零件定位用夹具及使用该零件定位用夹具的零件定位装置的制作方法
1.本发明涉及零件定位用夹具以及使用该零件定位用夹具的零件定位装置,更加详细而言,例如,涉及下述零件定位用夹具以及使用该零件定位用夹具的零件定位装置,其在汽车组装工厂中,在将发动机、变速器、电池等零件组装到主体的规定位置时,能够准确且迅速地进行该零件的定位。
背景技术:
2.在汽车生产工厂中的生产线的情况下,离开主体涂覆线的主体外壳进入最终组装线,输送到被称作伪装的发动机、变速器等零件的组装线。例如,在组装发动机的情况下,发动机在其它工厂制造并被输送到组装工厂,输送到工厂后,被载置于具有与发动机的下表面的凹凸对应的承受面的专用托盘(盘),利用输送机输送至移载位置并移载到零件搭载机的升降装置上。被投入组装线的零件搭载机与以悬挂状态输送来的主体外壳的运动同步地移动,如果到达主体外壳的下方,则升降装置进行上升动作,使发动机上升至组装位置,然后作业员进行其组装作业。
3.以往,在将零件载置到专用托盘上时,利用零件所具备的螺栓的头、铸造表面来进行包含水平度的定位(定精度),但是该定位作业是需要熟练并且需要花费工时的作业。如果在此没有进行零件的准确的定位,则会妨碍后续的组装作业。
4.以往,提出了下述方法:在将发动机组装体载置到具有多个夹具垫块的夹具盘上后,利用零件位置检测传感器检测发动机组装体的位置,基于该检测结果使夹具垫块移动,由此进行夹具盘上的发动机组装体的位置调整(日本特开平6-56058号公报)。另外,还提出了下述方法:在承接发动机组装体的移载装置中,将定位销插入发动机组装体的定位孔并使该定位销绕轴摆动从而变更为向汽车主体组装的姿势,然后使盘从发动机组装体的下方上升,使盘的多个销与发动机组装体的下表面的定位孔卡合从而进行定位(日本特开平6-31549号公报)。
5.专利文献1:日本特开平6-56058号公报专利文献2:日本特开平6-31549号公报。
6.发明要解决的问题用于实施上述提案所涉及的方法的装置的机构均较复杂,并且设置(零件的定位载置)需要花费时间和工时,还需要一定程度的熟练,存在设备成本以及作业成本提高的难题,需要改善。
技术实现要素:
7.本发明是为了应对该期望而作出的,本发明的课题是提供一种零件定位用夹具以及使用该零件定位用夹具的零件定位装置,其能够使零件制造后输送到组装工厂时的处理以及输送到组装工厂后在专用托盘上设置时的定位作业不需要熟练而能够利用简单的操作进行,并且,能够实现零件组装作业的效率化以及简易化,进而,能够提高汽车等的组装
效率。
8.用于解决问题的技术方案用于解决上述课题的技术方案一所述的发明是一种零件定位用夹具,该零件定位用夹具是用于通过安装于零件的下表面而辅助前述零件在组装时的定位的夹具,前述零件具有加工基准孔,其特征在于,前述零件定位用夹具构成为,设置有基底部件,在该基底部件中至少配置一个夹持件设置部,在前述夹持件设置部中以夹持件头从该夹持件设置部的顶面突出的方式设置内径夹持件。
9.在一实施方式中,前述基底部件呈t字形,在其三个端部中的任意两个端部配置前述夹持件设置部,在其它实施方式中,前述基底部件呈l字形,在其两个端部配置前述夹持件设置部。
10.另外,在一实施方式中,前述基底部件呈i字形,在其两端部配置有前述夹持件设置部。在这种情况下,有时在前述基底部件的两端部配置悬挂部。通常,前述基底部件以两根作为一组使用。
11.在一实施方式中,在前述基底部件的上表面的任意部位固定有缓冲件。
12.用于解决上述课题的技术方案八所述的发明是一种零件定位装置,该零件定位装置包括技术方案一至七中任一项所述的零件定位用夹具和接受该零件定位用夹具的专用托盘,其特征在于,前述专用托盘在基底板上具备定位壁,前述定位壁具有相当于前述基底部件的宽度的间隙,通过前述基底部件落入该定位壁的前述间隙内,安装于前述零件的状态的前述定位用夹具在前述专用托盘上被定位。
13.在一实施方式中,前述专用托盘的定位壁呈l字形。
14.发明效果如上所述,本发明能够经由零件定位用夹具的内径夹持件简单地将零件定位用夹具安装于零件的底面,由此,发动机等具有复杂的底面的零件的底面成为与平坦的情况没有区别的状态,因此,在此后的工厂内存储时、向用于向组装工厂输送的盘上载置时以及输送时等的处理变得极为容易,具有与此对应地降低成本的效果。
15.另外,通过安装有零件定位用夹具,能够在专用托盘上包含水平度地高精度地定位并且载置,能够经过此后的数次移载直到零件的组装作业位置而维持零件的定位精度,并且,具有能够顺畅地进行该零件的组装作业从而提高组装作业的效率的效果。
附图说明
16.图1是表示本发明所涉及的第1实施方式的零件定位用夹具的立体图。
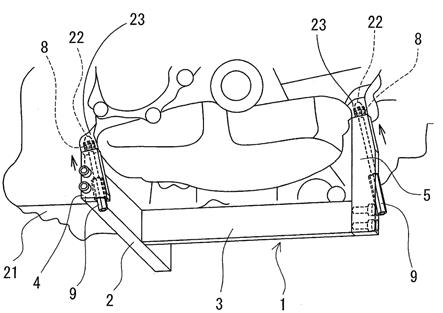
17.图2是表示将本发明所涉及的第1实施方式的零件定位用夹具安装于发动机的下表面的状态的立体图。
18.图3是表示本发明所涉及的第1实施方式的零件定位用夹具的主视图。
19.图4是表示本发明所涉及的零件定位用夹具中的内径夹持件的结构的局部剖视图。
20.图5是构成本发明所涉及的零件定位用夹具中的内径夹持件的驱动轴的主视图。
21.图6是图4中的a-a线截面放大图。
22.图7是表示将本发明所涉及的第1实施方式的零件定位用夹具设置在专用托盘上
并定位的方法的立体图。
23.图8是表示将本发明所涉及的第1实施方式的零件定位用夹具设置在专用托盘上并移送的方法的立体图。
24.图9是表示本发明所涉及的第3实施方式的零件定位用夹具的安装状态的背面立体图。
25.图10是表示本发明所涉及的第3实施方式的零件定位用夹具的安装状态的俯视图。
26.图11是本发明所涉及的第3实施方式的零件定位用夹具的主视图。
27.图12是表示本发明所涉及的第3实施方式的零件定位用夹具的主要部分的局部剖视图。
28.图13是表示本发明所涉及的第3实施方式的零件定位用夹具的主要部分的局部剖视图。
具体实施方式
29.参照附图对用于实施本发明的实施方式进行说明。此外,以下的说明是零件为发动机以及电池的情况,但是在其它零件、例如变速器等的情况下也没有特别变化,另外,本发明所涉及的零件定位用夹具以及使用该零件定位用夹具的定位装置不限于汽车组装线,还可以应用于其它大型机械的制造线。
30.通常,在发动机等组装零件中存在块加工时形成的加工基准孔以及基准面。以下叙述的本发明所涉及的零件定位用夹具利用形成于该零件的加工基准孔以及基准面,非永久地暂时安装于该零件的底面,由此使其后的处理过程中的该零件的定位作业容易。
31.图1至图3是作为定位对象的零件是发动机21的情况。如图所示,本发明所涉及的零件定位用夹具1构成为,在基底部件2的两个端部配置有夹持件设置部4、5,分别在夹持件设置部4、5装配有内径夹持件6、7。并且,如以下详细说明那样,零件定位用夹具1通过各内径夹持件6、7的夹持件头8插入发动机21的加工基准孔22内并夹持该部分,而安装于发动机21的下表面。
32.更加详细而言,图1至图3所示的实施方式中的基底部件2呈t字形,夹持件设置部4、5配置于构成基底部件2的横材3的一端和纵材3a的与横材3的接合侧相反的一侧的端部。夹持件设置部4、5有时也设置于横材3的两端或者纵材3a的两端。优选的是,在接受发动机21的底面的基底部件2的上表面的任意部位固定有缓冲件12。
33.内径夹持件6、7是下述夹持夹具:具有伴随驱动轴9的旋转操作而沿半径方向扩缩的夹持件头8,通过将该夹持件头8插入发动机21的加工基准孔22内,进行扩张动作从而强力按压加工基准孔22的内周壁,从而能够固定于加工基准孔22(参照图4)。更加详细而言,内径夹持件6、7的夹持件头8 包括:上侧锥体26,该上侧锥体26固定于驱动轴9的末端部并与驱动轴9一体地旋转;供驱动轴9插通的下侧锥体27;以及多个可动片28,该多个可动片28配置于上下锥体26、27之间并且锥形状的周面与上侧锥体26以及下侧锥体27滑动接触,多个可动片28借助o形环29或者c形环被抱持为稍微可动的状态。
34.内径夹持件6、7以使其驱动轴9与形成于作为安装对象的发动机21的加工基准孔22的朝向匹配的方式设置,并以用于使驱动轴9旋转驱动的转动操作部件31露出的方式安
装于夹持件设置部4、5。旋转操作部件31在上端部具有内螺纹部32,其上半部插入倾斜地形成于夹持件设置部4、5的插入部33中,驱动轴9的下端外螺纹部拧入内螺纹部32中。旋转操作部件31进入至其顶面与插入部33的内顶面抵接的位置(图4的状态)。
35.旋转操作部件31例如使操作棒34插入穿设于旋转操作部件31的下部的插入孔35而转动。如果旋转操作部件31被旋转驱动,则旋转操作部件31的顶面与插入部33的内顶面碰撞从而不能够上下移动,因此拧入其内螺纹部32的驱动轴9上下移动。优选的是,配置有驱动轴9的止转机构。在图示的例子中,在驱动轴9的中间部形成有平坦部36,止动螺钉(六角孔螺钉)37从夹持件设置部4、5的外侧面朝向平坦部36插入(参照图5、6)。止动螺钉37通过拧入固定于夹持件设置部4、5的外侧面的螺母38而进退,在前进时按压平坦部36从而阻止驱动轴9旋转,在后退时远离平坦部36从而允许驱动轴9旋转。
36.夹持件设置部4、5的顶面是定位面10、11,该定位面10、11抵接于与加工基准孔22一起设置于发动机21的底面的基准面23(参照图4)。在将定位用夹具1安装于发动机21时,通过使该定位面10、11与发动机21的基准面23抵接,使定位用夹具1相对于发动机21的定位精度提高(参照图2)。优选的是,在定位面10、11形成有二级孔25,内径夹持件6、7的下侧锥体27与二级孔25的中央的凹陷嵌合(参照图4)。下侧锥体27收纳于二级孔25的中央的凹陷中,在与上侧锥体26之间夹压可动片28。
37.在使内径夹持件6、7相对于加工基准孔22作用时,将夹持件头8插入加工基准孔22内直到夹持件设置部4、5的定位面10、11与基准面23抵接。并且,如果将旋转操作部件31旋转操作而使驱动轴9朝向夹持方向(旋退方向)旋转,则驱动轴9被朝向下方拉引。伴随于此,上侧锥体26一边旋转一边下降从而靠近下侧锥体27,在与下侧锥体27之间较强地夹压各可动片28。由此,各可动片28被压下并且被沿径向压出,较强地按压加工基准孔22的内周面。其结果是,内径夹持件6、7固定于加工基准孔22不脱落。如此一来,定位用夹具1牢固地固定于发动机21的底面。
38.本发明所涉及的定位用夹具1被设置在专用托盘15上的固定位置。专用托盘15载置被输送到组装工厂的发动机21,在将发动机21输送到工厂内的零件组装作业位置并且使发动机21上升至组装位置时使用。基底部件2呈t字形的上述第1实施方式的情况下的专用托盘15在基底板上以直角状配置有一对定位壁16、17,该一对定位壁16、17由具有相当于构成基底部件2 的横材3和纵材3a的宽度的间隙的两重壁构成(参照图7)。
39.定位用夹具1在下降到专用托盘15上时,横材3落入一方的定位壁17的间隙内,纵材3a落入另一方的定位壁16的间隙内,由此在专用托盘15上,定位用夹具1以及安装有该定位用夹具1的发动机21被自动地定位并设置。
40.接下来,对本发明所涉及的定位用夹具1的使用方法进行说明。在使用时,从事先形成于发动机21的外底面的多个加工基准孔中选择用于定位用夹具安装的加工基准孔22,确定对应的内径夹持件6、7的驱动轴9是否朝向该加工基准孔22的穿设方向。此外,定位用夹具1能够针对加工基准孔22的设置位置相同的同一种类的发动机21反复使用。
41.接下来,通过将内径夹持件6、7的夹持件头8插入并固定于加工基准孔22内,将定位用夹具1非永久地暂时安装于悬挂地输送来的发动机21的底面。内径夹持件6、7的夹持件头8伴随驱动轴9的旋转操作而沿半径方向扩缩。在将该夹持件头8插入发动机21的加工基准孔22内之后,通过操作转动操作部件31而使驱动轴9旋转,由此使内径夹持件6、7进行扩
张动作而从内侧夹持加工基准孔22,从而将定位用夹具1暂时地安装于发动机21的下表面。
42.如此一来,安装了定位用夹具1后的发动机21在载置时其底面自身不直接落座,而是定位用夹具1落座,因此成为与发动机21的底面平坦的情况没有区别的状态。因此,如果将定位用夹具1的安装作业在发动机制造工厂中进行,则其后的工厂内存储、向用于向组装工厂输送的盘上的载置等变得极为容易,有助于削减成本。
43.通过将输送到组装工厂的安装有定位用夹具1的发动机21降落到专用托盘15上,将成直角的横材3和纵材3a分别收纳在定位壁16、17的间隙内,从而能够将定位用夹具1、换言之将发动机21定位并设置在专用托盘15上的固定位置。
44.载置了发动机21的专用托盘15借助适当的输送机构输送到零件组装作业位置,即悬挂状态的主体外壳30的下方,移载到零件搭载机的升降装置上,利用升降装置使专用托盘15上升至零件组装位置,在此借助人工将发动机21组装到主体外壳30(参照图8)。定位用夹具1在零件的组装完成后拆卸。
45.如上所述,本发明能够在零件制造工厂等中在发动机的底面经由内径夹持件简单地安装零件定位用夹具,由此,成为与发动机的底面平坦的情况没有区别的状态,因此,在此后的工厂内存储时、向用于向组装工厂输送的盘上载置时以及输送时等的处理变得极为容易,与此对应地削减成本。
46.上述第1实施方式中的基底部件2呈t字形,但是也可以呈l字形。即,是将横材3和纵材3a以直角状组合的方式。该情况下的夹持件设置部4、5配置于基底部件2的两个端部或者正交部。另外,该第2实施方式的情况下的专用托盘15也与上述第1实施方式相同。
47.如图9至图13所示,第3实施方式中的基底部件2是一根i字形的空心或者实心的板状部件。此外,在图9至图13中标记与图1至图8中相同的附图标记的部分是与第1实施方式中的部分相同的结构,因此省略详细的说明。该第3实施方式将电池41假想为组装零件,通常该零件定位用夹具1以两个作为一组使用。
48.夹持件设置部4、5以上下贯通的方式埋设于基底部件2的两端,内径夹持件6、7向上表面侧突出,转动操作部件31向下表面侧突出。另外,在基底部件2的两端配置有框部件42。该框部件42收纳电池41的突出端部,保护该部分并且发挥在将内径夹持件6、7的夹持件头8向加工基准孔22插入时的定位的作用。如图10所示,有时在电池41的突出端部形成有侧方突部,而在这种情况下,在框部件42中形成有用于避让该侧方突部的缺口42a。
49.而且,在基底部件2的两端部配置悬挂部43。该悬挂部43用于在吊车移送时挂住吊车的钩部。
50.在该第3实施方式的情况下,首先通过将内径夹持件6、7的夹持件头8插入电池41的底面的加工基准孔22中,操作转动操作部件31使内径夹持件6、7进行扩张动作而固定于加工基准孔22,从而将一个零件定位用夹具1安装于电池41的底面。接下来,同样地将第二个零件定位用夹具1安装于电池41的底面(参照图9)。之后,电池能够利用悬挂部43移送至各工序。
51.该第3实施方式的情况下的专用托盘15比向基底部件2的下表面侧突出的转动操作部件31、31之间的间隔狭窄,或者设置用于避让转动操作部件31的开口。
52.以上对本发明的各种实施方式进行了说明,但是本发明并不受这些实施方式限制,在本发明的技术思想的范围内能够进行各种变更。例如,基底部件不限于上述的t字形、
l字形、i字形,还可以是十字形、三角形、其它形状。
53.工业上的利用可能性本发明所涉及的零件定位用夹具能够简单地安装于零件的底面,另外,能够容易地设置于专用托盘,由此复杂形状的零件的底面成为平坦的状态,因此,在此后的工厂内存储时、向用于向组装工厂输送的盘上载置时以及输送时等的处理变得极为容易。
54.另外,安装有零件定位用夹具的零件能够在专用托盘上包含水平度地高精度地定位并且载置,因此能够经过之后的数次移载直到组装作业位置而维持其定位精度,能够使该零件的组装作业顺畅地进行,大幅度提高组装作业的效率,因此能够极大提高本发明所涉及的零件定位用夹具在工业上的利用可能性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1