一种退役动力电池包智能拆解方法和设备与流程
[0001]
本发明属于环保与资源技术领域,尤其涉及一种退役动力电池包智能拆解方法和设备。
背景技术:
[0002]
现阶段回收利用退役动力电池主要有两种方式:第一种方式是将容量不足原来70%~80%的电池进行梯次利用,这些电池已经不能满足汽车的使用要求,但是其剩余的容量还可以用在其他地方,比如家庭照明,能量储存等;第二种方式是将容量降低至50%或者无法使用的电池进行资源化处理。无论采用哪种方式,均需先将退役动力电池包进行拆解才能开展后续资源化回收和再利用。
[0003]
新能源汽车动力电池退役时,通常是将整动力电池包拆解下来。由于新能源汽车的车型不同,动力电池包的内外部结构设计、模组连接和放置位置各不相同,意味着统一拆解面临较大困难。当前,国内外均无绿色高效的退役动力电池包自动化智能拆解技术。国内主要的专利技术是先通过人工或半自动化机械将电池包外壳拆除,再取出电池模组进行破碎并收集电解液,再将破碎后的电池模组中的单体进一步破碎,将电池单体中的组成物质进行分选得到最终产品,由此可见在现有的专利技术中并没有一种可自动化智能拆解电池包的设备。目前,为了实现高效拆解,现有技术中存在对废旧动力电池单体的连续化拆解,如中国cn10565662a公开了一种废旧电池的自动拆解装置,包括电池单体进料输送装置、电池缓冲料槽、旋转供料单元以及拆解固定部和切刀单元,电池单体进料装置位于电池缓冲料槽的两侧,电池缓冲料槽具有缝槽,旋转供料单元位于缝槽的正下方,旋转供料单元能够将从缝槽中落下的电池送入拆解固定部,切刀单元位于拆解固定部的侧面,切刀单元能够将电池上端封壳切除,该自动拆解装置避免了拆解操作人员的参与,能够实现废旧电池单体的自动拆解,提高了拆解效率。但是,现有技术并未有对一个动力电池包的自动化智能拆解。拆解退役动力电池包仍存在大量人工作业,由于动力电池包的平均重量均在500公斤以上、且为保证动力电池包在新能源汽车运行时安全,大多在连接处充满密封粘合剂,仅依靠人工拆解电池顶板需耗时2个小时以上、耗时且效率低。另外,动力电池包内结构复杂,含有电路板和冷却液等,如果操作不当,会发生短路、漏液等安全问题,进而可能造成起火或者爆炸,导致人员伤亡和财产损失。因此,开发自动化的退役动力电池包拆解设备,可以很好地解决上述的安全和环境问题,大大提高工作效率,极大地降低劳动强度。
技术实现要素:
[0004]
为了克服现有技术的不足,本发明的目的在于提供一种适用于退役动力电池包或电池模组的自动拆解方法和设备。该发明可实现各种类型的退役动力电池包的自动拆解,将人与拆解过程进行空间隔离,降低作业安全隐患、提高拆解效率。本发明的方法原理:采用机器视觉对电池包的特征信息进行提取,根据特征信息规划拆解路线,将设备进行机器学习训练得到一套拆解流程,根据拆解流程控制水射流对电池包外壳及连接部位进行精准
拆解,拆解完后控制悬挂式机械手将外壳及模组抓取放置在相应输料口。本发明的技术方案具体介绍如下。
[0005]
一种退役动力电池包智能拆解设备,包括xyz三轴运动平台、悬挂式机械手、水射流喷头、第一工业相机、第二工业相机、电池包搭载平台和控制系统;其中:xyz三轴运动平台包括若干轴向进给机构,分别为x1轴向进给机构、x2轴向进给机构、x3轴向进给机构、x4轴向进给机构、y1轴向进给机构、y2轴向进给机构和z轴向进给机构;x1轴向进给机构和x2轴向进给机构设置在一个水平面上,x1轴向进给机构和x2轴向进给机构上垂直架设y1轴向进给机构,z轴向进给机构安装在y1轴向进给机构上;x3轴向进给机构和x4轴向进给机构设置在一个水平面上, x3轴向进给机构和x4轴向进给机构上垂直架设y2轴向进给机构;水射流喷头通过水射流喷头搭载机构 安装在 z轴向进给机构上,水射流喷头位于y1轴向进给机构的下方;悬挂式机械手安装在y2轴向进给机构上;水射流喷头搭载机构和悬挂式机械手上分别搭载第一工业相机和第二工业相机,第一工业摄像头用于采集电池包尺寸、位置、型号和外部特征信息为水射流喷头提供坐标信息;第二工业摄像头用于采集电池模组尺寸、位置、型号和外部特征信息为悬挂式机械手提供抓取数据信息;电池包搭载平台设置于水射流喷头和悬挂式机械手的下方,电池包搭载平台上放置电池包;控制系统,分别和xyz三轴运动平台、悬挂式机械手、水射流喷头、第一工业相机、第二工业相机相连。
[0006]
本发明中,轴向进给机构包括机架、电机、滚珠丝杆、丝杆副、联轴器和轴承;滚珠丝杆通过轴承安装在机架上,滚珠丝杆上套设丝杆副,滚珠丝杆通过联轴器和电机的轴相连;工作时,电机的转动使得丝杆副直线往复运动。
[0007]
本发明中,还包括水循环装置和废水收集箱,废水收集箱的出水口和水循环装置的进水口相连,水循环装置的出水口和水射流喷头相连。
[0008]
本发明中,悬挂机械手包括机架、气缸、机械手和夹板;机械手分别和气缸、电机相连,分别用于控制机械手的上下运动和旋转;机械手下方设置两块相对的夹板。
[0009]
本发明还提供一种根据上述的退役动力电池包智能拆解设备的智能拆解方法,包括以下步骤:1)识别定位步骤:控制系统控制工业摄像头进行x、y平面扫描识别电池包外形特征、确定电池包切割坐标;2)切割步骤:控制系统将识别到的信息处理后,规划切割路线,控制水射流喷头沿切割路线对电池包外壳精确切割;3)抓取放置步骤:每当一个外壳部分或者电池模组被切割出来以后,控制系统发送指令控制悬挂式机械手进行抓取外壳或模组送至指定的出料口进行放置;4)停止步骤:停止水射流供应和电机工作。
[0010]
和现有技术相比,本发明的有益效果在于:本发明的退役动力电池包自动拆解装置可用于拆解各种型号的动力电池包或模组等,可实现其处理处置过程中的人与拆解过程分离、高效拆解、节能环保和资源高效分离回收的目的。本发明通过工业相机识别定位,可对电池包外壳精准拆解并将外壳与电池模组分离;利用水射流拆解,提供低温拆解环境,避免因温度过热而损伤电池单体;使用水循环技
术,提高水资源利用率降低投入成本更加环保节能。实现了电池包拆解过程的全自动化拆解,完全将人与拆解过程分离,达到安全拆解的目的。水射流喷头可实现快速移动,水射流喷头喷出的射流根据电池的外形特征不同更换不同位置进行切割,可拆解各类电池包,对实现电池包全自动化拆解来说具有重大意义。
附图说明
[0011]
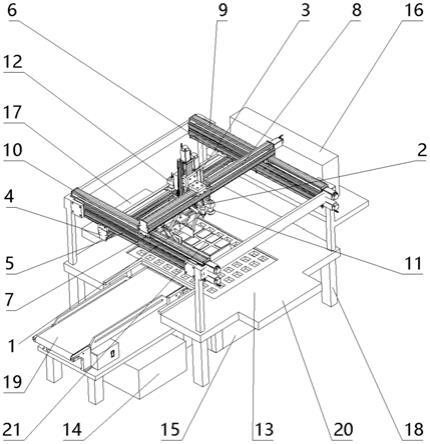
图1为本发明的退役动力电池模组自动拆解装置的立体图。
[0012]
图2为本发明的退役动力电池模组自动拆解装置的侧视图。
[0013]
图3为本发明的水射流切割搭载机构图。
[0014]
图4为本发明的悬挂式机械手结构图。
[0015]
图5为本发明的进给机构的结构示意图。
[0016]
图中标号:1-水射流喷头、2-水射流喷头搭载机构、3
-ꢀ
z轴向进给机构、4
-ꢀ
y1轴向进给机构、5
-ꢀ
x1轴向进给机构、6
-ꢀ
x2轴向进给机构、7-悬挂式机械手、8
-ꢀ
y2轴向进给机构、9
-ꢀ
x3轴向进给机构、10
-ꢀ
x4轴向进给机构、11-工业摄像头1、12-工业摄像头2、13-电池包搭载平台、14-水循环装置、15-废水收集箱、16-控制系统、17-电池包进料口、18-机架、19-电池模组出料带、20-电池包外壳出料口、21-电池包、001-电机、002-连接件、003-水射流磨料进料管、004-连接件、005-连接件、006-电机、007-电机、008-连接件、009-气缸、010-夹板、011-机架、013-丝杆副、014-电机、015-联轴器、017-滚珠丝杆、018-轴承、019-机架。
具体实施方式
[0017]
下面结合附图对本发明的技术方案作进一步的描述。
[0018]
根据图1所示,一种退役动力电池模组自动拆解装置,其包括水射流喷头1、水射流喷头搭载机构2, z轴向进给机构3、y1轴向进给机构4、x1轴向进给机构5、x2轴向进给机构6、悬挂式机械手7、y2轴向进给机构8、x3轴向进给机构9、x4轴向进给机构10、第一工业摄像头11、第二工业摄像头12、电池包搭载平台13、水循环装置14、废水收集箱15、控制系统16、电池包进料口17、机架18、电池模组出料带19、电池包外壳出料口20。
[0019]
水射流喷头1,通过连接件005连接于z轴向进给机构3的机架上,可跟随机架做直线往复运动;水射流喷头1用于喷射高压纯水射流或者高压混合磨料水射流,对电池包外壳进行切割拆解;水射流喷头搭载机构2,可搭载水射流喷头1和第一工业摄像头11;用于搭载水射流喷头1并将水射流喷头1固定在此机构上,水射流喷头搭载机构2可搭载第一工业摄像头11,水射流喷头搭载机构2也可搭载其它可切割的装置,例如激光切割机、电弧切割机、电锯切割机、金属刀具等;第一工业摄像头11用于采集电池包尺寸、位置、型号、外部特征等信息为水射流喷头1提供坐标信息等;z轴向进给机构3,其结构原理如图5所示,其包括电机014、滚珠丝杆017、丝杆副013、联轴器015、轴承018和机架019;滚珠丝杆017通过轴承018安装在机架019上,滚珠丝杆017上套设丝杆副013,滚珠丝杆017通过联轴器015和电机014的轴相连;可通过控制电机014的转动来控制丝杆副013的直线往复运动;z轴向进给机构3中的丝杆副013通过连接件与水射流喷头搭载机构2固定连接, z轴向进给机构3中的机架019通过连接件与y1轴向进给机构4垂
直固定连接; z轴向进给机构3用于为水射流喷头1提供z轴方向的直线运动;y1轴向进给机构4,结构原理同图5,通过连接件将y1轴向进给机构4的丝杆副连接于z轴向进给机构3的丝杆副,实现z轴向进给机构3在y1轴向进给机构4上做直线往复运动;y1轴向进给机构4用于为水射流喷头1提供y轴方向的直线运动x1轴向进给机构5和x2轴向进给机构6,其用于为水射流喷头1提供x轴方向的直线运动;其中x1轴向进给机构5,其用于给y1轴向进给机构4提供空间中x轴方向的直线运动;x2轴向进给机构6,其用于配合x1轴向进给机构5给y1轴向进给机构4提供空间中x轴方向的直线运动;x1轴向进给机构5,结构原理同图5,通过连接件将x1轴向进给机构5的丝杆副连接于y1轴向进给机构4的机架,实现y1轴向进给机构4在x1轴向进给机构5上做直线往复运动;x2轴向进给机构6,同x1轴向进给机构5;x1轴向进给机构5和x2轴向进给机构6互相平行,且同一平面放置固定在机架上; x1轴向进给机构5和x2轴向进给机构6中的部件(丝杆副)分别通过连接件与y1轴向进给机构4两端垂直固定;悬挂式机械手7,结构原理如图4,包括电机006、电机007、机架011、第二工业摄像头12、气缸009和夹板010,悬挂式机械手7通过连接件008连接于y2轴向进给机构8的丝杆副上,可实现悬挂式机械手7在y2轴向进给机构8上直线往复运动,第二工业摄像头12用于采集识别定位信息,其用于采集电池模组尺寸、位置、型号、外部特征等信息为悬挂式机械手7提供抓取数据信息;气缸009用于夹板的收缩和放松,电机006用于机架011及以下部分的上下移动,电机007用于气缸及以下部分的整体旋转,夹板010用于夹取电池模组。悬挂式机械手7用于电池包外壳的抓取、电池模组的抓取;悬挂式机械手7可同时搭载夹具、吸盘和第二工业摄像头12,悬挂式机械手7可旋转、提升、旋转提升、抓取、放置和移动。
[0020]
y2轴向进给机构8,结构原理同图5,通过连接件将y2轴向进给机构8的丝杆副与悬挂式机械手7的机架011连接; y2轴向进给机构8,用于给悬挂式机械手7提供空间中y轴方向的直线运动,x3轴向进给机构9、x4轴向进给机构10,其用于给悬挂式机械手7提供空间中x轴方向的直线运动,x3轴向进给机构9,其用于y2轴向进给机构8提供空间中x轴方向的直线运动;x4轴向进给机构10,其用于配合x3轴向进给机构9给y2轴向进给机构8提供空间中x轴方向的直线运动;x3轴向进给机构9和x4轴向进给机构10包括滚珠丝杆、丝杆副、轴承、连接件、架体和电机等, x3轴向进给机构9和x4轴向进给机构10互相平行,且同一平面放置固定在机架上, x3轴向进给机构9和x4轴向进给机构10通过部件(丝杆副)与y2轴向进给机构8的架体之间垂直固定连接,实现y2轴向进给机构8在x3轴向进给机构9、x4轴向进给机构10上做直线往复运动;电池包搭载平台13,如图1所示,设置于水射流搭载机构2和悬挂式机械手7的正下方,具有支撑电池包的作用;水循环装置14,其包括水箱、水泵、过滤器和水管;进水口接于废水收集箱15,出水口接于水射流喷头1,作用在于将废水收集箱15收集的水进行细过滤净化再通过水泵将水加压送入水射流喷头1完成水循环利用,用于水射流喷头1喷出水流的过滤、进化、回流,废水收集箱15,如图1所示,位于电池包搭载平台13的正下方,用于废水收集及初步过滤,由箱体和三层滤网组成,其通过水管与水循环装置14相连接控制系统16,用于控制上述各个机构执行相应运动;并且控制各个运动机构协调工作;
具体位置关系如图1所示。
[0021]
机架18用于将上述各类机构、系统构建成一台具有单独个体的设备,机架由外壳和钢结构组成(不限于其他材料,合金等)。
[0022]
一种退役动力电池包智能拆解方法,包括以下步骤:1) 识别定位步骤:控制系统16控制第一工业摄像头11、第二工业摄像头12进行x、y平面扫描识别电池包外形特征、确定电池包切割坐标;2)切割步骤:控制系统16将识别到的信息处理后,规划切割路线,控制水射流喷头1沿切割路线对电池包外壳精确切割;3)抓取放置步骤:每当一个外壳部分或者电池模组被切割出来以后,控制系统16发送指令控制悬挂式机械手7进行抓取外壳或模组送至指定的出料口进行放置;4)停止步骤:停止水射流供应和电机。
[0023]
具体实施例中,采用该役动力电池模组自动拆解装置处理特斯拉model 3退役动力电池,设计x轴向移动距离3000mm,y轴向移动长度3000mm,z轴向移动长度500mm,拆解速度15min/台,拆解精度高效果好,可实现拆解过程全自动化,保证操作工人的人身安全和健康。
[0024]
实施例中,动力电池模组自动拆解装置可用于各种型号动力电池包等,可实现拆解过程的自动、高效、与工人隔离目的。动力电池结构越复杂,自动拆解效果越明显。
[0025]
本发明中,水射流喷头1喷出的射流可切割各种电池包外壳而不损害电池单体。采用水射流切割不会产生粉尘,不会产生热量,由于采用程序精准切割不会损伤电池单体、不会导致电解液泄露,因此不会污染到水体,也不会产生废气。水射流所用水为水循环系统提供,极大的节约用水量、减少水资源浪费和降低成本。
[0026]
本发明中,可通过控制系统16控制进给机构实现水射流喷头搭载机构2三个自由度的精确移动来实现对电池包外壳切割,可适应各种类型的电池包。本发明中,轴向进给机构都是采用滚珠丝杆及丝杆副的相对运动,电机进行提供动力。
[0027]
以上,采用水射流切割技术,实现动力电池包外壳低温快速高效自动化智能拆解,避免拆解过程中起火、爆炸等安全隐患;运用数字化自动控制技术,实现动力电池包的精确拆解,得到无损的电池模组,提高拆解产物的利用价值,可将电池模组进一步拆解成电池单体用以梯次利用进而提升产物价值。
[0028]
以上所述仅是对本发明的较佳实施方式而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施方式所做任何的简单修改,等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1