一种理疗电极片的组装及导通检测治具的制作方法
1.本实用新型涉及电极片安装检测技术领域,特别涉及一种理疗电极片的组装及导通检测治具。
背景技术:
2.随着社会的发展,市面上的理疗产品也越来越多,其中就包括理疗电极片,理疗电极片的使用原理是将电极片固定依附在患者相应的理疗部位,然后再向理疗电极片供电,将电流脉冲信号从中低频率理疗仪上传到患者的理疗部位,模拟针灸、按摩、推拿,捶打等功效,从而达到治疗、保健的效果,避免了传统意义上的有针灸引起的疼痛感和血液交叉感染的问题。
3.如附图1为现有技术中的理疗电极片,理疗电极片1’包括有片状的电极片主体11’、塑料制成的扣件12’(图2),扣件12’的中部设置有粘胶,扣件12’通过粘胶粘附于电极片主体11’的中部,扣件12’与电极片主体11’呈垂直状粘合,扣件12’的一端设置为弧形的弯部121’,扣件12’的另一端设置为电连部122’,电连部122’设置有两个探针插孔2’,探针插孔2’内设有金属连接片,扣件12’上还安装有两个圆锥线圈弹簧3’,圆锥线圈弹簧3’的一端连接于金属连接片上,当电极片主体11’与扣件12’相粘合时,电极片主体11’与扣件12’相配合将圆锥线圈弹簧3’粘合固定。
4.在现有技术中,将扣件组装于电极片主体上并进行检测过程时,采用人工分别在组装工位上进行黏贴过程,然后再将组装后的理疗电极片搬运至检测工位,对金属连接片及圆锥线圈弹簧是否安装到位进行检测。如此,不仅在安装过程中存在难以定位、准确性较差的问题,导致产品的生产质量较差,而且需在两个不同工位间搬运,存在耗时费力的问题。
技术实现要素:
5.本实用新型的目的是提供一种理疗电极片的组装及导通检测治具,具有高效、准确定位的效果,大大提髙品质,还可实现组装后快速检测,具有省时省力的效果。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种理疗电极片的组装及导通检测治具,包括有检测台、检测部件,检测台的台面上开设有电极片组装定位型腔、第一扣件定位型腔和第二扣件定位型腔,第一扣件定位型腔内设有两根检测探针,检测探针通过导线电性连接于检测部件;还包括有压合部件,用于将组装后的理疗电极片压合固定。
7.通过采用上述技术方案,在组装时,先将电极片主体对应放置于电极片组装定位型腔中定位,然后将扣件上的粘胶纸撕去,将电连部对应插入于第一扣件定位型腔,使得检测探针对应插入于探针插孔内且对应金属连接片,将弯部对应插入至第二扣件定位型腔中,即可对扣件实现定位,最后采用压合部件将扣件与电极片主体压紧,压紧的同时,还使得检测探针与金属连接片相接触导通,即可通过检测部件检测是否合格。如此,在完成组装
的同时即可完成检测过程,将组装与检测集成于一体,具有定位准确、高效生产的效果,使得品质大大提高,且还具有省时省力的作用。
8.本实用新型的进一步设置为:第一扣件定位型腔、第二扣件定位型腔分别位于电极片组装定位型腔的两侧,且第一扣件定位型腔与第二扣件定位型腔位于同一直线上。
9.本实用新型的进一步设置为:压合部件设置为压柱,压柱的下端包裹有保护布。
10.通过采用上述技术方案,一方面,当压合部件将扣件压紧于电极片主体上时,压柱的下端抵于扣件、电极片主体上,具有压力较均衡、受压面积较大的效果;另一方面,由于压柱的下端设有保护布,相较于现有技术中工人采用手直接按压而言,不易对电极片主体和扣件表面造成损伤或产生划痕,可进一步提高生产质量。
11.本实用新型的进一步设置为:保护布设置为pu布,pu布的厚度设置为1-2mm。
12.本实用新型的进一步设置为:检测台的侧边一体成型有归置台,归置台开设有定位孔,定位孔与压柱定位配合。
13.通过采用上述技术方案,当压柱压合完成后,可将其对应放置于归置台的定位孔内,在一定程度上可防止压柱丢失,且对压柱的底部也可起到较好的保护作用,防止粘上杂质而对电极片造成损伤。
14.本实用新型的进一步设置为:检测部件设置为电压检测表,电压检测表上设有报警装置及指示灯。
15.通过采用上述技术方案,当电压检测表检测到理疗电极片不合格时,即可通过报警装置发出警报,指示灯闪烁提醒。
16.本实用新型的进一步设置为:还包括有负压抽气装置,负压抽气装置与电极片组装定位型腔相连。
17.通过采用上述技术方案,负压抽气装置对电极片组装定位型腔内进行抽气,使得电极片组装定位型腔内形成负压,当电极片主体放置于电极片组装定位型腔内时,可使其被吸附于电极片组装定位型腔中,不易脱离,具有较好的定位效果。
18.本实用新型的进一步设置为:检测台开设有抽气主通道、若干抽气分通道,抽气分通道连通于抽气主通道、电极片组装定位型腔,抽气主通道连接于负压抽气装置。
19.通过采用上述技术方案,负压抽气装置通过抽气主通道、抽气分通道即可将电极片组装定位型腔中的气体抽出。
20.本实用新型的进一步设置为:电极片组装定位型腔设置为长条状,抽气分通道设置于电极片组装定位型腔的两端,每端均设有两个抽气分通道。
21.通过采用上述技术方案,将抽气分通道设置于电极片组装定位型腔的两端,使得电极片主体放置于电极片组装定位型腔内后,整体被吸附的效果较好,两端不易出现上翘的现象。
22.本实用新型的进一步设置为:检测台的底面开设有限位槽,导线限位嵌入于限位槽内。
23.通过采用上述技术方案,导线被束缚限制于限位槽中,使得导线收纳有序,不易产生杂乱的现象。
24.综上所述,本实用新型具有以下有益效果:
25.1.采用在检测台上设置若干定位型腔和检测探针的方式,通过压合部件压合,如
此,在完成组装的同时即可完成检测过程,将组装与检测集成于一体,具有定位准确、高效生产的效果,使得品质大大提高,且还具有省时省力的作用;
26.2.采用在压柱的下端包裹保护布的方式,一方面,当压合部件将扣件压紧于电极片主体上时,压柱的下端抵于扣件、电极片主体上,具有压力较均衡、受压面积较大的效果;另一方面,由于压柱的下端设有保护布,相较于现有技术中工人采用手直接按压而言,不易对电极片主体和扣件表面造成损伤或产生划痕,进一步可提高生产质量;
27.3.采用在检测台设置负压抽气装置对电极片组装定位型腔内抽气形成负压,将电极片主体进行吸附,具有较好的定位效果。
附图说明
28.图1是现有技术中理疗电极片的结构关系示意图。
29.图2是现有技术中扣件的结构关系示意图。
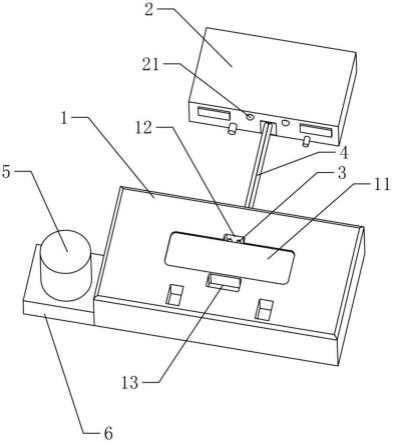
30.图3是实施例一的整体结构关系示意图。
31.图4是实施例一的另一视角的结构关系示意图,其中压柱未示出。
32.图5是实施例一中压柱的结构关系示意图。
33.图6是实施例二的整体结构关系示意图。
34.图7是实施例二的俯视图。
35.图8是图7中a-a截面的剖视图。
36.图中:1’、理疗电极片;11’、电极片主体;12’、扣件;121’、弯部;122’、电连部;2’、探针插孔;3’、圆锥线圈弹簧;1、检测台;11、电极片组装定位型腔;12、第一扣件定位型腔;13、第二扣件定位型腔;14、限位槽;15、抽气主通道;16、抽气分通道;2、电压检测表;21、指示灯;3、检测探针;4、导线;5、压柱;51、保护布;6、归置台;61、定位孔;7、负压抽气装置;8、连接管道。
具体实施方式
37.下面结合附图对本实用新型作进一步的说明。
38.实施例一:
39.一种理疗电极片的组装及导通检测治具,如图3-5所示,包括有检测台1、检测部件,在本实施例中,检测部件设置为电压检测表2,电压检测表2上设有报警装置(图中未示出)及指示灯21。检测台1的台面上开设有电极片组装定位型腔11、第一扣件定位型腔12和第二扣件定位型腔13,第一扣件定位型腔12、第二扣件定位型腔13分别位于电极片组装定位型腔11的两侧,且第一扣件定位型腔12与第二扣件定位型腔13位于同一直线上,第一扣件定位型腔12和第二扣件定位型腔13连接线与电极片组装定位型腔11相垂直。第一扣件定位型腔12内设有两根检测探针3,检测探针3通过导线4电性连接于电压检测表2。
40.如图4所示,检测台1的底面开设有限位槽14,导线4被限位嵌入于限位槽14内,导线4被束缚限制于限位槽14中,使得导线4收纳有序,不易产生杂乱的现象。
41.如图3-5所示,还包括有用于将组装后的理疗电极片1’压合固定压合部件,压合部件设置为压柱5,检测台1的侧边一体成型有归置台6,归置台6开设有定位孔61,定位孔61与压柱5定位配合。压柱5的下端包裹有保护布51,在本实施例中保护布51设置为聚氨酯合成
皮材质,即pu布,pu布的厚度设置为1-2mm,在其他实施例中,还可采用棉布等较柔软的布料。
42.采用压柱5进行压合,一方面,当压合部件将扣件12’压紧于电极片主体11’上时,压柱5的下端抵于扣件12’、电极片主体11’上,具有压力较均衡、受压面积较大的效果;另一方面,由于压柱5的下端设有保护布51,相较于现有技术中工人采用手直接按压而言,不易对电极片主体11’和扣件12’表面造成损伤或产生划痕,进一步可提高生产质量。当压柱5压合完成后,可将其对应放置于归置台6的定位孔61内,在一定程度上可防止压柱5丢失,且对压柱5的底部也可起到较好的保护作用,防止粘上杂质而对电极片造成损伤。
43.本实用新型的基本工作原理为:在组装时,先将电极片主体11’对应放置于电极片组装定位型腔11中定位,然后将扣件12’上的粘胶纸撕去后,将电连部122’对应插入于第一扣件定位型腔12,使得检测探针3对应插入于探针插孔2’内且对应金属连接片,将弯部121’对应插入至第二扣件定位型腔13中,即可对扣件12’实现定位,最后采用压柱5将扣件12’与电极片主体11’压紧,压紧的同时,还使得检测探针3与金属连接片相接触连通,即可通过检测部件检测是否合格,若扣件12’中缺少一个或两个圆锥线圈弹簧3’,则检测部件会发出警报,指示灯21闪烁提醒,为检测不合格;若扣件12’中两个圆锥线圈弹簧3’均安装到位,则检测通过。如此,在完成组装的同时即可完成检测过程,将组装与检测集成于一体,具有定位准确、高效生产的效果,使得品质大大提高,且还具有省时省力的作用。
44.实施例二:
45.一种理疗电极片的组装及导通检测治具,如图6-8所示,本实施例与实施例一的不同之处在于:还包括有负压抽气装置7,负压抽气装置7设置于检测台1的一侧,负压抽气装置7与电极片组装定位型腔11相连。检测台1开设有抽气主通道15、四个抽气分通道16,抽气分通道16的下端连通于抽气主通道15、上端连通于电极片组装定位型腔11,抽气主通道15的外端通过连接管道连接于负压抽气装置7,在本实施例中,负压抽气装置7设置为抽气泵。电极片组装定位型腔11设置为长条状,抽气分通道16设置于电极片组装定位型腔11的两端,每端均设有两个抽气分通道16。
46.理疗电极片1’在组装过程中,负压抽气装置7对电极片组装定位型腔11内进行抽气,负压抽气装置7通过抽气主通道15、抽气分通道16即可将电极片组装定位型腔11中的气体抽出,使得电极片组装定位型腔11内形成负压,当电极片主体11’放置于电极片组装定位型腔11内时,可使其被吸附于电极片组装定位型腔11中,将抽气分通道16设置于电极片组装定位型腔11的两端,使得电极片主体11’放置于电极片组装定位型腔11内后,整体被吸附的效果较好,不易脱离,且电极片主体11’的两端不易出现上翘的现象,具有较好的定位效果,如此更便于扣件12’的安装和压合。
47.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1