导热油加热的熨平机的制作方法
1.本技术涉及熨平机的领域,尤其是涉及一种导热油加热的熨平机。
背景技术:
2.熨平机是一种适用于对经洗涤脱干后的平面织物(例如:床单、被套、枕套等)进行烫干熨平的洗涤机械后整理设备。当前国际上熨平机分别有槽式熨平机和导热油加热的熨平机两种结构形式,由于导热油加热的熨平机使用维护更简单,工作适用性更广,设备投资金额少而占据绝大部分市场份额。
3.参照图1,导热油加热的熨平机包括多个用于熨烫平面织物1的加热烘筒2、弹性压辊3、传送带4、导向带5和转轴6,加热烘筒2呈内部中空的圆柱状,平面织物1绕设在加热烘筒2上,弹性压辊3转动安装在机架上,弹性压辊3和传送带4将平面织物1挤压在加热烘筒2上,使得平面织物1与加热烘筒2充分接触。转轴6设置多个且多个转轴6转动安装在机架上,导向带5绕设在转轴6上,使得转轴6转动能带动传送带4和导向带5转动,传送带4和导向带5与平面织物1接触,使得传送带4转动时能带动平面织物1移动,导向带5引导织物往正确方向传送。导热油加热的熨平机的工作原理如下,加热烘筒2转动,并通过传动系统带动转轴6运转,从而传送带4运转,传送带将平面织物1带入机内,使平面织物1在加热烘筒2表面贴合包裹,实现加热而散发水分,从而烫干熨平织物。
4.导热油加热的熨平机的加热形式通常为外接蒸汽加热形式,少量的燃气直燃加热形式,以及电加热形式。
5.参照图2,外接蒸汽加热形式的导热油加热的熨平机包括加热烘筒2、两个支撑轴头7、旋转接头8、进口9、出口10和虹吸管11,加热烘筒2呈内部中空的圆柱状,两个支撑轴头7分别固定在加热烘筒2端部的轴心,支撑轴头7安装在机架上。支撑轴头7沿轴向开设有贯穿的通孔,通孔与加热烘筒2的内腔连通,其中一个支撑轴头7设置在加热烘筒2一端与旋转接头8相连,进口9与出口10设置在旋转接头8上并与通孔连通,使得进口9处的热蒸汽能通过通孔进入加热烘筒2中对加热烘筒2进行加热。虹吸管11一端设置在加热烘筒2内并与加热烘筒2内壁靠近,虹吸管11另一端与出口10连通,使得热蒸汽在加热烘筒2内冷凝后产生的水能通过虹吸管11及时排出。外接蒸汽加热形式的导热油加热的熨平机的工作原理如下,蒸汽通过旋转接头8上的进口9注入加热烘筒2内腔,加热烘筒2内腔充满蒸汽,在熨平织物时,加热烘筒2表面通过散热和热交换,加热烘筒2内腔的蒸汽冷凝成水,由虹吸管11经旋转接头8的出口10排出。
6.参照图3,电加热形式的导热油加热的熨平机包括加热烘筒2、通过螺钉固定在加热烘筒2端部轴心的支撑轴头7以及安装在加热烘筒2内的至少一根电加热管12,电加热管12与外部电源连通,使得通电后,电加热管12能对加热烘筒2进行加热。电加热形式的导热油加热的熨平机的工作原理如下,在接近加热烘筒2内壁的圆周设置多组电加热管12,通过电加热管12表面高温辐射而加热烘筒2表面。
7.参照图4,燃气直燃加热形式的导热油加热的熨平机包括加热烘筒2、两个支撑轴
头7、进口9、出口10、检测探针13、点火探针14以及燃气直燃加热管15,两个支撑轴头7分别固定在加热烘筒2端部的轴心,支撑轴头7安装在机架上。支撑轴头7沿轴向开设有贯穿的通孔,通孔与加热烘筒2的内腔连通,进口9设置在其中一个支撑轴头的端部并和通孔连通,进口9为燃气接口,燃气直燃加热管15设置在加热烘筒2的内腔中,燃气直燃加热管15与进口9连通,使得燃气能通过进口9进入燃气直燃加热管15中,燃气直燃加热管15周壁开始有燃气逸出的气孔,检测探针13和点火探针14从通孔伸入加热烘筒2的内腔,使得检测探针13检测到加热烘筒2的内腔中燃气是否正常燃烧,点火探针14点火将燃气直燃加热管15点燃进行加热。出口10为排烟管道,排烟管道设置在加热烘筒2远离进口9一端,使得燃烧产生的烟雾能及时排出。燃气直燃加热形式的导热油加热的熨平机的工作原理如下,燃气直燃加热管15在加热烘筒2内部直接燃烧加热。
8.针对上述中的相关技术,发明人认为外接蒸汽加热形式的导热油加热的熨平机,由烘筒内部疏出的蒸汽冷凝水温度在100℃左右,带有大量热能排放,造成热能源的浪费,并且烘筒内部存储大量高压蒸汽,同时存在安全隐患;电加热形式的导热油加热的熨平机这种结构电源安装功率大,能耗大,热传效率低,并且导致熨平机工作效率低;燃气直燃加热形式的导热油加热的熨平机热量集中在烘筒顶部,导致烘筒圆周热量分布不均匀,熨平机工作效率低下,燃气燃烧的部分热量随排烟管排放出去,导致热量损耗而热能利用率低。
技术实现要素:
9.为了减小能源浪费,降低安全隐患,提高熨平机工作效率,本技术提供一种导热油加热的熨平机。
10.本技术提供的一种导热油加热的熨平机,采用如下的技术方案:
11.一种导热油加热的熨平机,包括加热烘筒、与加热烘筒连通的进口以及出口,还包括用于向加热烘筒中提供热液体介质的加热机构,所述进口以及出口与加热机构连通。
12.通过采用上述技术方案,加热机构将液体介质加热后,由进口导向加热烘筒中对加热烘筒进行加热,然后从出口回流到加热机构中进行加热后循环使用,采用循环的热液体介质对加热烘筒表面进行加热,解决了外排热能源热量而导致的热能浪费,提高了热能利用率,可以显著提高熨平机的工作效率。液体介质无需承受高压,减小了安全隐患。
13.可选的,所述加热烘筒设置至少两个,加热烘筒之间互相平行设置且端部相对,相邻加热烘筒之间连接有管道,多个加热烘筒顺次相连并与加热机构形成闭环。
14.通过采用上述技术方案,加热机构中加热的介质依次流入多个加热烘筒中,减小加热烘筒两端在工作时存在温度差的可能性,使平面织物熨烫过程经过的热交换效率左右侧平衡。
15.可选的,所述加热烘筒设置偶数个。
16.通过采用上述技术方案,两个加热烘筒既能使平面织物熨烫过程经过的热交换效率左右侧平衡,又不会使得介质流程过长导致靠近出口的介质温度过低而影响熨平机的工作效率。
17.可选的,所述加热烘筒包括内筒体以及套设在内筒体外的外筒体,内筒体与外筒体之间形成夹层,进口以及出口与夹层连通。
18.通过采用上述技术方案,导热介质从进口进入夹层后对加热烘筒进行加热,能够
减少介质的用量,起到节能的作用,并且减轻加热烘筒的重量和材料,即便于安装,又能节省材料。
19.可选的,所述内筒体与外筒体之间设置有支撑机构,支撑机构包括至少一个内衬板。
20.通过采用上述技术方案,内衬板对外筒体起到支撑作用,增大外筒体的强度,减小外筒体受力变形的可能性。
21.可选的,所述内衬板呈环形,内衬板上开设有供介质流过的缺口。
22.通过采用上述技术方案,内衬板能够沿周向对外筒体进行支撑,减小外筒体局部受力变形的可能性。
23.可选的,所述缺口的侧壁呈弧形。
24.通过采用上述技术方案,弧形的侧壁表面过度平滑,减小脏污纳垢的可能性。
25.可选的,所述加热烘筒沿轴向的两端以及中部分别设置一个内衬板。
26.通过采用上述技术方案,加热烘筒沿轴向的两端以及中部三个点进行支撑,既能很好的提高外筒体的强度,又不会使得加热烘筒质量过大。
27.可选的,所述进口朝上设置,出口朝下设置。
28.通过采用上述技术方案,进口朝上设置,有利于介质进入,出口朝下,有利于介质排出。
29.可选的,所述液体介质为导热油。
30.通过采用上述技术方案,导热油不易挥发产生气体,使得加热烘筒工作时处于约0.1mpa左右工作压力,无需承受高压,进一步减小了安全隐患。导热油循环可以在180℃-250℃工作温度区间,相比其它热能源温度值更高,可以显著提高熨平机的工作效率。
附图说明
31.图1是现有技术的导热油加热的熨平机工作原理示意图;
32.图2是现有技术的外接蒸汽加热形式的导热油加热的熨平机工作原理示意图;
33.图3现有技术的电加热形式的导热油加热的熨平机工作原理示意图;
34.图4是现有技术的燃气直燃加热形式的导热油加热的熨平机工作原理示意图;
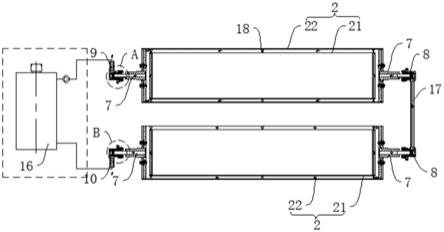
35.图5是本技术实施例的导热油加热的熨平机剖面示意图;
36.图6是为了展示本技术实施例内衬板结构的剖面示意图;
37.图7是图5中a部分示意图;
38.图8是图5中b部分示意图。
39.附图标记说明:1、平面织物;2、加热烘筒;21、内筒体;22、外筒体;3、弹性压辊;4、传送机;5、导向带;6、转轴;7、支撑轴头;8、旋转接头;9、进口;10、出口;11、虹吸管;12、电加热管;13、检测探针;14、点火探针;15、燃气直燃加热管;16、加热机构;17、管道;18、内衬板;181、缺口。
具体实施方式
40.以下结合附图5-8对本技术作进一步详细说明。
41.本技术实施例公开一种导热油加热的熨平机。
42.参照图5,一种导热油加热的熨平机,包括加热烘筒2、与加热烘筒2连通的进口9、出口10以及加热机构16,加热机构16用于加热液体介质,从而向加热烘筒2中提供热液体介质,液体介质由进口9进入加热烘筒2中对加热烘筒2进行加热,然后从出口10回流到加热机构16中进行加热后循环使用,采用循环的热液体介质对加热烘筒2表面进行加热,解决了外排热能源热量而导致的热能浪费的问题,提高了热能利用率,可以显著提高熨平机的工作效率,并且液体介质无需承受高压,减小了安全隐患。
43.加热机构16包括锅炉和对锅炉进行加热的热源,热源可为天然气,锅炉和进口9以及出口10之间连接有管道,管道上安装有泵,使得锅炉中加热的液体介质能进入进口9,出口10排出的液体介质能回流到锅炉中再次进行加热。
44.加热烘筒2包括内部中空的圆柱形内筒体21以及外筒体22,外筒体22套设在内筒体21外,使得内筒体21与外筒体22之间形成夹层,导热介质进入夹层后对加热烘筒2进行加热,能够减少介质的用量,起到节能的作用,并且减轻加热烘筒2的重量和减少材料用量,即便于安装,又能节省材料。
45.参照图6,内筒体21与外筒体22之间设置有支撑机构,支撑机构包括三个内衬板18,内衬板18对外筒体22起到支撑作用,增大外筒体22的强度,减小外筒体22受力变形的可能性。内衬板18呈圆环形,内衬板18内壁与内筒体21外壁粘接固定,内衬板18外壁与外筒体22内壁粘接固定,使得内衬板18能够沿周向对外筒体22进行支撑,减小外筒体22局部受力变形的可能性。
46.内衬板18上开设有贯穿的缺口181,使得液体介质能流过。缺口181呈半圆形,使得缺口181的侧壁呈弧形,弧形的侧壁表面过度平滑,减小脏污纳垢的可能性。三个内衬板18分别设置在加热烘筒2沿轴向的两端以及中部,使得内衬板18对加热烘筒2沿轴向的两端以及中部三个点进行支撑,既能很好的提高外筒体22的强度,又不会使得加热烘筒2的质量过大。在其他实施例中,内衬板18数量也可为其他数量,多个内衬板18沿加热烘筒2轴向分布即可。
47.参照图5,加热烘筒2沿轴向的两端分别通过螺钉固定有一支撑轴头7,支撑轴头7沿轴向开设有贯穿的通孔,通孔与内筒体21与外筒体22之间形成夹层连通。支撑轴头7远离加热烘筒2一端卡接有旋转接头8,旋转接头8的内部通道与支撑轴头7的通孔连通。加热烘筒2设置两个,两个加热烘筒2位于同一竖直平面,两个加热烘筒2之间互相平行设置且端部相对,相邻加热烘筒2其中一个端部的旋转接头8之间连接有管道17,使得相邻加热烘筒2之间的液体介质能流通。两个加热烘筒2既能减小加热烘筒2两端在工作时存在温度差的可能性,使织物熨烫过程经过的热交换效率左右侧平衡,又不会使得介质流程过长导致靠近出口的介质温度过低而影响熨平机的工作效率。在其他实施例中,加热烘筒2也可为大于2的多个,多个加热烘筒2顺次相连。
48.参照图7和图8,较高的加热烘筒2远离管道17一端的旋转接头8端部与进口9相连,进口9为圆管并与旋转接头8内部通道连通,进口9朝上设置,有利于液体介质进入。较低的加热烘筒2远离管道17一端的旋转接头8端部与出口10相连,出口10为圆管并与旋转接头8内部通道连通,出口10朝下设置,有利于液体介质排出。液体介质为导热油,导热油不易挥发产生气体,使得加热烘筒2工作时处于约0.1mpa左右工作压力,无需承受高压,进一步减小了安全隐患。导热油循环可以在180℃-250℃工作温度区间,相比其它热能源温度值更
高,可以显著提高熨平机的工作效率。
49.本技术实施例的一种导热油加热的熨平机的实施原理为:采用循环的导热油对加热烘筒2表面进行加热,解决了外排热能源热量而导致的热能浪费,提高了热能利用率。导热油加热加热烘筒2工作时处于约0.1mpa左右工作压力,无需承受高压,杜绝了安全隐患。导热油循环可以在180℃-250℃工作温度区间,相比其它热能源温度值更高,可以显著提高熨平机的工作效率。
50.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1