一种可双向进料出料的刷压一体机的制作方法
1.本实用新型涉及纺织设备技术领域,具体涉及一种可双向进料出料的刷压一体机。
背景技术:
2.毛绒材料后整理是赋予面料以色彩效果、形态效果的技术处理方式,在面料的后整理过程中,刷花,压花是增进面料形态效果的两道常见工序。刷花机主要利用刷花刷头在毛绒材料表面形成规则的花纹,使得毛绒材料表面产生立体感;而压花机则主要是利用压花辊在毛绒材料表面压制出纹路花纹。目前我司生产有一种刷花压花一体机能够在一台机器上同时完成刷花压花两道工序的加工,比较便捷,受到了市场的欢迎。同时在使用中也发现了这种一体机的一些缺陷,1.由于该一体机的刷花压花设备固定,而同时毛绒材料的运输方向也是固定的,所以当需要改变刷花压花的加工顺序时,该一体机就无法完成,适用性大大降低了;2.使用者有时需要通过两道不同的压花步骤,又有时仅仅需要进行一步压花一步刷花,又或者需要同时进行两道压花一道刷花,以前的机器由于压花刷花装置固定,所以只能同时进行所有步骤,需要减少步骤时就必须把一部分设备拆下来,使用不便。
3.因此,需要一种能够同时进行刷花,以及两道压花三项工序,同时可以调整加工毛绒材料运输顺序的刷压一体机。
技术实现要素:
4.为此,本实用新型提供一种可双向进料出料的刷压一体机,旨在解决现有的刷花,压花一体机无法改变毛绒材料刷花,压花步骤加工顺序的问题。
5.为了实现上述目的,本实用新型提供如下技术方案:一种可双向进料出料的刷压一体机,包括机架以及转动设置在机架上的加热辊,机架上固定设有围绕此加热辊设置的主压花装置,副压花装置以及刷花装置。所述机架还设置有左进右出送料系统和右进左出送料系统,所述左进右出送料系统包括设置在机架左侧的左进料系统以及设置在机架右侧的右出料系统;所述右进左出送料系统包括设置在机架右侧的右进料系统以及设置在机架左侧的左出料系统。
6.进一步的,所述加热辊转动设置在机架中间区域,主压花装置,副压花装置以及刷花装置以加热辊为中心环形阵列设置在机架上
7.进一步的,所述机架还设有若干个导布辊、左输送辊、右输送辊、主传动电机、同步轮,同步轮分别与左输送辊、右输送辊、主传动电机以及加热辊通过一个单独的链轮链条传动机构相连接。
8.进一步的,所述主压花装置包括主压花辊和主压花辊控制气缸,主压花辊转动设置在辊座上,辊座与主压花辊控制气缸的输出轴固定连接。
9.进一步的,所述副压花装置包括副压花辊和副压花辊控制气缸,副压花辊转动设置在辊座上,辊座与副压花辊控制气缸的输出轴固定连接。
10.进一步的,所述刷花装置包括刷花组件,刷花组件驱动电机,刷花装置底座和刷花装置控制气缸,刷花装置底座通过滑轨系统滑动安装在机架上,刷花组件和刷花组件驱动电机固定设置在刷花装置底座上,刷花装置底座与刷花装置控制气缸的输出轴固定连接。
11.进一步的,所述左进料系统包括自上而下固定设置的左涨布器,左分丝系统以及左对中装置。
12.进一步的,所述右进料系统包括自上而下固定设置的右涨布器,右分丝系统以及右对中装置。
13.进一步的,所述左出料系统包括左出料装置和左出料传动电机,左出料装置与左出料传动电机通过链轮链条传动机构相连接。
14.进一步的,所述右出料系统包括右出料装置和右出料传动电机,右出料装置与右出料传动电机通过链轮链条传动机构相连接。
15.本实用新型的工作原理是:
16.主传动电机转动带动同步轮转动,同步轮通过链轮机构同时带动加热辊,左输送辊,右输送辊进行同步转动,本实用新型涉及设备有两种毛绒材料进料方式,分别为从左向右输送以及从右向左输送,从左向右输送时,依次经过左进料系统,然后在左输送辊的拉动下,通过导布辊到达加热辊,在加热辊的拉动下,经过两道压花装置以及刷花装置加工区,分别完成主压花,副压花和刷花三道工序后,毛绒材料在右输送辊的拉动下,经由导布辊输送到右出料装置,最终将加工好的毛绒材料收集起来;当毛绒材料从右向左输送时,主传动电机反转,毛绒材料依次经过右进料系统,然后在右输送辊的拉动下,通过导布辊到达加热辊,在加热辊的拉动下,经过刷花装置以及两道压花装置,分别完成刷花,副压花和主压花三道工序后(此时的作业工序跟从左向右的毛绒材料输送方式相比,就改变了刷花跟压花工序的前后顺序),毛绒材料在左输送辊的拉动下,经由导布辊输送到左出料装置,最终将加工好的毛绒材料收集起来。
17.同时由于主压花装置,副压花装置以及刷花装置三个装置都安装有控制气缸,所以可以便捷地通过气缸作动来控制作业装置脱离工作位置,以此可以选择需要的加工装置投入生产。
18.与现有技术相比,本实用新型的有益效果是:
19.1.通过设置两套毛绒材料输送系统,可以调整毛绒材料的运输方向,这样的设置可以在刷压一体机加工设备设置顺序固定的情况下,通过改变毛绒材料进料方向从而改变毛绒材料的加工顺序,可以根据需要选择先进行压花加工或者先加工刷花加工;
20.2.主压花装置,副压花装置以及刷花装置三个装置都安装有控制气缸,可以便捷地通过气缸作动来控制作业装置进入或脱离工作位置,以此可以便捷地选择需要的加工装置投入生产,而不需要将设备从机器上拆卸下来,这样更加省时省力。
附图说明
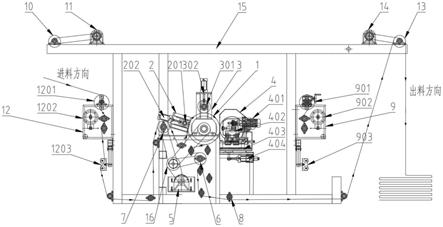
21.图1为本实用新型提供的一种可双向进料出料的刷压一体机毛绒材料从左向右输送时的工作示意图(箭头方向为毛绒材料走布方向);
22.图2为本实用新型提供的一种可双向进料出料的刷压一体机毛绒材料从右向左输送时的工作示意图(箭头方向为毛绒材料走布方向)
23.图3为本实用新型提供的主压花装置,副压花装置,刷花装置与加热辊的一种常见装配布局示意图;
24.图中:1、加热辊,2、主压花装置,201、主压花辊,202、主压花辊控制气缸,3、副压花装置,301、副压花辊,302、副压花辊控制气缸,4、刷花装置,401、刷花组件驱动电机,402、刷花组件,403、刷花装置底座,404、刷花装置控制气缸,5、主传动电机,6、右输送辊,7、左输送辊,8、导布辊,9、右进料系统,901、右涨布器,902、右分丝系统,903、右对中装置,10、左出料装置,11、左出料装置传动电机,12、左进料系统,1201、左涨布器,1202、左分丝系统,1203、左对中装置,13、右出料装置,14、右出料装置传动电机, 15、机架,16、同步轮。
具体实施方式
25.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
26.实施例1,参照附图1~附图2,本实用新型提供的一种可双向进料出料的刷压一体机,包括机架15以及转动设置在机架15上的加热辊1,机架15上固定设有围绕此加热辊1设置的主压花装置2,副压花装置3以及刷花装置4。加热辊1转动设置在机架15中间区域,主压花装置2,副压花装置3以及刷花装置 4围绕加热辊1设置在机架15上。主压花装置2包括主压花辊201和主压花辊控制气缸202,主压花辊201转动设置在辊座上,辊座与主压花辊控制气缸202 的输出轴固定连接;副压花装置3包括副压花辊301和副压花辊控制气缸302,副压花辊301转动设置在辊座上,辊座与副压花辊控制气缸302的输出轴固定连接;刷花装置4包括刷花组件402,刷花组件驱动电机401,刷花装置底座403 和刷花装置控制气缸404,刷花装置底座403通过滑轨系统滑动安装在机架15 上,刷花组件402和刷花组件驱动电机401固定设置在刷花装置底座403上,刷花装置底座403与刷花装置控制气缸404的输出轴固定连接。
27.机架15左侧设置有左进料系统12和左出料系统,机架15右侧设置有右进料系统9和右出料系统。所述左进料系统12包括自上而下固定设置的左涨布器 1201,左分丝系统1202以及左对中装置1203;所述右进料系统9包括自上而下固定设置的右涨布器901,右分丝系统902以及右对中装置903;所述左出料系统包括左出料装置10和左出料传动电机11,左出料装置10与左出料传动电机 11通过链轮链条传动机构相连接;所述右出料系统包括右出料装置13和右出料传动电机14,右出料装置13与右出料传动电机14通过链轮链条传动机构相连接。
28.机架15还设有若干个导布辊8,左输送辊7,右输送辊6,主传动电机5,同步轮16,所述同步轮16与左输送辊7,右输送辊6,主传动电机5以及加热辊1均通过一个单独的链轮链条传动机构相连接。
29.本实用新型的装配工作原理如下:
30.本设备有两种毛绒材料进料加工方式:1.毛绒材料从左向右输送;2.毛绒材料从右向左输送。
31.1.毛绒材料从左向右输送:主传动电机5顺时针转动带动同步轮16转动,同步轮16通过链轮机构同时带动加热辊1,左输送辊7,右输送辊6进行同步顺时针转动,毛绒材料依次经过左进料系统12,然后在左输送辊7的拉动下,通过导布辊8到达加热辊1,在加热辊1的
拉动下,经过两道压花装置以及刷花装置加工区,分别完成主压花,副压花和刷花三道工序后,毛绒材料在右输送辊6的拉动下,经由导布辊8输送到右出料装置13,最终将加工好的毛绒材料收集起来;
32.2.毛绒材料从右向左输送:主传动电机5逆时针转动带动同步轮16转动,同步轮16通过链轮机构同时带动加热辊1,左输送辊7,右输送辊6进行同步逆时针转动,毛绒材料依次经过右进料系统9,然后在右输送辊6的拉动下,通过导布辊8到达加热辊1,在加热辊1的拉动下,经过刷花装置以及两道压花装置,分别完成刷花,副压花和主压花三道工序后(此时的作业工序跟从左向右的毛绒材料输送方式相比,就改变了刷花跟压花工序的前后顺序),毛绒材料在左输送辊7的拉动下,经由导布辊8输送到左出料装置10,最终将加工好的毛绒材料收集起来。
33.除了上述作业方式,由于主压花装置2,副压花装置3以及刷花装置4三个装置都安装有控制气缸,所以可以便捷地通过气缸作动来控制作业装置脱离工作位置,以此可以选择需要的加工装置投入生产,这样就可以在上述两种工作方式的基础上还可以分别完成,1.两次压花作业;2.先压花后刷花作业;3.先刷花后压花作业;4.单压花作业;5.单刷花作业。真正做到了一机多用,方便快捷。
34.以上,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1