用于吸音棉生产的平切机的制作方法
1.本实用新型涉及吸音棉切割装置技术领域,更具体涉及一种用于吸音棉生产的平切机。
背景技术:
2.吸音棉是一种人造无机纤维,采用石英砂、石灰石、白云石等天然矿石为主要原料,配合一些纯碱、硼砂等化工原料熔成玻璃。在融化状态下,借助外力吹制式甩成絮状细纤维,纤维和纤维之间为立体交叉,互相缠绕在一起,呈现出许多细小的间隙。
3.目前的切割装置对吸音棉在进行切割时,通常采用人手持握吸音棉移动至切割装置下方,切割装置的切刀为固定状态,切割装置上并没有专门的测量装置对吸音棉的切割位置进行测量,吸音棉的切割精度不佳。
技术实现要素:
4.本实用新型需要解决的技术问题是提供一种用于吸音棉生产的平切机,以解决采用目前的切割装置对吸音棉在进行切割时,吸音棉的切割精度不佳的问题,以实现对吸音棉的有效定位,提高吸音棉的切割精度。
5.为解决上述技术问题,本实用新型所采取的技术方案如下。
6.用于吸音棉生产的平切机,包括机架以及滑动配装设置在固定滑轨上并能够往复运动的移动切割平台;所述机架上通过切割刀片驱动机构套设有呈环形设置、用于在竖直面上传动并对吸音棉进行切割的切割刀片,移动切割平台上开设有与固定滑轨相平行用于使得切割刀片穿过的切割间隙;所述移动切割平台上设置有与吸音棉端部相接触、用于调节吸音棉切割长度的切割长度定位机构。
7.进一步优化技术方案,所述切割刀片驱动机构包括分别依次转动设置在机架四角处的主动转轮、第一从动转轮、第二从动转轮和第三从动转轮,主动转轮的一端连接设置有驱动电机,切割刀片套设在主动转轮、第一从动转轮、第二从动转轮和第三从动转轮上。
8.进一步优化技术方案,所述第一从动转轮转动连接有连接轴,连接轴的底端通过定位座进行支撑,连接轴的中部螺纹配装设置有与机架转动设置的调节螺杆,调节螺杆的端部连接设置有调节手轮。
9.进一步优化技术方案,所述固定滑轨设置有两条并分别通过支架设置在地面上;所述移动切割平台的底端设置有若干与固定滑轨相配装的可移动滚轮。
10.进一步优化技术方案,所述切割长度定位机构包括通过调节组件设置在移动切割平台上方的可移动竖直挡板,可移动竖直挡板的一端面与吸音棉端部相接触;所述移动切割平台的顶端面上还设置有一端与切割间隙相平齐并位于可移动竖直挡板下方的刻度尺。
11.进一步优化技术方案,所述调节组件包括设置在移动切割平台顶端面上的两条齿条、与齿条相配装并转动设置在可移动竖直挡板上的从动齿轮、固定设置在可移动竖直挡板侧壁上的连接板、与连接板相连接的竖直板以及与齿条相配装并与竖直板转动连接的主
动齿轮,主动齿轮的一端连接设置有手动转轮;所述竖直板的底端固定设置有可移动滑套,可移动滑套滑动配装设置在固定于移动切割平台侧壁上的滑动柱上。
12.进一步优化技术方案,位于切割间隙正上方的机架上通过升降组件连接设置有可调节压板,可调节压板上设置有限位槽以及限位轮;所述升降组件包括固定设置在机架上的固定套、配装设置在固定套内并与可调节压板相连接的调节柱杆以及用于定位调节柱杆和固定套的定位螺栓。
13.由于采用了以上技术方案,本实用新型所取得技术进步如下。
14.本实用新型通过切割刀片驱动机构驱动切割刀片沿环向传动,使得吸音棉移动至切割位置时,由移动的切割刀片对吸音棉进行有效切割,保证了切割的平整度;移动切割平台上设置的切割长度定位机构能够对吸音棉的端部进行定位,并能够对吸音棉的切割长度进行调节,提高了吸音棉的切割精度。
15.本实用新型对切割刀片的张紧力进行调节时,转动调节手轮时,调节螺杆转动,进而带动连接轴及第一从动转轮靠近或远离主动转轮,实现对套设在主动转轮、第一从动转轮、第二从动转轮和第三从动转轮上的切割刀片张紧力的调节。
附图说明
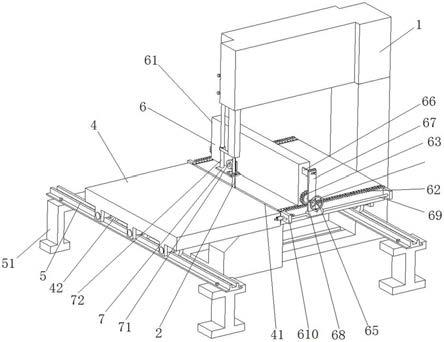
16.图1为本实用新型的结构示意图;
17.图2为本实用新型的另一视角结构示意图;
18.图3为本实用新型的主视图;
19.图4为本实用新型的部分结构示意图;
20.图5为本实用新型在进行吸音棉切割时的结构示意图;
21.图6为本实用新型切割刀片驱动机构的结构示意图。
22.其中:1、机架,2、切割刀片,3、切割刀片驱动机构,31、主动转轮,32、第一从动转轮,33、第二从动转轮,34、第三从动转轮,35、驱动电机,36、连接轴,37、调节螺杆,38、调节手轮,39、定位座,4、移动切割平台,41、切割间隙,42、可移动滚轮,5、固定滑轨,51、支架,6、切割长度定位机构,61、可移动竖直挡板,62、齿条,63、主动齿轮,64、从动齿轮,65、手动转轮,66、连接板,67、竖直板,68、可移动滑套,69、滑动柱,610、定位板,611、刻度尺,7、可调节压板,71、限位轮,72、调节柱杆,73、固定套,74、定位螺栓,8、吸音棉。
具体实施方式
23.下面将结合附图和具体实施例对本实用新型进行进一步详细说明。
24.用于吸音棉生产的平切机,结合图1至图6所示,包括机架1、固定滑轨5、移动切割平台4、切割刀片驱动机构3、切割刀片2、切割间隙41、切割长度定位机构6。
25.移动切割平台4滑动配装设置在固定滑轨5上,并能够往复运动。固定滑轨5设置有两条并分别通过支架51设置在地面上;移动切割平台4的底端设置有若干与固定滑轨5相配装的可移动滚轮42。
26.机架1上通过切割刀片驱动机构3套设有切割刀片2,切割刀片2呈环形设置,用于在竖直面上传动并对吸音棉8进行切割。
27.切割刀片驱动机构3包括分别依次转动设置在机架1四角处的主动转轮31、第一从
动转轮32、第二从动转轮33和第三从动转轮34,主动转轮31的一端连接设置有驱动电机35,切割刀片2套设在主动转轮31、第一从动转轮32、第二从动转轮33和第三从动转轮34上。
28.第一从动转轮32转动连接有连接轴36,连接轴36的底端通过定位座39进行支撑,连接轴36的中部螺纹配装设置有调节螺杆37,调节螺杆37通过轴承与机架1转动设置,调节螺杆37的端部连接设置有调节手轮38,当转动调节手轮38时,调节螺杆37转动,进而带动连接轴36及第一从动转轮32靠近或远离主动转轮31,实现对套设在主动转轮31、第一从动转轮32、第二从动转轮33和第三从动转轮34上的切割刀片2张紧力的调节。
29.移动切割平台4上开设有切割间隙41,切割间隙41与固定滑轨5相平行,用于使得切割刀片2穿过。
30.移动切割平台4上设置有切割长度定位机构6,切割长度定位机构6与吸音棉8端部相接触,用于调节吸音棉8切割长度。
31.切割长度定位机构6包括通过调节组件设置在移动切割平台4上方的可移动竖直挡板61,可移动竖直挡板61的一端面与吸音棉8端部相接触。移动切割平台4的顶端面上还设置有一端与切割间隙41相平齐并位于可移动竖直挡板61下方的刻度尺611。
32.调节组件包括设置在移动切割平台4顶端面上的两条齿条62、与齿条62相配装并转动设置在可移动竖直挡板61上的从动齿轮64、固定设置在可移动竖直挡板61侧壁上的连接板66、与连接板66相连接的竖直板67以及与齿条62相配装并与竖直板67转动连接的主动齿轮63,主动齿轮63的一端连接设置有手动转轮65。
33.竖直板67的底端固定设置有可移动滑套68,可移动滑套68滑动配装设置在滑动柱69上,移动切割平台4侧壁上固定设置有一对定位板610,两定位板610之间固定设置有滑动柱69,可移动滑套68滑动套设在滑动柱69上。
34.位于切割间隙41正上方的机架1上通过升降组件连接设置有可调节压板7,可调节压板7上设置有限位槽以及限位轮71,设置的限位槽能够对切割刀片2的左右位置进行限位,设置的限位轮71能够对切割刀片2的前后位置进行限位,进而有效防止切割刀片2在运动过程中发生晃动的可能性。
35.升降组件包括固定设置在机架1上的固定套73、配装设置在固定套73内并与可调节压板7相连接的调节柱杆72以及用于定位调节柱杆72和固定套73的定位螺栓74。
36.本实用新型在进行吸音棉的切割过程如下。
37.首先,对吸音棉的切割长度进行调节,人手转动手动转轮65,手动转轮65驱动主动齿轮63转动,使得主动齿轮63及从动齿轮64沿着齿条62移动,带动可移动竖直挡板61左右移动。观察可移动竖直挡板61的左端底边线位于刻度尺611上的位置,使得可移动竖直挡板61的左端底边线位于刻度尺切割所需位置。
38.然后,启动驱动电机35,通过驱动电机35带动主动转轮31转动,因切割刀片2张紧套设在主动转轮31、第一从动转轮32、第二从动转轮33和第三从动转轮34上,进而主动转轮31转动时能够带动切割刀片2沿环向传动。
39.而后,将吸音棉8平放至移动切割平台4上,使得吸音棉8的一端与可移动竖直挡板61的左端相接触。接着,一只人手按压吸音棉8,使其不发生晃动,另一手推动移动切割平台4,进而使得吸音棉8移动至切割刀片2的切割位置,移动的切割刀片2将吸音棉进行切割。在吸音棉切割完成后,人手拉回移动切割平台4。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1