一种贴膜工装夹具的制作方法
1.本实用新型涉及l形零件贴膜的技术领域,特别是一种贴膜工装夹具。
背景技术:
2.l形零件的结构如图1所示,工艺上要求在l形零件的水平板1的顶表面上沿其长度方向贴上一个具有一定硬度的条形胶膜2,条形胶膜2的粘接面粘接于水平板1上,贴膜后得到的成品零件的结构如图2所示,工艺上要求贴膜后的各个零件上条形胶膜2的外边缘距水平板1外边缘的距离均相同,即要保证条形胶膜2贴在l形零件的位置均相同,以保证成品零件的一致性。然而,现有的贴膜工艺是工人先将l形零件摆放在工作台上,然后用镊子将条形胶膜2夹到l形零件水平板的顶表面上,随后调整条形胶膜2的位置以确保条形胶膜2外边缘距离水平板1外边缘的距离符合工艺要求,最终实现l形零件的贴膜。然而,这种贴膜工艺虽然能够完成l形零件的贴膜并得到成品零件,但是仍然存在以下缺陷:1、每次贴膜时,都需要调整条形胶膜的位置,增加了贴膜时间,这无疑是降低了贴膜效率。2、l形零件放置于工作台的台面上并没有定位固定,导致条形胶膜与l形零件接触时零件发生位移,最终导致条形胶膜2贴在l形零件的位置有偏差,从而降低了贴膜精度。因此亟需一种提高贴膜效率、提高贴膜精度的贴膜工装夹具。
技术实现要素:
3.本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、提高贴膜效率、提高贴膜精度、操作简单的贴膜工装夹具。
4.本实用新型的目的通过以下技术方案来实现:一种贴膜工装夹具,它包括载盘和盖板,所述载盘的顶表面上开设有多排容纳槽,每排容纳槽包括多个间隔设置的l形槽,l形槽的外轮廓与l形零件的外轮廓相配合,l形槽的深度大于或等于l形零件的厚度,所述载盘的顶表面上固设有至少三个定位钉,所述盖板上开设有多个与定位钉相配合的定位孔,盖板压在载盘的顶表面上,盖板上开设有多排与l形槽相对应的定位槽,定位槽设置于l形槽的水平槽的正上方,定位槽的宽度略大于条形胶膜的宽度,定位槽的长度略大于条形胶膜的长度。
5.所述载盘的顶表面上固设有三个定位钉,三个定位钉呈三角形设置,三个定位钉分布于载盘的角落处。
6.三个定位钉均垂直于载盘设置。
7.所述盖板上设置有三个定位孔,三个定位孔分别与三个定位钉相配合。
8.所述定位孔的直径与定位钉的直径相等。
9.每排容纳槽中相邻两个l形槽之间的间距相等。
10.所述载盘上开设有多条直槽,直槽的槽底与l形槽的槽底相平齐,直槽贯穿每排l形槽的纵向槽。
11.所述定位槽的前后侧均开设有通槽。
12.本实用新型具有以下优点:本实用新型结构紧凑、提高贴膜效率、提高贴膜精度、操作简单。
附图说明
13.图1 为l形零件的结构示意图;
14.图2 为成品零件的结构示意图;
15.图3 为本实用新型的结构示意图;
16.图4 为图3的a
‑
a剖视图;
17.图5 为载盘的结构示意图;
18.图6 为图5的b
‑
b剖视图;
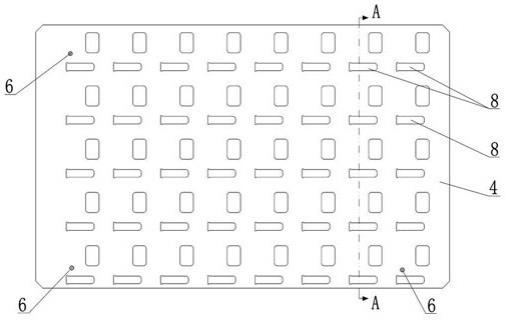
19.图7 为盖板的结构示意图;
20.图8 为图7的i部局部放大视图;
21.图中,1
‑
水平板,2
‑
条形胶膜,3
‑
载盘,4
‑
盖板,5
‑
l形槽,6
‑
定位钉,7
‑
定位孔,8
‑
定位槽,9
‑
水平槽,10
‑
直槽,11
‑
纵向槽,12
‑
通槽。
具体实施方式
22.下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
23.如图3~8所示,一种贴膜工装夹具,它包括载盘3和盖板4,所述载盘3的顶表面上开设有多排容纳槽,每排容纳槽包括多个间隔设置的l形槽5,每排容纳槽中相邻两个l形槽5之间的间距相等, l形槽5的外轮廓与l形零件的外轮廓相配合,l形槽5的深度大于或等于l形零件的厚度,所述载盘3的顶表面上固设有至少三个定位钉6,所述盖板4上开设有多个与定位钉6相配合的定位孔7,盖板4压在载盘3的顶表面上,盖板4上开设有多排与l形槽5相对应的定位槽8,定位槽8设置于l形槽5的水平槽9的正上方,定位槽8的宽度略大于条形胶膜2的宽度,定位槽8的长度略大于条形胶膜2的长度。
24.本实施例中,所述载盘3的顶表面上固设有三个定位钉6,三个定位钉6呈三角形设置,三个定位钉6分布于载盘3的角落处,三个定位钉6均垂直于载盘3设置,所述盖板4上设置有三个定位孔7,三个定位孔7分别与三个定位钉6相配合,所述定位孔7的直径与定位钉6的直径相等。所述载盘3上开设有多条直槽10,直槽10的槽底与l形槽5的槽底相平齐,直槽10贯穿每排l形槽5的纵向槽11。
25.本实用新型的工作过程如下:
26.s1、l形零件的摆盘,将载盘3的底表面支撑于工作台上;工人将盖板4从载盘3的定位钉6上取下,随后工人在各排容纳槽的l形槽5中各放置一个l形零件,l形零件与l形槽5相配合,最后将盖板4上的定位孔7分别套在定位钉6上,以将盖板4压在载盘3的顶表面上,从而实现了多个l形零件的摆盘,此时盖板4上的各个定位槽8分别对应的处于l形零件水平板的正上方,l形零件限制于l形槽5内,且限制于盖板4下方;
27.s2、工人用镊子夹持条形胶膜2,将条形胶膜2夹持于定位槽8内,随后向下压条形胶膜2的顶面,从而将条形胶膜的粘接面粘接于l形零件水平板的顶表面上,重复步骤s2,向每个定位槽8内分别夹持一个条形胶膜2,从而快速的完成一批l形零件的贴膜。因此贴膜
时,只需向定位槽8内放入条形胶膜即可完成贴膜,相比原有需调整条形胶膜位置的方法,缩短了贴膜时间,进而极大的提高了贴膜效率;
28.s3、贴膜后,向上从载盘3上取下盖板4,然后从直槽10处将贴膜后的成品零件从l形槽5中拿走。
29.在步骤s2的贴膜过程中,由于各个定位槽8分别对应的设置于各个l形槽5的水平槽9的正上方,因此各个定位槽8分别与各个l形零件的水平板相对应,即各定位槽8与各个l形零件水平板的位置关系相同,且定位槽8的宽度略大于条形胶膜2的宽度相等,定位槽8的长度略大于条形胶膜2的长度,确保了条形胶膜2贴在水平板上的位置均相同,从而保证了成品零件的一致性。此外, l形零件限制于l形槽5内,且限制于盖板4下方,因此当条形胶膜贴在l形零件的水平板后,零件不会发生位移,从而极大的提高了贴膜精度。
30.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种贴膜工装夹具,其特征在于:它包括载盘(3)和盖板(4),所述载盘(3)的顶表面上开设有多排容纳槽,每排容纳槽包括多个间隔设置的l形槽(5),l形槽(5)的外轮廓与l形零件的外轮廓相配合,l形槽(5)的深度大于或等于l形零件的厚度,所述载盘(3)的顶表面上固设有至少三个定位钉(6),所述盖板(4)上开设有多个与定位钉(6)相配合的定位孔(7),盖板(4)压在载盘(3)的顶表面上,盖板(4)上开设有多排与l形槽(5)相对应的定位槽(8),定位槽(8)设置于l形槽(5)的水平槽(9)的正上方,定位槽(8)的宽度略大于条形胶膜(2)的宽度,定位槽(8)的长度略大于条形胶膜(2)的长度。2.根据权利要求1所述的一种贴膜工装夹具,其特征在于:所述载盘(3)的顶表面上固设有三个定位钉(6),三个定位钉(6)呈三角形设置,三个定位钉(6)分布于载盘(3)的角落处。3.根据权利要求2所述的一种贴膜工装夹具,其特征在于:三个定位钉(6)均垂直于载盘(3)设置。4.根据权利要求1所述的一种贴膜工装夹具,其特征在于:所述盖板(4)上设置有三个定位孔(7),三个定位孔(7)分别与三个定位钉(6)相配合。5.根据权利要求4所述的一种贴膜工装夹具,其特征在于:所述定位孔(7)的直径与定位钉(6)的直径相等。6.根据权利要求1所述的一种贴膜工装夹具,其特征在于:每排容纳槽中相邻两个l形槽(5)之间的间距相等。7.根据权利要求1所述的一种贴膜工装夹具,其特征在于:所述载盘(3)上开设有多条直槽(10),直槽(10)的槽底与l形槽(5)的槽底相平齐,直槽(10)贯穿每排l形槽(5)的纵向槽(11)。8.根据权利要求1所述的一种贴膜工装夹具,其特征在于:所述定位槽(8)的前后侧均开设有通槽(12)。
技术总结
本实用新型公开了一种贴膜工装夹具,它包括载盘(3)和盖板(4),所述载盘(3)的顶表面上开设有多排容纳槽,每排容纳槽包括多个间隔设置的L形槽(5),L形槽(5)的外轮廓与L形零件的外轮廓相配合,L形槽(5)的深度大于或等于L形零件的厚度,所述载盘(3)的顶表面上固设有至少三个定位钉(6),所述盖板(4)上开设有多个与定位钉(6)相配合的定位孔(7),盖板(4)压在载盘(3)的顶表面上,盖板(4)上开设有多排与L形槽(5)相对应的定位槽(8)。本实用新型的有益效果是:结构紧凑、提高贴膜效率、提高贴膜精度、操作简单。操作简单。操作简单。
技术研发人员:周容 杨智豪 陈佳鑫 何秋吉 陆鹏程 肖雪 李晓冬
受保护的技术使用者:成都宏明双新科技股份有限公司
技术研发日:2020.12.09
技术公布日:2021/9/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1