一种多工艺一体式角码的制作方法
1.本实用新型涉及门窗技术领域,更具体地说,特别涉及一种多工艺一体式角码。
背景技术:
2.目前现有的门窗其窗框或扇框在角部进行拼装时,通常需要用角码连接,现有的角码通常为一体成型的直角件,然后插入门窗边框的插槽中,依靠摩擦力来进行连接紧固,实际的固定效果不够好,门窗容易变形,密封性不够好,户外灰尘也容易进入室内。
技术实现要素:
3.本实用新型提供了一种多工艺一体式角码,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种多工艺一体式角码,安装于窗框的组角处,
4.包括有呈l型结构的角码本体,所述角码本体包括有第一角部、第二角部及连接部;所述第一角部与所述第二角部的结构相同且两者对称设于所述连接部的两侧;所述连接部的中部向内凹陷形成内凹槽;所述第一角部包括有导流槽、储胶腔及销钉槽,所述储胶腔与所述内凹槽之间通过所述导流槽连通,所述销钉槽内嵌有销钉。
5.优选地,所述连接部的阳角端向内侧缩进,阴角端设有向内凹的弧形槽,所述阳角端的角部设有弧形倒角。
6.优选地,所述导流槽包括有正面导槽和背面导槽,所述正面导槽和所述背面导槽的结构相同,分别设于所述第一角部的两侧面上;所述内凹槽包括有结构相同的正面内凹槽及背面内凹槽,分别设于所述连接部的正面及背面,所述正面导槽与所述正面内凹槽连通,所述背面导槽与所述背面内凹槽连通。
7.优选地,所述正面导槽包括有相互连通的菱形槽及l型槽,所述菱形槽与所述正面内凹槽连通,所述l型槽与所述储胶腔连通。
8.优选地,所述正面内凹槽的深度大于所述菱形槽的深度,所述菱形槽的深度大于所述l型槽的深度。
9.优选地,所述第一角部的端部的一侧设有圆弧倒角,另一侧设有为便于插入窗框的斜面。
10.优选地,所述销钉槽的开口为八字形开口,所述储胶腔的截面为等腰梯形。
11.优选地,所述第一角部或者所述第二角部任意一侧的外侧面上设有矩形凹槽,所述矩形凹槽内设有凸起的型号标识。
12.优选地,所述第一角部、所述第二角部及所述连接部为一体成型结构。
13.与现有技术相比,本实用新型的有益效果是:本实用新型的角码通过l型结构的角码本体插入到窗框角部进行组角,在第一角部和第二角部上均设置导流槽,通过向导流槽注胶导流方式,实现角码与窗框的连续整体不间断粘接固定,提升角部的强度与密封性能,解决了现有角码结构复杂、强度缺乏、水密性不佳及安装不便的问题。
附图说明
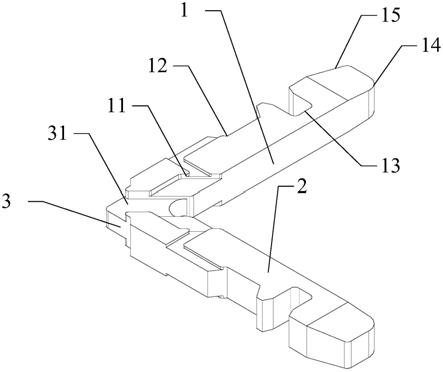
14.图1为本实用新型实施例中多工艺一体式角码的结构图;
15.图2为本实用新型实施例中多工艺一体式角码的正面图;
16.图3为图1的另一侧视图;
17.在图1至图3中,其中各部件名称与附图编号的对应关系为:
[0018]1‑‑
第一角部、11
‑‑
导流槽、111
‑‑
菱形槽、112
‑‑
l型槽、12
‑‑
储胶腔、13
‑‑
销钉槽、14
‑‑
圆弧倒角、15
‑‑
斜面、16
‑‑
矩形凹槽、17
‑‑
型号标识、2
‑‑
第二角部、3
‑‑
连接部、31
‑‑
正面内凹槽、32
‑‑
背面内凹槽。
具体实施方式
[0019]
下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
[0020]
在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0021]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0022]
请参考图1至图3,本实用新型提供了一种多工艺一体式角码,安装于窗框的组角处,
[0023]
包括有呈l型结构的角码本体,所述角码本体包括有第一角部1、第二角部2及连接部3;所述第一角部1与所述第二角部2的结构相同且两者对称设于所述连接部3的两侧;所述连接部3的中部向内凹陷形成内凹槽;所述第一角部1包括有导流槽11、储胶腔12及销钉槽13,所述储胶腔12与所述内凹槽之间通过所述导流槽11连通,所述销钉槽13内嵌有销钉。
[0024]
在本实用新型的实施例中,在角码本体上设置连接部3及销钉槽13,连接部3向内凹陷形成可容纳胶体的空腔结构,窗框上就设置有对应的孔洞分别用于注胶和插入销钉,其中注胶的孔对准连接部3的阳角端,安装销钉的孔对准销钉槽13;通过预留有销钉槽13,可实现角部的拉紧,可在大窗框拼接无法组角时进行加固。导流槽11中有挡胶和迂回的设计,保证注胶通道的流向;本实用新型的工作原理如下:通过l型结构的角码本体插入到窗框角部进行组角,随后向连接部3注胶,连接部3上有内凹槽,胶体首先进入内凹槽,然后从内凹槽流向导流槽11,由导流槽11流入储胶腔12,直至注满胶体,然后就可以使用销钉将角码与窗框之间进行固定。
[0025]
优选地,所述连接部3的阳角端向内侧缩进,阴角端设有向内凹的弧形槽,所述阳角端的角部设有弧形倒角。在本实用新型的实施例中,连接部3的阳角端是对着注胶孔的,因此采用将阳角端向内部缩进的设计,便于胶体的注入,同时在胶体住满后,在阳角端的缩
进处以及阴角端的弧形槽处也会注满胶水,增强了窗框的结合强度;同时,也增大了窗框角部与连接部的接触面积,使得窗框组角处的缝隙处均涂覆有胶体,提升了密封效果。
[0026]
优选地,所述导流槽11包括有正面导槽和背面导槽,所述正面导槽和所述背面导槽的结构相同,分别设于所述第一角部1的两侧面上;所述内凹槽包括有结构相同的正面内凹槽31及背面内凹槽32,分别设于所述连接部3的正面及背面,所述正面导槽31与所述正面内凹槽连通,所述背面导槽32与所述背面内凹槽连通。通过上述结构设计,胶体分别进入第一角部1和第二角部2,以第一角部1为例,胶体首先进入连接部3的缩进处,然后分别注入正面内凹槽31和背面内凹槽32,再分别流入正面导槽及背面导槽,最终从正面导槽及背面导槽共同流入储胶腔12。
[0027]
优选地,所述正面导槽包括有相互连通的菱形槽111及l型槽112,所述菱形槽111与所述正面内凹槽31连通,所述l型槽112与所述储胶腔12连通。在本实用新型的实施例中,正面导槽和背面导槽这两个方向的流动路径相同,下面以正面导槽的流动路径进行说明,首先胶体从正面内凹槽31流入菱形槽111,由菱形槽111流入l型槽112,由l型槽112流入储胶腔12。
[0028]
优选地,所述正面内凹槽31的深度大于所述菱形槽11的深度,所述菱形槽111的深度大于所述l型槽112的深度。通过上述连续阶梯式变化的结构设计,方便胶体从连接部流到储胶室,迂回曲折的设计增大了胶体与窗框的接触面积,提升了强度和密封效果。
[0029]
优选地,所述第一角部1的端部的一侧设有圆弧倒角14,另一侧设有为便于插入窗框的斜面15。通过上述结构设计,角码本体的两端采用圆弧倒角14和斜面15的设计,方便安装插入窗框的腔体中,也避免角码划伤安装人员。
[0030]
优选地,所述销钉槽13的开口为八字形开口,所述储胶腔12的截面为等腰梯形。
[0031]
优选地,所述第一角部1或者所述第二角部2任意一侧的外侧面上设有矩形凹槽16,所述矩形凹槽16内设有凸起的型号标识17。
[0032]
优选地,所述第一角部1、所述第二角部2及所述连接部3为一体成型结构。
[0033]
与现有技术相比,本实用新型的有益效果是:本实用新型的角码通过l型结构的角码本体插入到窗框角部进行组角,在第一角部和第二角部上均设置导流槽,通过向导流槽注胶导流方式,实现角码与窗框的连续整体不间断粘接固定,提升角部的强度与密封性能,解决了现有角码结构复杂、强度缺乏、水密性不佳及安装不便的问题。
[0034]
本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1