一种电熔AZS池壁砖浇铸用复合砂型的制备方法与流程
一种电熔azs池壁砖浇铸用复合砂型的制备方法
1.技术领域:本发明涉及熔铸耐火材料生产领域,具体地说就是一种电熔azs池壁砖浇铸用复合砂型的制备方法。
2.
背景技术:
电熔azs池壁砖是整个玻璃窑炉耐火材料的核心,砖材直接与玻璃液接触,其抗玻璃液侵蚀性能的优劣直接决定了窑炉使用寿命,据统计国内外玻璃窑炉因耐火材料停炉维修的事件中,百分之八十是由池壁砖使用寿命到期造成的,更有甚者,窑炉其它部位完好无俗,池壁砖确已到达使用寿命,这就造成窑炉企业巨大材料浪费和经济损失。
3.树脂砂型的特点是高温溃散性好,采用树脂砂型浇铸的产品表面裂纹少、尺寸规整。但是树脂砂型抗高温液体冲刷能力差,作为池壁砖的浇铸冒口,要承受很大的高温液体冲刷,树脂砂型无法使用。
4.
技术实现要素:
本发明就是为了克服现有技术中的不足,提供一种电熔azs池壁砖浇铸用复合砂型的制备方法。
5.本技术提供以下技术方案:一种电熔azs池壁砖浇铸用复合砂型的制备方法,其特征在于:它包括步骤一:砖体砂模的制作,石英砂与呋喃树脂充分混合后,制成砖体砂模,室温静置72小时,所述石英砂的颗粒度40
‑
70目,呋喃树脂的加入比例为石英砂的0.5%
‑
2.0%;步骤二、冒口砂模的制作,石英砂与水玻璃按照一定比例混合,制成冒口砂模,然后再100℃
‑
120℃的温度环境内烘烤1.5
‑
3小时,所述石英砂的颗粒度40
‑
70目,水玻璃的加入比例为石英砂的3.0%
‑
5.0%;步骤三、砖体砂模和冒口砂模的装配;将砖体砂模放入模具中,而后将冒口砂模放在砖体砂模上,而后在砖体砂模和冒口砂模的外壁与模具内壁之间填充有保温介质层;步骤四、锆质涂层的设置,在砖体砂模和冒口砂模内壁上喷涂有锆质涂料层。
6.在上述技术方案的基础上,还可以有以下进一步的技术方案:所述的砖体砂模为底部密封,顶端开口的桶状结构。
7.所述的冒口砂模包括直筒段和一体成型的收口段。
8.所述保温介质层为颗粒度为3mm
‑
5mm的石英砂。
9.所述锆质涂料层的成分为醇基锆英石,其喷涂厚度在0.1
‑
0.5mm。
10.所述浇铸料液成分:zro2: 32 %~44 %,al2o3: 50%
‑
40%,sio2:15.5~12.5 %,na2o: 1.5~1.25%。
11.在所述步骤五中浇铸料液在注入到池壁砖铸模时液先接触冒口砂模的内壁,在冒口砂模内壁的导流下再流入到砖体砂模底部。
12.发明优点:本发明提供的制备方法,步骤简单,操作方便,采用复合结构的砂型,降低了砂型的生产成本。特别是改变以往砂型制作思路,采用冒口砂型和砖体砂型两种砂型结合的复合式双体结构,克服了现有技术中单体结构的砂型使用寿命底的问题。
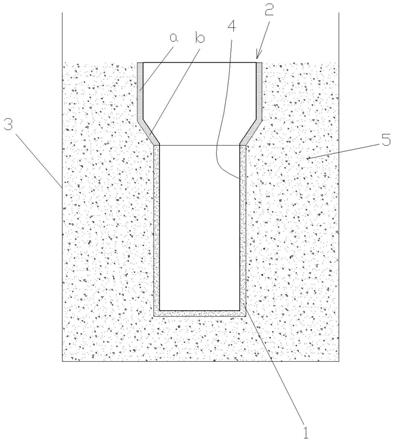
13.附图说明:图1是本发明提供的浇铸用复合砂型结构示意图。
14.具体实施方式:以下各个实施例形成的复合砂型的结构相同,所以这里统一采用图1进行描述。
15.实施例1:一种电熔azs池壁砖浇铸用复合砂型的制备方法,其特征在于:它包括步骤一:砖体砂模的制作,将石英砂与呋喃树脂充分混合,所述石英砂的颗粒度40目而呋喃树脂的加入比例为石英砂的1.5%,压制成下端密封上端开口的桶状结构的砖体砂模1,而后将砖体砂模1室温静置72小时。
16.步骤二:冒口砂模的制作,石英砂与水玻璃按照一定比例混合,压制成冒口砂模2,所述石英砂的颗粒度45目而水玻璃的加入比例为石英砂的3.5%。所述的冒口砂模2包括直径大于砖体砂模1的直筒段a,在直筒段a下端连通有一体成型的收口段b,所述收口段b的直径缩小成漏斗状,其下端的直径与砖体砂模1的直径相同。然后再将冒口砂模2放置到110℃的温度环境内烘烤2小时使其定型,而后取出备用。
17.步骤三、砖体砂模和冒口砂模的装配;将砖体砂模1放入模具3中,而后将冒口砂模2放在砖体砂模1的上部的开口端,使得砖体砂模和冒口砂模成同轴分布,而后再砖体砂模1和冒口砂模2的外壁与模具3内壁之间填充有保温介质层5。所述的保温介质层5为颗粒度为4mm的石英砂。
18.步骤四、池壁砖铸模的成型,在砖体砂模1和冒口砂模2内壁上喷涂有锆质涂料层4,所述的锆质涂料层4的主要成分为醇基锆英石,且喷涂厚度在0.4mm。
19.步骤五、池壁砖浇铸,将成分:zro2: 32 %~44 %,al2o3: 50%
‑
40%,sio2:15.5~12.5 %,na2o: 1.5~1.25%的浇铸料液的注入到池壁砖铸模中,浇铸料液在注入到池壁砖铸模时液先接触冒口砂模的内壁,在经过而后收口段b的导流下再流入到砖体砂模1底部,从而降低了待浇铸料液直接对砖体砂模1底部冲击,待浇铸料液在砖体砂模1内上升到合适高度后,不再注入浇铸料液,等待浇铸料液自然冷却固化后,即可得到池壁砖。
20.实施例2:一种电熔azs池壁砖浇铸用复合砂型的制备方法,其特征在于:它包括步骤一:砖体砂模的制作,将石英砂与呋喃树脂充分混合,所述石英砂的颗粒度60目而呋喃树脂的加入比例为石英砂的1%,压制成下端密封上端开口的桶状结构的砖体砂模1,而后将砖体砂模1室温静置72小时。
21.步骤二:冒口砂模的制作,石英砂与水玻璃按照一定比例混合,压制成冒口砂模2,所述石英砂的颗粒度70目而水玻璃的加入比例为石英砂的4%。所述的冒口砂模2包括直径大于砖体砂模1的直筒段a,在直筒段a下端连通有一体成型的收口段b,所述收口段b的直径缩小成漏斗状,其下端的直径与砖体砂模1的直径相同。然后再将冒口砂模2放置到100℃的温度环境内烘烤3小时使其定型,而后取出备用。
22.步骤三、砖体砂模和冒口砂模的装配;将砖体砂模1放入模具3中,而后将冒口砂模2放在砖体砂模1的上部的开口端,使得砖体砂模和冒口砂模成同轴分布,而后再砖体砂模1和冒口砂模2的外壁与模具3内壁之间填充有保温介质层5。所述的保温介质层5为颗粒度为3mm的石英砂。
23.步骤四、池壁砖铸模的成型,在砖体砂模1和冒口砂模2内壁上喷涂有锆质涂料层4,所述的锆质涂料层4的主要成分为醇基锆英石,且喷涂厚度在0.3mm。
24.步骤五、池壁砖浇铸,将成分:zro2: 32 %~44 %,al2o3: 50%
‑
40%,sio2:15.5~12.5 %,na2o: 1.5~1.25%的浇铸料液的注入到池壁砖铸模中,浇铸料液在注入到池壁砖铸模时液先接触冒口砂模的内壁,在经过而后收口段b的导流下再流入到砖体砂模1底部,从而降低了待浇铸料液直接对砖体砂模1底部冲击,待浇铸料液在砖体砂模1内上升到合适高度后,不再注入浇铸料液,等待浇铸料液自然冷却固化后,即可得到池壁砖。
25.实施例3:一种电熔azs池壁砖浇铸用复合砂型的制备方法,其特征在于:它包括步骤一:砖体砂模的制作,将石英砂与呋喃树脂充分混合,所述石英砂的颗粒度70目而呋喃树脂的加入比例为石英砂的2%,压制成下端密封上端开口的桶状结构的砖体砂模1,而后将砖体砂模1室温静置72小时。
26.步骤二:冒口砂模的制作,石英砂与水玻璃按照一定比例混合,压制成冒口砂模2,所述石英砂的颗粒度45目而水玻璃的加入比例为石英砂的3.5%。所述的冒口砂模2包括直径大于砖体砂模1的直筒段a,在直筒段a下端连通有一体成型的收口段b,所述收口段b的直径缩小成漏斗状,其下端的直径与砖体砂模1的直径相同。然后再将冒口砂模2放置到120℃的温度环境内烘烤1.5小时使其定型,而后取出备用。
27.步骤三、砖体砂模和冒口砂模的装配;将砖体砂模1放入模具3中,而后将冒口砂模2放在砖体砂模1的上部的开口端,使得砖体砂模和冒口砂模成同轴分布,而后再砖体砂模1和冒口砂模2的外壁与模具3内壁之间填充有保温介质层5。所述的保温介质层5为颗粒度为5mm的石英砂。
28.步骤四、池壁砖铸模的成型,在砖体砂模1和冒口砂模2内壁上喷涂有锆质涂料层4,所述的锆质涂料层4的主要成分为醇基锆英石,且喷涂厚度在0.5mm。
29.步骤五、池壁砖浇铸,将成分:zro2: 32 %~44 %,al2o3: 50%
‑
40%,sio2:15.5~12.5 %,na2o: 1.5~1.25%的浇铸料液的注入到池壁砖铸模中,浇铸料液在注入到池壁砖铸模时液先接触冒口砂模的内壁,在经过而后收口段b的导流下再流入到砖体砂模1底部,从而降低了待浇铸料液直接对砖体砂模1底部冲击,待浇铸料液在砖体砂模1内上升到合适高度后,不再注入浇铸料液,等待浇铸料液自然冷却固化后,即可得到池壁砖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1