一种新型小压框的制作方法
1.本实用新型属于服装口袋加工设备的技术领域,具体涉及一种新型小压框。
背景技术:
2.在衬衫、外套及休闲裤等的制作过程中,口袋的熨烫、缝纫是缝纫行业中一种常见的步骤,长期以来,口袋缝制过程中的熨烫主要依靠工人使用传统的纸板模具手折布料,逐边进行熨烫,其熨烫过程中繁琐,需要多道工序,且依赖工人的熟练程度。服装加工,从布料到衣服成品,需要涉及多道工序。其中的袋口的加工过程需要对服装的袋口位置进行切割、折袋、袋唇定型和缝纫处理,切割即将袋口上开两端均呈“丫”状的裂缝,折袋即将切割完成的袋口向内翻折形成翻边,袋唇定型即将袋唇放置在翻边上,最后进行缝合。
3.而随着工业化程度的越来越深,服装加工的自动化程度越来越高,口袋机的出现,提高了服装加工中对口袋缝制的效率,提高了加工效果。口袋机对口袋部位进行切割、折袋以及缝制过程中,都首先需要对布料及口袋片进行固定,目前常规的口袋机固定大都采用一个前端开有矩形的加工窗口的压板,利用压板压住布料,通过激光切割、折袋装置翻折口袋及缝纫机进行缝制。由于压板是压住放置在加工台面上的服装布片及口袋片或拉链等多层布料,这种采用单一压板升降向下压多层布料时可能存在压料不平整,虽然能实现口袋的缝制固定,但缝纫机贴合加工窗口内边缝制的边线存在针脚不匀称,平整度差的问题,影响了缝制线的匀称及美观度,质量不够好。
4.因此,如何在保证提高口袋加工缝制的效率的基础上,怎么提高成品率,使得口袋形状缝制良率高、一致性强,是亟待解决的一项技术问题。
技术实现要素:
5.本实用新型的目的是针对现有技术的缺陷,提供了一种新型小压框,对放置在加工台面上的布料进行压料及定料,主要利用弹性缓冲压平布料,有效提高了后期缝纫加工工序针脚的加工质量,使得缝线更加均匀,一致性更强,成品质量更好。
6.为了实现以上目的,本实用新型采用以下技术方案:一种新型小压框,包括由上至下依次设置的压框本体、弹簧和矩形框,所述压框本体前端开有横向的压料窗口,所述压料窗口的下端伸入所述矩形框中,所述压框本体位于压料窗口的四周分别设有一个弹簧,所述弹簧另一端与矩形框连接。
7.进一步的,所述压料窗口为横向的矩形,所述弹簧位于所述压框本体对应压料窗口的四个角落。
8.进一步的,所述弹簧两端通过限位件与所述压框本体、矩形框连接。
9.更进一步的,所述限位件采用销钉,所述压框本体对应压料窗口的四个角落分别设有通孔,销钉穿过该通孔且能通孔中上下滑动,所述弹簧套设在销钉上,所述销钉底部与矩形框上的装配槽或装配孔连接。
10.进一步的,所述矩形框的下表面设有压纹。
11.更进一步的,所述压纹为条形纹。
12.进一步的,所述压料窗口的下端的底面设有锯齿状结构。
13.进一步的,所述矩形框的短侧边中部高于两端部,所述弹簧与端部连接。
14.进一步的,所述压框本体后端设有用于拆卸安装的连接部。
15.进一步的,所述压框本体的前端低于后端。
16.采用本实用新型技术方案,本实用新型的有益效果为:相比传统单个压板压住布料具有加工缝线不均匀的缺点,本新型小压框利于弹簧弹性缓冲,压料更加平整,压料后缝制的缝线间隙均匀整齐,更加标准,有效提升加工的产品质量;整体结构简单,组装替换都方便快捷。
附图说明
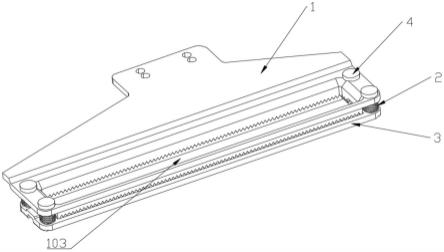
17.图1是新型小压框的俯视角度的结构图;
18.图2是新型小压框的仰视角度的结构图;
19.图3是一种新型小压框的拆分状态图。
20.图中:1压框本体,101前端,102后端,103压料窗口,104通孔,105 锯齿状结构,106连接部,2弹簧,3矩形框,301装配槽或装配孔,302压纹,4限位件。
具体实施方式
21.下面通过具体实施例对本实用新型的技术方案作进一步描述说明,使得本实用新型更加清楚、明白。本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
22.如图1-3所示,本实施例涉及一种新型小压框包括由上至下依次设置的压框本体1、弹簧2和矩形框3,所述压框本体1的前端101开有横向的压料窗口103,所述压料窗口103的下端能伸入或伸出所述矩形框3中,所述压框本体1位于压料窗口103的四周分别设有一个弹簧2,所述弹簧2另一端与矩形框3连接。由于布料放置不一定完全平整,单一平板压住,可能存在细小褶皱,直接加工会存在针脚间距不均匀的问题;本实施例采用压框本体1、弹簧2和矩形框3三者结合的方式,利用弹簧的弹性压力有效压平压紧布料,便于提高后期缝纫机进行缝线加工时针脚的均匀性,矩形缝线的直线以及四个角落部位都更加均匀,提升了产品质量。对位于该压料窗口103内的布料范围进行边缘缝制,安装口袋或拉链等。
23.所示的压料窗口103为横向的矩形,所述弹簧2为四个,位于所述压框本体 1对应压料窗口103的四个角落。
24.一种优选的实施方式,所述弹簧2两端通过限位件4与所述压框本体1、矩形框3连接。限位件4可以采用任何用于固定弹簧的可拆卸方式,也可以通过焊接等方式固接实现。
25.作为一种优选的实施方式,所述限位件4采用销钉,所述压框本体1对应压料窗口103的四个角落分别设有通孔104,销钉穿过该通孔且能通孔中上下滑动,所述弹簧套设在销钉上,所述销钉底部与矩形框上的装配槽或装配孔连接。
26.作为一种优选的实施方式,所述限位件4采用凸柱,在压框本体1、矩形框 3的下表
面、上表面分别设凸柱,弹簧套设在凸柱上。
27.作为一种优选的实施方式,所述矩形框3的下表面设有压纹302。所示的压纹302为条形纹,沿矩形框3的长侧边方向设置。
28.作为一种优选的实施方式,所述压料窗口103的下端的底面设有锯齿状结构105。
29.一种实施例方式中,所述矩形框3的短侧边中部高于两个端部,所述弹簧3 与端部连接。
30.进一步的,所述压框本体1后端设有用于拆卸安装的连接部106。便于与其他动力源如气缸或电机驱动的升降机构进行可拆卸的连接,带动整个新型小压框上下移动对布料等进行压料及定料。
31.一种实施方式中,所述压框本体1的前端低于后端。使用时,整个新型小压框是通过升降对布料等进行压住定型的,前端下面设矩形框及弹簧,前端低,更利于压料。
32.需要说明的是,上述实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
33.本实用新型还可以包括更多其他等效实施例,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
技术特征:
1.一种新型小压框,其特征在于,包括由上至下依次设置的压框本体、弹簧和矩形框,所述压框本体前端开有横向的压料窗口,所述压料窗口的下端伸入所述矩形框中,所述压框本体位于压料窗口的四周分别设有一个弹簧,所述弹簧另一端与矩形框连接。2.根据权利要求1所述的一种新型小压框,其特征在于,所述压料窗口为横向的矩形,所述弹簧位于所述压框本体对应压料窗口的四个角落。3.根据权利要求1或2所述的一种新型小压框,其特征在于,所述弹簧两端通过限位件与所述压框本体、矩形框连接。4.根据权利要求3所述的一种新型小压框,其特征在于,所述限位件采用销钉,所述压框本体对应压料窗口的四个角落分别设有通孔,销钉穿过该通孔且能通孔中上下滑动,所述弹簧套设在销钉上,所述销钉底部与矩形框上的装配槽或装配孔连接。5.根据权利要求1所述的一种新型小压框,其特征在于,所述矩形框的下表面设有压纹。6.根据权利要求5所述的一种新型小压框,其特征在于,所述压纹为条形纹。7.根据权利要求1所述的一种新型小压框,其特征在于,所述压料窗口的下端的底面设有锯齿状结构。8.根据权利要求1所述的一种新型小压框,其特征在于,所述矩形框的短侧边中部高于两端部,所述弹簧与端部连接。9.根据权利要求1所述的一种新型小压框,其特征在于,所述压框本体后端设有用于拆卸安装的连接部。10.根据权利要求1所述的一种新型小压框,其特征在于,所述压框本体的前端低于后端。
技术总结
本实用新型公开了一种新型小压框,包括由上至下依次设置的压框本体、弹簧和矩形框,所述压框本体前端开有横向的压料窗口,所述压料窗口的下端伸入所述矩形框中,所述压框本体位于压料窗口的四周分别设有一个弹簧,所述弹簧另一端与矩形框连接。利用弹性缓冲压平布料,有效提高了后期缝纫加工工序针脚的加工质量,使得缝线更加均匀,一致性更强,成品质量更好。成品质量更好。成品质量更好。
技术研发人员:沈文武
受保护的技术使用者:沈文武
技术研发日:2021.12.06
技术公布日:2022/7/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1