双组份空气纤维及其生产设备的制作方法
1.本技术涉及床垫、坐垫、枕头等领域,特别是一种双组份空气纤维及其生产设备。
背景技术:
2.空气纤维是由英文air fiber音译过来的,是指用聚烯烃、聚酯弹性体或其他热塑性弹性体材料,经过干燥,高温熔化挤出,利用细孔成丝状,采用水波纹一体冷却成型技术,在重力作用下,通过150℃-300℃和10℃-80℃瞬间温差,依赖水的浮力,立体缠绕使其形成无序交织物,聚合成一体压缩、不易塌陷的3d空气支撑结构,俗称“空气纤维”。
3.基于材料自身优良的力学性能,产品能够将人体压力均匀分散成上万个支撑点,内部结构独特,有无数个空腔,不聚集湿气和热量,空气在数千根丝之间自由流通,时刻保持内部空气清新流畅,给予头部、颈部、腰部、背部、臀部最优舒适感,故称之为“零压材料”,是枕头、靠垫、座垫、床垫芯材新的替代品。
4.空气纤维芯材可以用于床垫、坐垫、榻榻米飘窗垫、靠枕、枕头等众多领域,尤其适用学校、酒店、医院、户外等等使用需求。
5.现有的空气纤维性能不佳,有待改善。
技术实现要素:
6.本发明的目的在于提供一种双组份空气纤维及其生产设备,以克服现有技术中的不足。
7.为实现上述目的,本发明提供如下技术方案:
8.本技术实施例公开了双组份空气纤维,其特征在于:由使连续线状体弯曲而形成无规环、使各个环在熔融状态下彼此接触而得到的无规环接合结构形成的,所述连续线状体包括聚酯系热塑性弹性体和聚烯烃系热塑性弹性体,所述聚酯系热塑性弹性体为实心截面,所述聚烯烃系热塑性弹性体为中空截面,所述聚酯系热塑性弹性体固定套接在聚烯烃系热塑性弹性体内。
9.优选的,在上述的双组份空气纤维中,所述连续线状体为实心截面。
10.优选的,在上述的双组份空气纤维中,所述连续线状体的丝径为0.3mm-3mm。
11.优选的,在上述的双组份空气纤维中,所述聚烯烃系热塑性弹性件占连接线状体的5%-30%,所述聚酯系热塑性弹性体占连接线状体的70%-95%。
12.优选的,在上述的双组份空气纤维中,所述无规环结合体的表观密度为0.03-0.12g/cm3。
13.优选的,在上述的双组份空气纤维中,所述无规环结合体的平均每单位重量的结合点数为40-480个/g。
14.一种双组份空气纤维的生产设备,其特征在于:包括:挤出装置,所述挤出装置用于挤出连续性状体;水箱冷却装置,所述水箱冷却装置设置在挤出装置的后侧,用于使连续线状体弯曲形成无规则环且各个环在熔融状态下彼此接触后得到无规环结构并冷却成型;
脱水装置,所述脱水机构设置在水箱冷却装置后侧,用于将无规环结构表面的水份去除;牵引切割机构,所述牵引切割机构设置在所述脱水装置后侧,用于对无规环结构进行牵引切割得到双组份空气纤维。
15.优选的,在上述的双组份空气纤维的生产设备中,所述挤出装置包括双组份喷丝板和一对挤出机,一对所述挤出机并排设置,所述双组份喷丝板与一对挤出机衔接。
16.优选的,在上述的双组份空气纤维的生产设备中,所述双组份喷丝板由第一喷丝板、第二喷丝板、第三喷丝板、第四喷丝板和第五喷丝板叠加而成,所述第一喷丝板的上表面设有分别与一对挤出机配合的第一a组份进入槽和第一b组份进入槽,所述第一a组份进入槽内设有多排第一a组份排出孔,所述第一b组份进入槽内设有多排第一b组份排出孔,所述第二喷丝板上设有多列第二a组份流道和多列第二b组份流道,多列所述第二a组份流道与多排第一a组份排出孔均匀连通,多列所述第二b组份流道与多排第一b组份排出孔均匀连通,多列所述第二a组份流道与多列所述第二b组份流道从左往右依次间隔设置,所述第三喷丝板上从上往下凹设有分别与第二a组份流道及第二b组份流道配合的多排第一喷丝槽和多排第二喷丝槽,多排所述第一喷丝槽和多排第二喷丝槽间隔设置,所述第一喷丝槽内均匀设有细化的一排第一流孔,所述第二喷丝槽内均匀设有细化的一排第二流孔,所述第四喷丝板上设有分别与第一流孔及第二流孔一一配合的第三流孔和第四流孔,所述第五喷丝板上设有与第四流孔一一对应的喷丝孔,所述喷丝孔与第四流孔同轴设置,所述喷丝孔的顶端至少覆盖其正上方的第四流孔及该第四流孔四周的第三流孔。
17.优选的,在上述的双组份空气纤维的生产设备中,所述水箱冷却装置包括水箱以及设置在水箱上方的一对挡板,一对所述挡板与挤出装置衔接。
18.与现有技术相比,本发明的优点在于:
19.1、双组份空气纤维是poe组份作为粘合纤维,tpee组份作为载体纤维,成型过程中芯层tpee纤维仍保持原有的性能和形状,产品呈现优良的柔软性。
20.2、双组份空气纤维皮层poe纤维,丝与丝之间易于粘结,减少了丝与丝之间的碰撞。
21.3、单一的poe纤维压缩变形20%以上,芯层tpee纤维强度高、柔软、回弹性能好,提高产品压缩耐久性。
22.4、tpee纤维容易老化,皮层poe纤维具有优异的耐热氧老化和耐紫外线光老化性能,提升了抗氧化时间。
附图说明
23.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动以根据这些附图获得其他的附图。
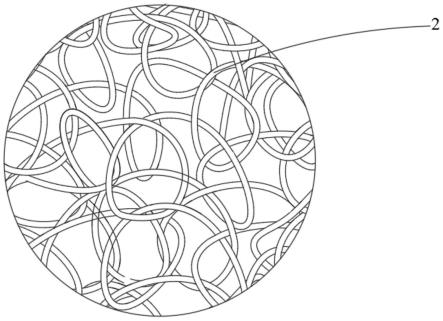
24.图1所示为本发明具体实施例中双组份空气纤维及的结构示意图;
25.图2所示为本发明具体实施例中连续线状体的剖面结构示意图
26.图3所示为本发明具体实施例中双组份空气纤维的生产设备的主视结构示意图;
27.图4所示为本发明具体实施例中挤出装置的俯视结构示意图;
28.图5所示为本发明具体实施例中第一喷丝板的俯视结构示意图;
29.图6所示为本发明具体实施例中第二喷丝板的俯视结构示意图;
30.图7所示为本发明具体实施例中第三喷丝板的俯视结构示意图;
31.图8所示为本发明具体实施例中第四喷丝板的俯视结构示意图;
32.图9所示为本发明具体实施例中第五喷丝板的俯视结构示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行详细的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.参图1~2所示,本实施例中的双组份空气纤维,由使连续线状体1弯曲而形成无规环、使各个环在熔融状态下彼此接触而得到的无规环接合结构2形成的,连续线状体1包括聚酯系热塑性弹性体3和聚烯烃系热塑性弹性体4,聚酯系热塑性弹性体3为实心截面,聚烯烃系热塑性弹性体4为中空截面,聚酯系热塑性弹性体3固定套接在聚烯烃系热塑性弹性体4内。
35.进一步的,连续线状体1为实心截面。
36.进一步的,连续线状体1的丝径为0.3mm-3mm。
37.进一步的,聚烯烃系热塑性弹性件4占连接线状体1的5%-30%,聚酯系热塑性弹性体3占连接线状体1的70%-95%。
38.进一步的,无规环结合体2的表观密度为0.03-0.12g/cm3。
39.进一步的,无规环结合体2的平均每单位重量的结合点数为40-480个/g。
40.在该技术方案中,双组份空气纤维是poe组份作为粘合纤维,tpee组份作为载体纤维,成型过程中芯层tpee纤维仍保持原有的性能和形状,产品呈现优良的柔软性。;双组份空气纤维皮层poe纤维,丝与丝之间易于粘结,减少了丝与丝之间的碰撞;单一的poe纤维压缩变形20%以上,芯层tpee纤维强度高、柔软、回弹性能好,提高产品压缩耐久性;tpee纤维容易老化,皮层poe纤维具有优异的耐热氧老化和耐紫外线光老化性能,提升了抗氧化时间。
41.参图3~9所示,一种双组份空气纤维的生产设备,包括:挤出装置5,挤出装置5用于挤出连续性状体;水箱冷却装置6,水箱冷却装置设置6在挤出装置5的后侧,用于使连续线状体1弯曲形成无规则环且各个环在熔融状态下彼此接触后得到无规环结构2并冷却成型;脱水装置7,脱水机构7设置在水箱冷却装置6后侧,用于将无规环结构2表面的水份去除;牵引切割机构8,牵引切割机构8设置在脱水装置7后侧,用于对无规环结构2进行牵引切割得到双组份空气纤维。
42.进一步的,挤出装置5包括双组份喷丝板9和一对挤出机10,一对挤出机10并排设置,双组份喷丝板9与一对挤出机10衔接。
43.进一步的,双组份喷丝板9由第一喷丝板11、第二喷丝板12、第三喷丝板13、第四喷丝板14和第五喷丝板15叠加而成,第一喷丝板11的上表面设有分别与一对挤出机10配合的第一a组份进入槽1101和第一b组份进入槽1102,第一a组份进入槽1101内设有多排第一a组
份排出孔1103,第一b组份进入槽1102内设有多排第一b组份排出孔1104,第二喷丝板12上设有多列第二a组份流道1201和多列第二b组份流道1202,多列第二a组份流道1201与多排第一a组份排出孔1103均匀连通,多列第二b组份流道1202与多排第一b组份排出孔1104均匀连通,多列第二a组份流道1201与多列第二b组份流道1202从左往右依次间隔设置,第三喷丝板13上从上往下凹设有分别与第二a组份流道1201及第二b组份流道1202配合的多排第一喷丝槽1301和多排第二喷丝槽1302,多排第一喷丝槽1301和多排第二喷丝槽1302间隔设置,第一喷丝槽1301内均匀设有细化的一排第一流孔1303,第二喷丝槽1302内均匀设有细化的一排第二流孔1304,第四喷丝板14上设有分别与第一流孔1303及第二流孔1304一一配合的第三流孔1401和第四流孔1402,第五喷丝板15上设有与第四流孔1402一一对应的喷丝孔1501,喷丝孔1501与第四流孔1402同轴设置,喷丝孔1501的顶端至少覆盖其正上方的第四流孔1402及该第四流孔1402四周的第三流孔1401。
44.进一步的,水箱冷却装置6包括水箱601以及设置在水箱601上方的一对挡板602,一对挡板602与挤出装置5衔接。
45.在该技术方案中,该生产设备通过机构配合,挤出料经过水箱高温成型,并且通过脱水装置进行脱水,切断输送,提高产品质量,整体自动化水平高,减少人工成本,提高生产效率。
46.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
47.以上仅是本技术的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1