一种净醛玻毡板及其制备系统的制作方法
1.本发明涉及玻纤板生产技术领域,具体涉及一种净醛玻毡板及其制备系统。
背景技术:
2.玻纤板又称玻璃纤维板,是由玻璃纤维材料和高耐热性的复合材料合成,具有吸音,隔声,隔热,环保,阻燃等特点,且不含对人体有害石棉成份,具有较高的机械性能和介电性能、较好的耐热性和耐潮性、良好的加工性,可广泛用于各类加工领域。
3.现有的玻纤板生产、成型设备同普通纸面石膏板一致,因此板芯的主体为石膏材料通过发泡剂和浆料水进行粘合成型,因此板芯的结构较为单一,且现有的玻纤板自身不具备自身净醛的功能。
4.玻纤板的主体由石膏材料构成,可能会在使用过程中导致石膏脱落,因此通常需要在板芯的外层通过粘接剂铺设加强层提升玻纤板整体的强度,并延长玻纤板的使用寿命,但是加强层通过粘接剂与石膏粘接的方式仍会受到外层石膏脱落的影响而脱离。
技术实现要素:
5.本发明的目的在于提供一种净醛玻毡板及其制备系统,以解决现有技术中的玻纤板自身不具备自身净醛的功能,以及玻纤板会受到外层石膏脱落的影响而脱离的问题。
6.为解决上述技术问题,本发明具体提供下述技术方案:
7.一种净醛玻毡板,包括由内之外依次分布的玻纤板芯层、玻璃纤维层、粘接剂层和加强毡板层,所述玻纤板芯层由熟石膏、浆料水、甲醛消除剂和发泡剂混合制备的浆料凝固而成,其中,
8.所述浆料水与所述甲醛消除剂预先添加制备,并且所述熟石膏、浆料水和发泡剂同步添加并混合,所述玻璃纤维层主体处于所述玻纤板芯层内部的下层,并且所述玻璃纤维层通过牵拉加工均匀分布于所述玻纤板芯层内部的中层和上层形成玻纤毡板胚料;
9.所述玻纤毡板胚料通过其正反面和上下层突出的玻璃纤维涂布所述粘结剂层增强与所述加强毡板层的粘接强度,所述加强毡板层本体为多气孔层状结构,所述玻纤板芯层正反面通过所述粘接剂层连接所述加强毡板层与外界空气交互。
10.为解决上述技术问题,本发明还进一步包括一种净醛玻毡板的制备系统,包括沿基板生产路线首尾对接设置的带式输送装置和滚筒输送装置;其中,
11.所述带式输送装置上沿运输方向顺次安装有多个用于基板生产成型的子系统,包括铺料系统和拨料系统和滚压系统,所述滚筒输送装置上沿运输方向顺次安装有粘接剂涂布系统和毡板滚贴系统用于对玻纤板芯层后续加工;
12.所述拨料系统由横向安装在所述带式输送装置上的升降安装辊架,以及设置在所述升降安装辊架上配合所述带式输送装置运输玻纤板芯胚料二重塑形的分离式压辊机构,所述分离式压辊机构通过配合所述带式输送装置单向运输对玻纤板芯胚料一次滚压塑形,并且所述分离式压辊机构在滚压过程中通过自身形变对玻纤板芯胚料下层的玻璃纤维向
上层自脱离牵拉形成玻纤板芯牵拉胚料。
13.作为本发明的一种优选方案,所述带式输送装置包括输送带装置,以及绕所述输送带装置设置的油纸抽拉装置;其中,
14.所述输送带装置上设有用于运输的活动输送带,以及配合安装在所述活动输送带两侧并限制宽度的基板宽度挡条,所述活动输送带和所述基板宽度挡条整体形成符合加工基板宽度和高度的凵形结构;
15.所述油纸抽拉装置包括安装在所述输送带装置前端的从动油纸辊架、油纸抽拉辊架和油纸限位压辊,所述从动油纸辊架用于放置油纸料辊并连带其从动旋转,所述油纸抽拉辊架用于传动收卷所述油纸料辊上的油纸,所述从动油纸辊架和所述油纸抽拉辊架配合用于沿所述输送带装置运输方向单向抽拉油纸,所述油纸限位压辊用于将所述从动油纸辊架上持续抽拉出的油纸滚压至贴合所述活动输送带和两个所述基板宽度挡条形成凵形结构内侧;
16.所述油纸抽拉装置铺设的油纸宽度大于所述活动输送带和两个所述基板宽度挡条形成凵形结构的内侧宽度。
17.作为本发明的一种优选方案,所述铺料系统包括向所述活动输送带上铺贴玻璃纤维的玻璃纤维加料装置,以及向所述活动输送带上注入混合浆料的混合浆料注料装置,所述玻璃纤维加料装置配合所述活动输送带上抽拉的油纸上持续均匀铺设玻璃纤维下层,所述混合浆料注料装置用于向铺设玻璃纤维的油纸上持续注入混合浆料。
18.作为本发明的一种优选方案,所述升降安装辊架的底端安装有控制所述升降安装辊架沿所述带式输送装置外侧升降的伸缩气缸,所述升降安装辊架的顶端上设有两个对称分布的压辊安装盘,所述升降安装辊架的顶端通过两个所述压辊安装盘用于安装所述分离式压辊机构。
19.作为本发明的一种优选方案,所述分离式压辊机构包括通过与两个所述压辊安装盘外周转动连接的胚料压辊,以及与两个所述压辊安装盘端部转动连接的内偏心辊组成,所述胚料压辊处于所述输送带装置运输部位正上方并配合所述输送带装置运输方向相对同步旋转,所述内偏心辊处于所述胚料压辊的内部并配合所述压辊安装盘从动旋转;
20.所述内偏心辊的外周设有多个等距排列的针状结构,所述胚料压辊的外侧设有供所述内偏心辊上多个针状结构穿过的针孔结构,所述胚料压辊旋转通过多个穿过针孔结构的针状结构连带所述内偏心辊旋转。
21.作为本发明的一种优选方案,所述内偏心辊与所述胚料压辊的轴向平行分布,并且所述内偏心辊的轴心处于所述胚料压辊轴心的正下方位置,所述内偏心辊与所述胚料压辊同步旋转时通过轴心高低差连带多个针状结构沿相应的针孔结构伸缩;
22.所述分离式压辊机构在旋转时通过其外侧突出的针状结构牵拉玻纤板芯胚料下层的玻璃纤维,并且所述内偏心辊在旋转时伸出的针状结构持续向所述胚料压辊上的针孔结构内缩回并连带脱离牵拉的玻璃纤维。
23.作为本发明的一种优选方案,所述滚压系统通过横向安装在所述输送带装置上用于配合油纸移动滚压玻纤板芯牵拉胚料,并且所述滚压系统通过滚压玻纤板芯牵拉胚料并配合所述活动输送带和两个所述基板宽度挡条形成符合凵形结构的矩形结构,所述滚压系统通过滚压玻纤板芯牵拉胚料上表面贴合突出玻纤板芯牵拉胚料上表面的玻璃纤维形成
玻纤板芯胚料玻璃纤维上层。
24.作为本发明的一种优选方案,所述粘接剂涂布系统包括横向安装在所述滚筒输送装置输入端上下端的喷涂装置和滚压涂刷装置,以及处于两组所述喷涂装置和两组所述滚压涂刷装置正下方的余料收集盘,两组所述喷涂装置通过配合所述滚筒输送装置上的相邻滚筒向运输的玻纤板芯正反面均匀喷涂粘接剂,两组所述滚压涂刷装置通过配合所述滚筒输送装置上的相邻滚筒向运输的玻纤板芯正反面的粘接剂均匀滚涂,所述余料收集盘用于承载运输中玻纤板芯上滴落的粘接剂。
25.作为本发明的一种优选方案,所述毡板滚贴系统包括横向安装在所述滚筒输送装置滚筒输送装置上下端的上毡板铺贴装置和下毡板铺贴装置,所述下毡板铺贴装置通过配合所述滚筒输送装置的辊筒转换方向对运输的玻纤板芯下表面铺贴加强毡板,所述上毡板铺贴装置用于弹性抵接运输的玻纤板芯上表面并滚压铺贴加强毡板。
26.本发明与现有技术相比较具有如下有益效果:
27.(1)本发明通过调整生产配方,在原玻纤毡板中增加甲醛消除剂,改进玻毡板性能使之具备净醛的功能,并在玻纤毡板外层设置带有小气孔的加强毡板一方面增强玻纤毡板的强度,另一方面内部混合有甲醛消除剂的玻纤毡板能通过加强毡板与外界空气接触;
28.(2)本发明通过在生产玻纤毡板时在下层铺设玻璃纤维,并通过后续加工牵拉下层的玻璃纤维,使得玻纤毡板内部的上中下层皆均匀分布玻璃纤维,使得玻纤毡板的正反面涂布的粘合剂会附着在突出的玻璃纤维上,以此增强玻纤毡板正反面粘接加强毡板的强度;
29.(3)本发明通过在生产净醛玻毡板的产生线上设有拨料系统用于牵拉玻纤毡板胚料下层的玻璃纤维,并在分离式压辊机构的作用下使得被牵拉的玻璃限位自动脱离,防止玻璃纤维过度牵拉出玻纤毡板胚料。
附图说明
30.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
31.图1为本发明实施例提供净醛玻毡板的剖视图。
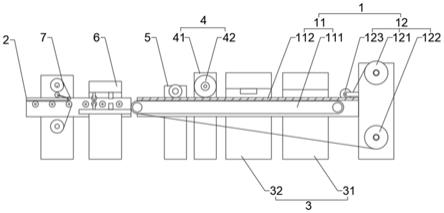
32.图2为本发明实施例提供制备系统的结构示意图。
33.图3为本发明实施例提供分离式压辊机构的侧面剖视图。
34.图4为本发明实施例提供拨料系统的结构示意图。
35.图中的标号分别表示如下:
36.1-带式输送装置;2-滚筒输送装置;3-铺料系统;4-拨料系统;5-滚压系统;6-粘接剂涂布系统;7-毡板滚贴系统;
37.11-输送带装置;12-油纸抽拉装置;
38.111-活动输送带;112-基板宽度挡条;121-从动油纸辊架;122-油纸抽拉辊架;123-油纸限位压辊;
39.31-玻璃纤维加料装置;32-混合浆料注料装置;
40.41-升降安装辊架;42-分离式压辊机构;
41.411-伸缩气缸;412-压辊安装盘;421-胚料压辊;422-内偏心辊。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.如图1所示,本发明提供了一种净醛玻毡板,包括由内之外依次分布的玻纤板芯层、玻璃纤维层、粘接剂层和加强毡板层,玻纤板芯层由熟石膏、浆料水、甲醛消除剂和发泡剂混合制备的浆料凝固而成,其中,
44.浆料水与甲醛消除剂预先添加制备,并且熟石膏、浆料水和发泡剂同步添加并混合,玻璃纤维层主体处于玻纤板芯层内部的下层,并且玻璃纤维层通过牵拉加工均匀分布于玻纤板芯层内部的中层和上层形成玻纤毡板胚料;
45.玻纤毡板胚料通过其正反面和上下层突出的玻璃纤维涂布粘结剂层增强与加强毡板层的粘接强度,加强毡板层本体为多气孔层状结构,玻纤板芯层正反面通过粘接剂层连接加强毡板层与外界空气交互。
46.目前市场上常规的玻纤毡板主要结构由玻纤板芯层、粘接剂层和外加强层组成,因此玻纤毡板整体的强度主要取决于玻纤板芯层的粘合强度,以及玻纤毡板正反面粘接的加强毡板提供外部强度,使得玻纤毡板成型后不易发生局部脱离。
47.本发明通过调整生产配方,在原玻纤毡板中增加甲醛消除剂,改进玻毡板性能使之具备净醛的功能,并在玻纤毡板外层设置带有小气孔的加强毡板一方面增强玻纤毡板的强度,另一方面内部混合有甲醛消除剂的玻纤毡板能通过加强毡板与外界空气接触;
48.并且,通过在生产玻纤毡板时在下层铺设玻璃纤维,并通过后续加工牵拉下层的玻璃纤维,使得玻纤毡板内部的上中下层皆均匀分布玻璃纤维,使得玻纤毡板的正反面涂布的粘合剂会附着在突出的玻璃纤维上,以此增强玻纤毡板正反面粘接加强毡板的强度。
49.如图2至图4所示,为解决上述技术问题,本发明还进一步包括一种净醛玻毡板的制备系统,包括沿基板生产路线首尾对接设置的带式输送装置1和滚筒输送装置2;其中,
50.带式输送装置1上沿运输方向顺次安装有多个用于基板生产成型的子系统,包括铺料系统3和拨料系统4和滚压系统5,滚筒输送装置2上沿运输方向顺次安装有粘接剂涂布系统6和毡板滚贴系统7用于对玻纤板芯层后续加工;
51.拨料系统4由横向安装在带式输送装置1上的升降安装辊架41,以及设置在升降安装辊架41上配合带式输送装置1运输玻纤板芯胚料二重塑形的分离式压辊机构42,分离式压辊机构42通过配合带式输送装置1单向运输对玻纤板芯胚料一次滚压塑形,并且分离式压辊机构42在滚压过程中通过自身形变对玻纤板芯胚料下层的玻璃纤维向上层自脱离牵拉形成玻纤板芯牵拉胚料。
52.带式输送装置1包括输送带装置11,以及绕输送带装置设置的油纸抽拉装置12;其中,
53.输送带装置11上设有用于运输的活动输送带111,以及配合安装在活动输送带111
两侧并限制宽度的基板宽度挡条112,活动输送带111和基板宽度挡条112整体形成符合加工基板宽度和高度的凵形结构;
54.油纸抽拉装置12包括安装在输送带装置11前端的从动油纸辊架121、油纸抽拉辊架122和油纸限位压辊123,从动油纸辊架121用于放置油纸料辊并连带其从动旋转,油纸抽拉辊架122用于传动收卷油纸料辊上的油纸,从动油纸辊架121和油纸抽拉辊架122配合用于沿输送带装置11运输方向单向抽拉油纸,油纸限位压辊123用于将从动油纸辊架121上持续抽拉出的油纸滚压至贴合活动输送带111和两个基板宽度挡条112形成凵形结构内侧;
55.油纸抽拉装置12铺设的油纸宽度大于活动输送带111和两个基板宽度挡条112形成凵形结构的内侧宽度。
56.铺料系统3包括向活动输送带111上铺贴玻璃纤维的玻璃纤维加料装置31,以及向活动输送带111上注入混合浆料的混合浆料注料装置32,玻璃纤维加料装置31配合活动输送带111上抽拉的油纸上持续均匀铺设玻璃纤维下层,混合浆料注料装置32用于向铺设玻璃纤维的油纸上持续注入混合浆料。
57.升降安装辊架41的底端安装有控制升降安装辊架41沿带式输送装置1外侧升降的伸缩气缸411,升降安装辊架41的顶端上设有两个对称分布的压辊安装盘412,升降安装辊架41的顶端通过两个压辊安装盘412用于安装分离式压辊机构42。
58.分离式压辊机构42包括通过与两个压辊安装盘412外周转动连接的胚料压辊421,以及与两个压辊安装盘412端部转动连接的内偏心辊422组成,胚料压辊421处于输送带装置11运输部位正上方并配合输送带装置11运输方向相对同步旋转,内偏心辊422处于胚料压辊421的内部并配合压辊安装盘412从动旋转;
59.内偏心辊422的外周设有多个等距排列的针状结构,胚料压辊421的外侧设有供内偏心辊422上多个针状结构穿过的针孔结构,胚料压辊421旋转通过多个穿过针孔结构的针状结构连带内偏心辊422旋转。
60.内偏心辊422与胚料压辊421的轴向平行分布,并且内偏心辊422的轴心处于胚料压辊421轴心的正下方位置,内偏心辊422与胚料压辊421同步旋转时通过轴心高低差连带多个针状结构沿相应的针孔结构伸缩;
61.分离式压辊机构42在旋转时通过其外侧突出的针状结构牵拉玻纤板芯胚料下层的玻璃纤维,并且内偏心辊422在旋转时伸出的针状结构持续向胚料压辊421上的针孔结构内缩回并连带脱离牵拉的玻璃纤维。
62.滚压系统5通过横向安装在输送带装置11上用于配合油纸移动滚压玻纤板芯牵拉胚料,并且滚压系统5通过滚压玻纤板芯牵拉胚料并配合活动输送带111和两个基板宽度挡条112形成符合凵形结构的矩形结构,滚压系统5通过滚压玻纤板芯牵拉胚料上表面贴合突出玻纤板芯牵拉胚料上表面的玻璃纤维形成玻纤板芯胚料玻璃纤维上层。
63.粘接剂涂布系统6包括横向安装在滚筒输送装置2输入端上下端的喷涂装置和滚压涂刷装置,以及处于两组喷涂装置和两组滚压涂刷装置正下方的余料收集盘,两组喷涂装置通过配合滚筒输送装置2上的相邻滚筒向运输的玻纤板芯正反面均匀喷涂粘接剂,两组滚压涂刷装置通过配合滚筒输送装置2上的相邻滚筒向运输的玻纤板芯正反面的粘接剂均匀滚涂,余料收集盘用于承载运输中玻纤板芯上滴落的粘接剂。
64.毡板滚贴系统7包括横向安装在滚筒输送装置滚筒输送装置2上下端的上毡板铺
贴装置和下毡板铺贴装置,下毡板铺贴装置通过配合滚筒输送装置2的辊筒转换方向对运输的玻纤板芯下表面铺贴加强毡板,上毡板铺贴装置用于弹性抵接运输的玻纤板芯上表面并滚压铺贴加强毡板。
65.生产净醛玻毡板的过程主要由玻纤板芯的生产以及玻纤板芯后续的加工,在本发明中,玻纤板芯的生产工序集成在带式输送装置1上,由带式输送装置1上安装的各类子系统持续加工出上述的玻纤板芯,玻纤板芯后续的加工集成在滚筒输送装置2上,由滚筒输送装置2上安装的粘接剂涂布系统6对玻纤板芯的正反面涂布粘接剂层,以及毡板滚贴系统7对涂布粘接剂层的玻纤板芯铺贴加强毡板,由此持续生产出净醛玻毡板。
66.其中,带式输送装置1上各类子系统加工玻纤板芯的具体步骤为:
67.步骤100、将油纸料辊安装在从动油纸辊架121上,并抽拉油纸至活动输送带111的输出端并翻转至活动输送带111的底端后绕制在油纸抽拉辊架122上,之后使用油纸限位压辊123滚压从动油纸辊架121上脱离的油纸直至贴合至活动输送带111和两个基板宽度挡条112形成的凵形结构内侧,最后启动油纸抽拉辊架122,使得油纸抽拉辊架122收拉油纸并连带从动油纸辊架121上安装的油纸料辊从动旋转;
68.步骤200、启动活动输送带111并保障活动输送带111运输的速度与油纸抽拉辊架122抽拉油纸的速度同步,在活动输送带111的作用下辅助油纸抽拉辊架122抽拉从动油纸辊架121上安装的油纸料辊;
69.步骤300、控制铺料系统3的玻璃纤维加料装置31向油纸上持续铺撒玻璃纤维,随着活动输送带111和油纸持续移动使得被抽拉的油纸上始终铺贴一层玻璃纤维。
70.步骤400、控制铺料系统3的混合浆料注料装置32向铺设一层玻璃纤维的油纸上注入混合浆料,在混合浆料流动的作用下迅速填充加强骨架和下层玻璃纤维,并且此时混合浆料通过油纸与活动输送带111和两个基板宽度挡条112接触,且油纸由自身抽拉和活动输送带111辅助移动,因此油纸会连带注入的混合浆料沿活动输送带111移动,并在活动输送带111和两个基板宽度挡条112形成的凵形结构内侧形成相应尺寸的矩形玻纤板芯胚料。
71.步骤500、控制拨料系统4的伸缩气缸411,由伸缩气缸411控制升降安装辊架41和分离式压辊机构42的高度,使得分离式压辊机构42的胚料压辊421延伸至两个基板宽度挡条112之间,使得活动输送带111和两个基板宽度挡条112形成凵形结构与胚料压辊421整体形成封闭的矩形结构。
72.随着油纸内矩形玻纤板芯胚料移动至胚料压辊421处时,由胚料压辊421压合在持续移动的玻纤板芯胚料上,并随着玻纤板芯胚料持续移动连带胚料压辊421从动旋转,随着胚料压辊421旋转,其内部的内偏心辊422会在针状结构与胚料压辊421针孔结构的作用下开始旋转;
73.随着内偏心辊422旋转,并且内偏心辊422的轴心处于胚料压辊421轴心的正下方,因此,随着胚料压辊421和内偏心辊422同步旋转的作用下,内偏心辊422外侧设置的多个等距排列的针状结构持续通过胚料压辊421外侧的针孔结构伸缩,并且处于正下方的针状结构伸出的长度最长,随着针状结构的高度升高持续向胚料压辊421的针孔结构内缩回,因此通过提前设计适当长度的针状结构,即可在内偏心辊422旋转的作用下从油纸上玻纤板芯胚料内部的下层玻璃纤维牵拉至顶端,直至针状结构完全缩回针孔结构内,连带牵拉的玻璃纤维脱离,此时玻纤板芯胚料的内部下、中、上层皆均匀分布有玻璃纤维,后续玻纤板芯
胚料凝固后即可制备出高强度的玻纤板芯,使得玻纤板芯的正反面涂布的粘合剂会附着在突出的玻璃纤维上,以此增强玻纤板芯正反面涂布粘接剂后与加强毡板的粘接强度。
74.通过在生产净醛玻毡板的产生线上设有拨料系统4用于牵拉玻纤毡板胚料下层的玻璃纤维,并在分离式压辊机构42的作用下使得被牵拉的玻璃限位自动脱离,防止玻璃纤维过度牵拉出玻纤毡板胚料。
75.步骤600、随着基板浆料移动至滚压系统5处时,由滚压系统5对玻纤板芯牵拉胚料顶端进行滚压,使得油纸上的玻纤板芯牵拉胚料上表面被均匀滚压,突出的玻璃纤维被贴合在玻纤板芯牵拉胚料上表面,最终形成横截面为矩形的玻纤板芯,并且玻纤板芯受到滚压系统5滚压时,其内部的气泡会被挤出空隙处会被填充,由此保障了石膏基板的质量;
76.通过根据浆料凝固成型的时长设置相应长度的带式输送装置1,保障玻纤板芯移出带式输送装置1进入滚筒输送装置2时能保障其整体结构不会变形、局部脱离等情况,此时油纸会从玻纤板芯的外侧脱离并随着油纸抽拉辊架122的传动抽拉进行收卷。
77.之后由滚筒输送装置2上的粘接剂涂布系统6对玻纤板芯的正反面进行涂布粘合剂层,由毡板滚贴系统7在玻纤板芯正反面铺贴加强毡板,使得外界空气可以通过加强毡板与玻纤板芯接触,最后由玻纤板专用的切割装置进行切割,即可制备相应尺寸的净醛玻毡板成品。
78.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1