一种环保型实木复合地板及其制备工艺的制作方法
[0001]
本发明涉及一种环保型实木复合地板,特别是涉及一种环保型实木复合地板及其制备工艺,属于环保型实木复合地板技术领域。
背景技术:
[0002]
环保,全称环境保护,是指人类为解决现实的或潜在的环境问题,协调人类与环境的关系,保障经济、社会的持续发展而采取的各种行动的总称,其方法和手段有工程技术的、行政管理的、创新研发的,也有法律的、经济的、宣传教育的等。
[0003]
现有技术中的环保型实木复合地板仅仅只是采用木材进行打磨而保温效果并不好,同时在室内使用的时候定位稳定性较差,因此,本发明提出一种环保型实木复合地板及其制备工艺以解决现有技术中存在的问题。
技术实现要素:
[0004]
本发明的主要目的是为了提供一种环保型实木复合地板及其制备工艺,以解决现有技术中搭接时容易产生较大裂缝,导致使用过程中出现冷桥现象的问题。
[0005]
本发明的目的可以通过采用如下技术技术方案达到:一种环保型实木复合地板,包括芯材,所述芯材的外部设置有包裹布,所述包裹布将芯材包裹,所述芯材的内部设置有吸气剂,所述包裹布的外部设置有高阻隔真空袋,所述高阻隔真空袋将包裹布包裹,所述芯材底部的一侧开设有第一卡槽,且芯材顶部的另一侧开设有第二卡槽,所述芯材的一端开设有插槽,且芯材的另一端设置有与插槽配合的插块,所述插块的外侧铰接有卡位板组件,所述插块的外侧端部安装有插杆组件,且所述插槽的内侧设有管体插槽与所述插杆组件相互配合。
[0006]
优选的,所述高阻隔真空袋的外侧设置有尼龙布袋,且尼龙布袋将高阻隔真空袋包裹。
[0007]
.根据权利要求所述的一种环保型实木复合地板,其特征在于:所述尼龙布袋的顶部与底部皆设置有磨砂层。
[0008]
优选的,所述芯材的内部设置有加强肋,所述加强肋的形状为米字形。
[0009]
优选的,所述第一卡槽与第二卡槽的横向深度与纵向深度相同,所述第一卡槽与第二卡槽的纵向深度之和与芯材的高度相同。
[0010]
优选的,所述插槽与插块皆设置有两组。
[0011]
优选的,所述卡位板组件包括卡位弹簧和铰接板,所述插块顶部的一侧铰接有铰接板,所述铰接板的内侧安装有卡位弹簧,所述卡位弹簧的端部安装在所述插块的顶部处。
[0012]
优选的,所述插杆组件包括插杆、橡胶套和限位弹簧,所述插杆安装在所述插块外侧的端部处,且所述插杆的外侧等间距铺设有限位弹簧,所述限位弹簧的外侧安装有橡胶套。
[0013]
一种环保型实木复合地板制备工艺,包括如下步骤:
步骤1:称量pvc树脂100份、活性微细碳酸钙20-35份、阻燃剂20-100份和矿物填充物30-50份;步骤2:将称取的pvc树脂100份、活性微细碳酸钙20-35份、阻燃剂20-100份和矿物填充物30-50份投入至保温混合反应釜内混合加热至260-340℃并搅拌60-80min;步骤3:通过挤出机将混合物挤出至模具内通过模具进行制冷成型制作成芯材;步骤4:在芯材中部开设通口并插入吸气剂;步骤5:在芯材外侧包裹有包裹布然后在包裹布的外侧包裹高阻隔真空袋;步骤6:在芯材内插入多组纵横交错的加强肋;步骤7:将芯材的外侧打磨构成磨砂层将芯材的一侧开槽构成插槽另一侧切割构成插块;步骤8:在插块上分别安装插杆组件和卡位板组件。
[0014]
本发明的有益效果为:本发明提供的一种环保型实木复合地板及其制备工艺,芯材端部阶梯状的设置,能够在环保型实木复合地板成型之后,分别在两端形成第一卡槽与第二卡槽和插块的外侧铰接有卡位板组件,插块的外侧端部安装有插杆组件,且插槽的内侧设有管体插槽与插杆组件相互配合,利用第一卡槽与第二卡槽之间的相互卡合,能够提高搭接紧密性,防止冷桥情况的产生,提高了环保型实木复合地板的实用性,另外芯材两端插槽与插块的设置,能够提高搭接之后两组环保型实木复合地板之间的稳定性,高阻隔真空袋外部尼龙布袋的设置,能够提高环保型实木复合地板的耐磨效果,避免真空袋出现漏气而影响使用,尼龙布袋顶部与底部磨砂层的设置,能够增加环保型实木复合地板的表面摩擦力,方便进行粘连,提高在墙体保温过程中的稳定效果,且方便进行安装,芯材内部加强肋的设置,能够提高环保型实木复合地板结实程度,避免形变的发生。
附图说明
[0015]
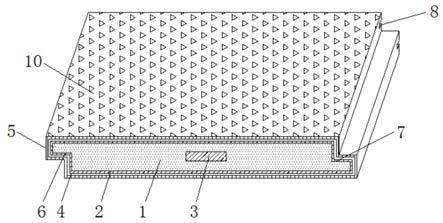
图1为本发明的主视剖视图;图2为本发明的主视图;图3为本发明的芯材俯视图;图4为本发明的侧视图;图5为本发明的a处结构放大图。
[0016]
图中:1、芯材;2、包裹布;3、吸气剂;4、高阻隔真空袋;5、尼龙布袋;6、第一卡槽;7、第二卡槽;8、插槽;9、插块;10、磨砂层;11、加强肋;12、铰接板;13、插杆;14、卡位弹簧;15、橡胶套;16、限位弹簧;17、管体插槽。
具体实施方式
[0017]
为使本技术领域人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
[0018]
如图1-图5所示,本实施例提供了一种环保型实木复合地板及其制备工艺,包括芯材1,芯材1的外部设置有包裹布2,包裹布2将芯材1包裹,芯材1的内部设置有吸气剂3,包裹布2的外部设置有高阻隔真空袋4,高阻隔真空袋4将包裹布2包裹,芯材1底部的一侧开设有
第一卡槽6,且芯材1顶部的另一侧开设有第二卡槽7,芯材1的一端开设有插槽8,且芯材1的另一端设置有与插槽8配合的插块9,插块9的外侧铰接有卡位板组件,插块9的外侧端部安装有插杆组件,且插槽8的内侧设有管体插槽17与插杆组件相互配合。
[0019]
在本实施例中,如图1所示,高阻隔真空袋4的外侧设置有尼龙布袋5,且尼龙布袋5将高阻隔真空袋4包裹,利用尼龙布袋5防水、轻巧且坚韧的优点,能够有效的对高阻隔真空袋4进行防护,避免漏气。
[0020]
在本实施例中,如图1所示,尼龙布袋5的顶部与底部皆设置有磨砂层10,提高了在装置保温墙体上的使用时定位稳定性。
[0021]
在本实施例中,如图3所示,芯材1的内部设置有加强肋11,加强肋11的形状为米字形,提高了装置的牢固性,避免使用过程中发生形变。
[0022]
在本实施例中,如图1所示,第一卡槽6与第二卡槽7的横向深度与纵向深度相同,第一卡槽6与第二卡槽7的纵向深度之和与芯材1的高度相同,确保在墙边拐角处两组环保型实木复合地板之间仍能够进行紧密的卡和,提高了搭接的效果。
[0023]
在本实施例中,如图2所示,插槽8与插块9皆设置有两组,提高了两组环保型实木复合地板之间连接的稳定性。
[0024]
在本实施例中,卡位板组件包括卡位弹簧14和铰接板12,插块9顶部的一侧铰接有铰接板12,铰接板12的内侧安装有卡位弹簧14,卡位弹簧14的端部安装在插块9的顶部处。
[0025]
在本实施例中,插杆组件包括插杆13、橡胶套15和限位弹簧16,插杆13安装在插块9外侧的端部处,且插杆13的外侧等间距铺设有限位弹簧16,限位弹簧16的外侧安装有橡胶套15。
[0026]
一种环保型实木复合地板制备工艺,包括如下步骤:步骤1:称量pvc树脂100份、活性微细碳酸钙20-35份、阻燃剂20-100份和矿物填充物30-50份;步骤2:将称取的pvc树脂100份、活性微细碳酸钙20-35份、阻燃剂20-100份和矿物填充物30-50份投入至保温混合反应釜内混合加热至260-340℃并搅拌60-80min;步骤3:通过挤出机将混合物挤出至模具内通过模具进行制冷成型制作成芯材1;步骤4:在芯材1中部开设通口并插入吸气剂3;步骤5:在芯材1外侧包裹有包裹布2然后在包裹布2的外侧包裹高阻隔真空袋4;步骤6:在芯材1内插入多组纵横交错的加强肋11;步骤7:将芯材1的外侧打磨构成磨砂层10将芯材1的一侧开槽构成插槽8另一侧切割构成插块9;步骤8:在插块9上分别安装插杆组件和卡位板组件。
[0027]
如图1-图5所示,本实施例提供了一种环保型实木复合地板及其制备工艺的安装过程如下:步骤1:环保型实木复合地板在保温墙上使用时,将环保型实木复合地板上的第一卡槽6与第二卡槽7之间相互卡和,完成横向的搭接,纵向搭接的过程中,将环保型实木复合地板上插块9插入到插槽8的内部,完成纵向的搭接;步骤2:在墙体九十度拐角处搭接的过程中,由于第一卡槽6与第二卡槽7的横向深度与纵向深度相同,第一卡槽6与第二卡槽7的纵向深度之和与芯材1的高度相同,因此能够进行
紧密搭接,避免环保型实木复合地板之间缝隙较大产生冷桥现象。
[0028]
以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1