贴压缩加强片工装的制作方法
1.本实用新型涉及工艺装备技术领域,特别涉及贴压缩加强片工装。
背景技术:
2.采用组合加载压缩(clc)试验夹具测量聚合物基复合材料层压板压缩性能的试验方法(standard test method for compressive properties of polymer matrix composite laminates using a combined loading compression(clc)test fixture)来测量聚合物基复合材料的压缩强度和刚度性能。用于强度测量时,根据需要,试件可以是无加强片或带加强片的,成功进行试验的一个要求,是试验时试件端头不会被压塌。较高正交各向异性的材料,包括单向复合材料通常需要带加强片。
3.对于需要带加强片的试件,加强片的粘结要符合测试标准要求,例如尺寸、精度等。目前加强片的粘结依靠手工完成,位置以及精度靠人为手工测量控制,制样质量差效率低,其操作难度高、劳动强度大、对操作人员的操作水平要求高。
技术实现要素:
4.本实用新型的目的是提供贴压缩加强片工装,解决现有技术中存在贴加强片依靠手工完成,位置以及精度靠人为手工测量控制,其操作难度高、劳动强度大、对操作人员的操作水平要求高、制样质量差效率低的技术问题。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
6.贴压缩加强片工装,包括底座,所述底座的上表面设置有定位底座,所述定位底座上设置有限位销,所述底座的两侧分别设置有一提手,所述提手与所述定位底座之间设置有轴,所述轴的外周侧活动套设有滑动套、压缩弹簧,所述压缩弹簧设置于所述滑动套与一侧所述提手之间,所述滑动套与所述限位销之间形成用于定位加强片的可调夹持空间,所述底座上还设有用于定位测试板的定位销。
7.进一步地,所述轴的外周侧活动套接有调节套,所述调节套位于滑动套与所述提手之间,所述压缩弹簧的数量为两个,且两个所述压缩弹簧其中一个位于所述滑动套与所述调节套之间,另外一个位于所述调节套与所述提手之间。
8.进一步地,所述轴的一端与所述定位底座之间通过螺纹连接的方式固定连接。
9.进一步地,所述轴的一端外周侧螺纹连接有防松螺母,所述防松螺母抵靠在所述定位底座的侧壁上。
10.进一步地,所述轴的另一端贯穿所述提手并螺纹连接有一紧固螺母。
11.进一步地,所述轴的另一端外周侧套接有垫圈,所述垫圈位于所述紧固螺母与所述提手之间。
12.进一步地,所述定位底座、提手通过螺钉固定连接在所述底座上。
13.本实用新型的有益效果如下:
14.本实用新型的贴压缩加强片工装,由于设有滑动套、限位销及定位销,滑动套与限
位销定位加强片,定位销定位测试板,定位精度高,位置准确,满足带加强片试件的制作要求,摆脱试件质量对操作人员经验的依赖性,保证了制作试件尺寸标准一致;另外,该工装具有轻便、搬运灵活、不受场地和生产环境限制的优点。
附图说明
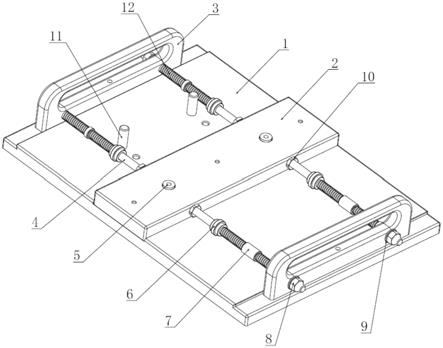
15.图1为本实用新型实施例中的贴压缩加强片工装示意图;
16.图2为本实用新型实施例中的贴压缩加强片工装压紧定位一侧加强片状态示意图;
17.图3为本实用新型实施例中的贴压缩加强片工装压紧定位一侧加强片与测试板粘接状态示意图;
18.图4为本实用新型实施例中的贴压缩加强片工装压紧定位另一侧加强片与测试板粘接状态示意图;
19.图5为本实用新型实施例中的加强片与测试板粘接后从贴压缩加强片工装取下状态示意图。
具体实施方式
20.以下结合附图对本实用新型作进一步详细说明。
21.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
…
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。此外,术语“安装”、“设置”、“设置有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
22.参照图1至图5,本实用新型提供贴压缩加强片工装,包括底座1,在底座1的上表面通过螺钉安装定位底座2,在定位底座2沿其长度方向间隔设置两个限位销5,在底座1的两侧分别通过螺钉安装一个提手3,每个提手3与定位底座2之间设置有两个轴4,在轴4的外周侧活动套接有滑动套6、压缩弹簧12,压缩弹簧12设置于滑动套6与提手3之间,滑动套6与限位销5之间形成用于定位加强片13的可调夹持空间,在底座1的上表面位于定位底座2的一侧还设有用于定位测试板的定位销11。限位销5、定位销11和滑动套6在压缩弹簧12的作用下对试件(加强片13与测试板14)限位夹持并可以快速拿取循环工作。
23.限位销5可更换不同规格尺寸以满足不同尺寸要求试件制作需求,实现工装的通用性。
24.轴4的一端与定位底座2之间通过螺纹连接的方式固定连接,轴4的一端外周侧螺纹连接有防松螺母10,防松螺母10抵靠在定位底座2的侧壁上。
25.轴4的另一端贯穿提手3并螺纹连接有一紧固螺母8,在轴4的另一端外周侧套接有平垫圈9,平垫圈9位于紧固螺母8与提手3之间。
26.轴4的外周侧活动套接有调节套7,调节套7位于滑动套6与提手3之间,压缩弹簧12的数量为两个,且两个压缩弹簧12其中一个位于滑动套6与调节套7之间,另外一个位于调
节套7与提手3之间。调节套7可选用可调节式调节套,从而保证压缩弹簧提供适合的弹性力,以适应不同规格的加强片加工需求。
27.加强片13通过工装上的滑动套6和限位销5定位,通过压缩弹簧12的伸缩施加弹力压紧定位加强片13,将测试板14一端顶在定位销11上,实现加强片13与测试板14的定位,从而实现加强片13与测试板14定位后的粘结。
28.如图2
‑
3所示,将加强片13倾斜放在同侧两个滑动套6肩部沿轴4向外侧推动滑动套,待滑动套6与限位销5间距超过加强片13尺寸时放平加强片13,此时压缩弹簧12处于压缩状态,释放加强片13时,在压缩弹簧12的复位作用下,推动滑动套6将加强片13压紧定位在滑动套6与限位销5之间,一侧加强片13压紧定位后以同样的操作方法完成另一侧加强片13的压紧定位。
29.将粘结剂按要求涂抹在加强片13与测试板14贴合面,将测试板14放置在加强片13上,测试板14一端顶在定位销11上,手动向下压紧,完成粘结,待粘结完成后,取下试件,将工装清理干净,即可进行下一个试件的制作。
30.压缩弹簧12采用圆柱螺旋压缩弹簧,圆柱螺旋压缩弹簧施压定位加强片,操作简便,劳动强度低、对操作人员的操作水平要求低、制样效率高。
31.以上对本实用新型的较佳实施进行了具体说明,当然,本实用新型还可以采用与上述实施方式不同的形式,熟悉本领域的技术人员在不违背本实用新型精神的前提下所作的等同的变换或相应的改动,都应该属于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1