在的一侧(外层20的第一内层管30侧)。
51.如图3所示,在外层20的第二内层管50侧,在第一区域n1与第二区域n2的接合部c1,形成第一区域n1的树脂22向第二区域n2进入而产生的波形图案。也将树脂22中向第二区域n2进入的部分称为进入树脂221。进入树脂221在外层20的周向分别设于第二内层管50的两侧。换言之,外层20中,在外层20的周向上且在第二内层管50的两侧,第一区域n1的树脂22向第二区域n2进入,通过树脂22在第二内层管50的两侧的进入而形成有波形图案。波形图案既可以通过具有进入树脂221的部分和没有进入树脂221的部分交替地重复而形成,也可以通过在外层20的周向上使进入树脂221的进入距离变化(进入树脂221的端边位置变化)而形成。
52.如图4所示,在外层20的第一内层管30侧,且在第一区域n1与第二区域n2的接合部
c1,第一区域n1的树脂22几乎不向第二区域n2进入,未形成波形图案。因此,第一区域n1与第二区域n2的边界沿外层20的周向大致成为直线状。此外,在外层20的第一内层管30侧,也与外层20的第二内层管50侧(图3)相同,在第一区域n1与第二区域n2的接合部c1,也可以形成第一区域n1的树脂22向第二区域n2进入而产生的波形图案。
53.图5是例示多腔管10中的图3的b-b剖面的说明图。图6是例示多腔管10中的图3的c-c剖面的说明图。如图5所示,向第二区域n2进入的进入树脂221位于第二内层管50的两侧,并与加强体40以及第一内层管30接触。另外,进入树脂221被树脂23包覆。在外层20的外表面,经由树脂23能够视觉确认进入树脂221。如图6所示,在制造后述的多腔管10时,向外层20的第二区域n2进入的进入树脂221通过第一区域n1的树脂22向第二区域n2侧流入而形成。因此,在此,进入树脂221随着离开第一区域n1(朝向基端方向)而厚度变薄。
54.使用图7~图9,对多腔管10的制造方法进行说明。图7是例示多腔管10的制造工序的说明图。当制造多腔管10时,首先,如图7(a)所示,准备在外周配置有加强体40的第一内层管30和第二内层管50。接着,如图7(b)所示,在所准备的第一内层管30和第二内层管50的外侧配置外层管200。外层管200是由成为外层20的原料的树脂形成的筒状部件,按照外层20的树脂的种类来准备。在此,准备由前端区域n0的树脂21形成的外层管(未图示)、由第一区域n1的树脂22形成的外层管202、由第二区域n2的树脂23形成的外层管203、由第三区域n3的树脂24形成的外层管204、由第四区域n4的树脂25形成的外层管(未图示)、由第五区域n5的树脂26形成的外层管(未图示)、以及由第六区域n6的树脂27形成的外层管(未图示)。在所准备的这七个外层管200的内侧依次插通第一内层管30和第二内层管50,来制作图7(c)所示的组装体100。
55.图8是例示组装体100的横剖面的说明图。外层管200的内径比第一内层管30和第二内层管50这两个外径的合计大,因此在组装体100中,在收纳于外层管200的第一内层管30以及第二内层管50的外周与外层管200的内周之间产生间隙。尤其是,由于第二内层管50的外径比第一内层管30的外径小,因此在第二内层管50的两侧产生比较大的间隙sp。
56.返回图7,在制作了图7(c)的组装体100之后,如图7(d)以及图7(e)所示,从外侧对外层管200进行加热,使构成外层管200的树脂熔融而形成外层20。即,通过对外层管200进行加热,从而使熔融的树脂流入到第一内层管30以及第二内层管50的外周与外层管200的内周之间来填埋间隙。在此,对七个外层管200逐个依次进行加热而非同时进行加热。作为进行加热的顺序,在本实施方式中,从前端侧朝向基端侧依次进行加热。即,在此,按照前端区域n0的外层管(未图示)、第一区域n1的外层管202、第二区域n2的外层管203、第三区域n3的外层管204、第四区域n4的外层管(未图示)、第五区域n5的外层管(未图示)、第六区域n6的外层管(未图示)的顺序进行加热。在图7(d)中,示出了对外层管202进行加热使树脂熔融的状态。在图7(e)中,示出了对外层管203进行加热使树脂熔融的状态。
57.图9是例示了使外层管202熔融时的组装体100的纵剖面的说明图。若对外层管202进行加热使树脂熔融,则熔融的树脂的一部分因流动而向在基端侧相邻的外层管203的内侧流入。由此,形成进入树脂221。尤其是,在外层管203的内侧中的第二内层管50的两侧形成有比较大的间隙sp(参照图8),因此树脂流入到间隙sp内而形成比较大的进入树脂221。
58.返回图7,在使外层管202熔融而形成外层20的第一区域n1之后,如图7(e)所示,对外层管203进行加热使树脂熔融。此时,熔融的树脂的一部分因流动而向在基端侧相邻的外
层管204的内侧流入。由此,形成外层20的第二区域n2,并且形成进入树脂231。这样,如图7(f)所示,通过从前端侧的外层管依次对七个外层管200进行加热,从而完成前端侧的区域的树脂进入到相邻的基端侧的区域的多腔管10。多腔管10的外层20中,前端区域n0与第一区域n1的接合部、第二区域n2与第三区域n3的接合部、第三区域n3与第四区域n4的接合部、第四区域n4与第五区域n5的接合部、以及第五区域n5与第六区域n6的接合部各自的结构与图3、图4所示的第一区域n1与第二区域n2的接合部c1的结构相同。
59.<本实施方式的效果例>
60.根据以上说明的本实施方式的多腔管10,利用进入树脂221(图3)在外层20的第一区域n1与第二区域n2的接合部c1形成有波形图案,因此与接合部成为直线状的情况相比,能够使接合面积增加。由此,能够提高第一区域n1与第二区域n2的接合部c1的接合强度。另外,通过形成进入树脂221,从而在接合部c1,从构成第一区域n1的树脂22向构成第二区域n2的树脂23的切换变得平缓,因此能够使因形成外层20的树脂的种类的不同引起的弯曲刚性的变化变得平稳。由此,难以产生接合部c1附近的弯曲刚性的刚性裂缝,因此能够抑制应力集中引起的扭折、断裂的产生。
61.另外,根据本实施方式的多腔管10,在第一区域n1与第二区域n2的接合部c1(图3)中的外层20的第二内层管50侧形成有波形图案。因此,在第二内层管50的周围,能够使外层20的弯曲刚性的变化变得平稳。由此,在第二内层管50的周围难以产生刚性裂缝,因此能够进一步提高第二内层管50的耐压扁性。另外,如图7(d)所示,外层管203的内侧的第二内层管50由进入树脂221固定位置,因此如图7(e)所示,在对层管203进行加热来形成外层20时,能够抑制第二内层管50被熔融的树脂按压而产生位置偏移。
62.尤其是,根据本实施方式的多腔管10,如图3所示,第一区域n1与第二区域n2的接合部c1中因第二内层管50的两侧的树脂22的进入(进入树脂221)而形成波形图案。由此,利用第二内层管50的两侧的进入树脂221来限制第二内层管50的移动,因此在外层20形成时,能够进一步抑制第二内层管50的位置偏移。
63.另外,根据本实施方式的多腔管10,利用进入树脂231,在外层20的第二区域n2与第三区域n3的第二接合部也形成有波形图案,因此能够使第二接合部的接合面积增加,提高接合强度。另外,通过形成进入树脂231,从而在第二接合部中,从构成第二区域n2的树脂23向构成第三区域n3的树脂24的切换变得平缓,能够难以产生第二接合部附近的刚性裂缝。
64.并且,本实施方式的导管1中,第一区域n1的树脂22的硬度h1比第二区域n2的树脂23的硬度h2低。根据该结构,由于能够从导管1的前端朝向基端平稳地提高刚性,因此能够实现导管1相对于血管等管状器官的通过性的提高。如上所述,导管通过从前端部朝向基端部平稳地提高弯曲刚性,从而能够使导管1相对于血管等管状器官的通过性提高。本实施方式的导管1通过使第一区域n1的树脂22的硬度h1比第二区域n2的树脂23的硬度h2低,从而能够在导管1的轴线方向上使弯曲刚性变化的部位为多级化。由此,能够从导管1的前端朝向基端平稳地提高刚性,因此能够抑制刚性裂缝的产生,并且能够实现导管1相对于血管等管状器官的通过性的提高。
65.<第二实施方式>
66.图10是例示第二实施方式的多腔管10a的接合部c1附近的说明图。图10与第一实
施方式的图4对应。第一实施方式的多腔管10中,如图4所示,在外层20的第一内层管30侧,在接合部c1,第一区域n1的树脂22几乎不向第二区域n2进入,未形成波形图案。但是,也可以如图10所示的第二实施方式的多腔管10a那样,外层20的第一内层管30侧也与外层20的第二内层管50侧相同,在接合部c1,第一区域n1的树脂22向第二区域n2进入,从而形成波形图案。
67.该情况下,能够使外层20的第一区域n1的树脂22与第二区域n2的树脂23的接合面积进一步增加。另外,在外层20的周向上,由于进一步平衡良好地配置有进入树脂221,因此能够进一步提高第一区域n1与第二区域n2的接合部c1的接合强度。这样,根据本实施方式的多腔管10a,在外层20的第一内层管30侧,在接合部c1,第一区域n1的树脂22既可以向第二区域n2进入、也可以不进入。但是,优选在第一内层管30侧也进入。
68.<第三实施方式>
69.图11是例示第三实施方式的多腔管10b的接合部c1附近的说明图。图11与第一实施方式的图3对应。第一实施方式的多腔管10中,如图3所示,在外层20的第二内层管50侧,在第二内层管50的两侧,第一区域n1的树脂22向第二区域n2进入,从而形成波形图案。但是,也可以如图11所示的第三实施方式的多腔管10b那样,在外层20的第二内层管50侧,仅在第二内层管50的单侧,第一区域n1的树脂22向第二区域n2进入。在该情况下,由树脂22向第二区域n2进入的部分(进入树脂221)、和未进入的部分形成波形图案,因此与接合部c1成为直线状的情况相比,也能够使接合面积增加。由此,能够提高第一区域n1与第二区域n2的接合部c1的接合强度。
70.这样,根据本实施方式的多腔管10b,在外层20的第一内层管30侧,树脂22可以在第二内层管50的两侧向第二区域n2进入,树脂22也可以仅在第二内层管50的单侧向第二区域n2进入。但是,优选第一区域n1的树脂22在第二内层管50的两侧向第二区域n2为形成波形图案。此外,在外层20的外周面,树脂22可以仅在第二内层管50所在部分向第二区域n2进入,树脂22也可以在第二内层管50所在的部分及其两侧向第二区域n2进入。
71.<第四实施方式>
72.图12是例示第四实施方式的多腔管10c的制造工序的说明图。图12与第一实施方式的图7对应。图12(a)~图12(c)所示的工序与图7(a)~图7(c)的工序相同。在第一实施方式的多腔管10的制造工序中,如图7(d)、图7(e)所示,从前端侧的外层管开始依次对七个外层管200进行加热。但是,在图12所示的第四实施方式的多腔管10c的制造工序中,作为对七个外层管200进行加热的顺序,从基端侧朝向前端侧依次进行加热。即,在此,按照第六区域n6的外层管(未图示)、第五区域n5的外层管(未图示)、第四区域n4的外层管(未图示)、第三区域n3的外层管204、第二区域n2的外层管203、第一区域n1的外层管202、前端区域n0的外层管(未图示)的顺序进行加热。
73.在图12(d)中,示出了对外层管204进行加热来使树脂熔融的状态。若对外层管204进行加热而树脂熔融,则熔融的树脂的一部分因流动而向在前端侧相邻的外层管203的内侧流入。由此,形成有进入树脂242。尤其是,在外层管203的内侧中的第二内层管50的两侧形成有比较大的间隙sp(参照图8),因此树脂流入到该间隙sp内而形成比较大的进入树脂242。
74.在使外层管204熔融而形成外层20的第三区域之后,如图12(e)所示,对外层管203
进行加热而使树脂熔融。此时,熔融的树脂的一部分因流动而向在前端侧相邻的外层管202的内侧流入。由此,同样形成有进入树脂232。这样,如图12(f)所示,通过从基端侧的外层管开始依次对七个外层管200进行加热,从而完成基端侧的区域的树脂进入到相邻的前端侧的区域的多腔管10c。
75.这样,根据本实施方式的多腔管10c,就构成外层20的各区域的树脂而言,构成基端侧的区域的树脂也可以向前端侧的区域进入。在该情况下,利用从基端侧进入到前端侧的进入树脂,在外层20的彼此相邻的两个区域的接合部形成波形图案,因此与接合部成为直线状的情况相比,也能够使接合面积增加。由此,能够提高相邻的两个区域的接合部的接合强度。另外,在相邻的两个区域的接合部,能够使因树脂的种类的不同引起的弯曲刚性的变化变得平稳。由此,难以产生接合部附近的弯曲刚性的刚性裂缝,因此能够抑制应力集中引起的扭折、断裂的产生。
76.<第五实施方式>
77.图13是例示第五实施方式的多腔管10d的制造工序的说明图。图13与第一实施方式的图7对应。图13(a)~图13(c)所示的工序与图7(a)~图7(c)的工序相同。在第一实施方式的多腔管10的制造工序中,从前端侧的外层管开始依次对七个外层管200进行加热。但是,对七个外层管200进行加热的顺序并不限定于从组装体100的一方的端部朝向另一方的端部的顺序。能够任意地设定对七个外层管200进行加热的顺序。另外,七个外层管200如果是彼此不相邻的外层管200,也可以同时对多个进行加热。
78.如图13(d)所示,在第五实施方式的多腔管10d的制造工序中,同时对第一区域n1的外层管202和第三区域n3的外层管204进行加热,然后,如图13(e)所示,对第二区域n2的外层管203进行加热。以下,虽然省略图示,但依次对前端区域n0的外层管、第五区域n5的外层管进行加热,然后,同时对第四区域n4的外层管和第六区域n6的外层管进行加热。
79.如图13(d)所示,若对外层管202进行加热而使树脂熔融,则熔融的树脂的一部分因流动而向在后端侧相邻的外层管203的内侧流入。由此,形成进入树脂221。另外,若对外层管204进行加热而使树脂熔融,则熔融的树脂的一部分因流动而向在前端侧相邻的外层管203的内侧流入。由此,形成进入树脂242。在使外层管202和外层管204熔融之后,如图13(e)所示,对外层管203进行加热来使树脂熔融。这样,在对外层管203进行加热之前,如图13(f)所示,通过对外层管203的两侧的外层管202、203进行加热,从而完成树脂分别从第一区域n1以及第三区域n3进入到第二区域n2的多腔管10d。
80.这样,根据本实施方式的多腔管10d,构成外层20的各区域的树脂既可以向相邻的前端侧的区域进入、也可以向相邻的基端侧的区域进入。在上述的情况下,在彼此相邻的两个区域,通过从基端侧或者前端侧的一方区域进入的进入树脂向另一方区域进入,从而在接合部形成波形图案。由此,与接合部成为直线状的情况相比,能够使接合面积增加,从而能够提高接合部的接合强度。
81.<第六实施方式>
82.图14是例示具备第六实施方式的多腔管10e的导管1e的外观的说明图。图14与第一实施方式的图1对应。第一实施方式的多腔管10的外层20具有由特性相互不同的树脂形成的七个区域n0~n6。但是,多腔管10的外层20所具有的区域的个数并不限定于七个,能够设为两个以上的任意的个数。另外,在第一实施方式中,示出了将多腔管10应用于气囊导管
的例子,但多腔管10也能够应用于气囊导管以外的导管。
83.在图14所示的第六实施方式中,示出了将多腔管10e应用于不具备气囊的导管的例子。另外,本实施方式的多腔管10e在外层20具备由相互不同的树脂形成的两个区域。在此,从外层20的前端侧朝向基端侧也依次称为第一区域n1、第二区域n2。外层20的第一区域n1的前端侧与前端片15连接,第一区域n1的基端侧与第二区域n2的前端侧连接。外层20的第二区域n2的基端侧与接合管17连接。
84.外层20构成为,形成第一区域n1的树脂22的硬度h1、形成第二区域n2的树脂23的硬度h2满足以下式(2)。
85.h1<h2
…………
(2)
86.即,导管1构成为,从前端侧朝向基端侧而外层20的树脂的硬度变高。由此,能够提高导管1相对于血管等的管状器官的通过性。与第一实施方式相同,外层20的第一区域n1与第二区域n2的接合部c1形成有第一区域n1的树脂22向第二区域n2进入产生的波形图案。外层20的第一区域n1与第二区域n2的接合部c1的结构与第一实施方式的图3、图4相同。
87.这样,根据本实施方式的多腔管10e,构成外层20的树脂的种类数、即外层20所具有的区域的个数能够为两个以上的任意的个数。在任意情况下,在彼此相邻的两个区域,通过从基端侧或者前端侧的一方区域进入的进入树脂向另一方区域进入,都在接合部形成波形图案。由此,与接合部成为直线状的情况相比,能够使接合面积增加,从而能够提高接合部的接合强度。
88.<第七实施方式>
89.图15是例示第七实施方式的多腔管10f的横剖面的说明图。图15与第一实施方式的图2对应。如图2所示,第一实施方式的多腔管10在第一内层管30的外侧配置有加强体40。但是,也可以如图15所示的第七实施方式的多腔管10f那样,在第一内层管30的外侧未配置加强体。在该情况下,与第一实施方式的外层20相同,只要在第一区域n1与第二区域n2的接合部c1形成有波形图案,则与接合部c1成为直线状的情况相比,也能够使接合面积增加。由此,能够提高第一区域n1与第二区域n2的接合部c1的接合强度。
90.<第八实施方式>
91.图16是例示第八实施方式的多腔管10g的横剖面的说明图。图16与第一实施方式的图2对应。如图2所示,第一实施方式的多腔管10中,第二内层管50的外径比第一内层管30的外径小。但是,也可以如图16所示的第八实施方式的多腔管10g那样,第二内层管51的外径与第一内层管31的外径相等。在该情况下,在制造多腔管10g时,能够在第二内层管51以及第一内层管31与外层管200之间形成间隙(参照图8),因此通过在该间隙流入熔融的外层管的树脂,也能够形成进入树脂。由此,与第一实施方式的外层20相同,在第一区域n1与第二区域n2的接合部c1形成波形图案而使接合面积增加,因此能够提高接合部c1的接合强度。此外,如图16所示,既可以在第一内层管31与第二内层管51各自的外周配置有加强体41、42,也可以在第一内层管31与第二内层管51的至少一方的外周配置有加强体。
92.<第九实施方式>
93.图17是例示第九实施方式的多腔管10h的横剖面的说明图。图17与第一实施方式的图2对应。如图2所示,第一实施方式的多腔管10具备两个内层管(第一内层管30和第二内层管50)。但是,多腔管10所具备的内层管的个数并不限定于两个,能够设为任意的个数。例
如,也可以如图17所示的第九实施方式的多腔管10h那样,具备第一内层管32、第二内层管52、以及第三内层管60这三个内层管。在该情况下,在制造多腔管10h时,能够在三个内层管32、52、60与外层管200之间形成间隙(参照图8),因此通过在该间隙流入熔融的外层管200的树脂,也能够形成进入树脂。由此,与第一实施方式的外层20相同,在第一区域n1与第二区域n2的接合部c1形成有波形图案,从而接合面积增加,因此能够提高接合部c1的接合强度。
94.<本实施方式的变形例>
95.本发明并不限于上述的实施方式,在不脱离其主旨的范围内能够在各种方式中实施,例如也可以是以下那样的变形。
96.[变形例1]
[0097]
在第一、第四实施方式(图7、图12)中,在多腔管10、10c的制造工序中,逐个加热外层管200,在第五实施方式(图13)中,同时加热两个外层管200。但是,在制造工序中,也可以同时加热三个以上的外层管20。在该情况下,能够通过进入树脂在第一区域n1与第二区域n2的接合部c1形成波形图案,从而也能够使接合面积增加。此外,与彼此相邻的外层管200相比,对彼此不相邻的多个外层管200同时进行加热更容易形成进入树脂,因此而优选。
[0098]
[变形例2]
[0099]
在上述的实施方式中,多腔管锁具备的内层管的个数(管腔的个数)为两个至三个。但是,多腔管所具备的内层管的个数并不限定于两个至三个。多腔管也可以具备四个以上内层管。此外,本实施方式能够应用于管腔为一个的单腔管。在该情况下,也能够通过进入树脂在第一区域n1与第二区域n2的接合部c1形成波形图案,从而能够使接合面积增加。
[0100]
[变形例3]
[0101]
构成外层20的树脂的种类数、即外层20所具有的区域的个数也可以是八个以上的个数。另外,在外层20具有多个区域的情况下,导管1的构成前端侧的区域的树脂的硬度也可以比构成基端侧的区域的树脂的硬度高。另外,进入树脂也可以不被进入的一侧的树脂覆盖、也可以露出。另外,多腔管的外径皆可以在轴线方向上恒定、也可以变化。
[0102]
[变形例4]
[0103]
上述的实施方式的多腔管在外层20的接合部c1形成有能够视觉确认的波形图案。但是,形成于接合部c1的波形图案也可以不必能够视觉确认。在该情况下,只要能够通过进入树脂来使接合面积增加,也能够提高接合强度。另外,通过进入树脂形成接合部c1的花纹的形状也可以不必是波形图案。例如,既可以是山形形状、也可以是矩形形状。在上述情况下,也能够通过进入树脂来提高接合强度。
[0104]
[变形例5]
[0105]
上述的实施方式的多腔管在内层管的外侧不具备线圈体。但是,多腔管也可以在内层管的外侧具备线圈体。另外,内层管的外径既可以在轴线方向上恒定、也可以变化。
[0106]
[变形例6]
[0107]
本实施方式的外层20中,各区域由不同的种类的树脂形成。但是,各区域也可以是彼此相同种类的树脂,并构成为混合于树脂的材质的量彼此不同。该情况下,也能够使树脂的硬度变化,因此能够从多腔管10的前端侧朝向基端侧逐渐提高刚性。此外,外层20的各区域中的至少两个以上的区域也可以由相同种类的树脂形成、且硬度相同。例如,相邻的两个
区域也可以由相同种类的树脂形成。在该情况下,接合面积通过进入树脂而增加,因此也能够提高接合强度。并且,在对一方的外层管200进行加热而使熔融的树脂向内层管周边流入时,能够抑制内层管因熔融的树脂而产生位置偏移。在外层20的相邻的两个区域由种类不同的树脂形成的情况下,能够使接合部c1的刚性的变化变得平稳。
[0108]
[变形例7]
[0109]
本实施方式的外层20中,加热的顺序与外层20的各区域的树脂的熔融的顺序一致。但是,也可以针对加热的顺序而使相邻的区域的树脂先熔融,先熔融的相邻区域的树脂向先开始过热的区域流入,来形成波形图案。例如,也可以在从导管1的基端侧开始加热的情况下,与基端侧的硬度高的树脂相比,与前端侧相邻的区域的硬度低的树脂先熔融,向基端侧的区域,并形成波形图案。在该情况下,通过硬度低的树脂向硬度高的树脂区域流入,从而能够使接合部c1的刚性的变化变得平稳。
[0110]
[变形例8]
[0111]
本实施方式的导管1也可以在外层20的更外侧形成树脂覆膜、也可以不形成树脂覆膜。在外层20的外侧形成有树脂覆膜的情况下,既可以在外层的各区域的至少一部分形成有不同的种类的树脂保护膜、也可以形成有全部相同种类的树脂保护膜。
[0112]
[变形例9]
[0113]
本实施方式的结构也能够应用于气囊导管以外的医疗器具。例如本实施方式的结构也能够应用于不具备气囊的多腔导管、单腔导管、扩张器、内窥镜、导丝等。另外,第一~第九实施方式中例示的多腔管的各结构能够使其一部分适当地组合,并且能够适当地去除。
[0114]
以上,基于实施方式、变形例对本方案进行了说明,但上述的方案的实施方式是为了容易理解本方案的方式,并不限定本方案。本方案可不脱离其主旨以及权利要求书的范围地变更、改良,并且本方案包含其等效物。另外,如果其技术的特征不是作为本说明书中必需的特征而说明的,则能够适当删除。
[0115]
符号的说明
[0116]
1—导管,10、10a~h—多腔管,15—前端片,16—气囊,17—接合管,20—外层,21~27—树脂,30~32—第一内层管,40、41—加强体,50~52—第二内层管,60—第三内层管,100—组装体,200、202~204—外层管,221、231、232、242—进入树脂。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1