双喷头调校机构的制作方法
1.本发明涉及一种喷头调校机构,尤其涉及一种快速达成平行对准的双喷头调校机构。
背景技术:
2.近年来,喷墨打印机对打印品质的要求日渐提升。尽管随着解析度增加,墨点更趋微小,喷墨打印机仍需符合高速打印的需求。在这种情况下,零件加工及装配精密度对打印品质的影响也越趋明显。然而,许多加工技术中的高精度要求,往往伴随着制造成本的大幅增加以及不良率的增加。因此市场上遂有提出利用喷头调校机构的设计来解决前述问题,以期减少零件加工因素对画像品质的影响。
3.传统的喷头调校机构中,于每一喷头相近处设置对应的调校机构,通常需通过安装或服务人员以手感在不断调校与测试中达成最佳化,经常耗费长时间进行调校。另一方面,传统的喷头调校机构的结构复杂,单一调整单元对应单一喷头,针对具有多喷头的打印机,更必须反复确认每颗喷头之间的对应关系,以达到喷头调校的目的。由于传统的喷头调校机构的制造成本高,且调校程序繁复,并无法符合实际应用需求。
4.因此,如何发展一种双喷头调校机构来解决现有技术所面临的问题,实为本领域亟待解决的课题。
技术实现要素:
5.本发明的目的在于提供一种双喷头调校机构。通过一例如电脑数值控制加工的金属载板,形成至少两个平行设置的容置座,每一容置座通过三个定位凸部抵顶对应喷头的两个相邻边,即可使至少两个喷头保持平行。待载板枢接安装于座体后,即可通过一设置于载板与座体之间的调整件来调整载板相对座体的位置,快速达成平行对准双喷头调校的目的,有助于提升调校喷头的效率,同时降低调校作业所耗费的时间。
6.本发明另一目的在于提供一种双喷头调校机构。通过多个定位凸部设置于金属载板,快速实现双喷头的平行对准。其中金属载板提供足够的机械强度,确保多个定位凸部于反复作业的调校程序中维持调校的精准度,不易因频繁的操作或喷头的抵顶而变形。此外,电脑数值控制精准加工的技术,更可准确地设定多个定位凸部的位置,实现双喷头的平行对准,并通过一枢接件与一导引沟可拆卸地设置于座体,与传动机构所驱动的座体对准,即可快速地将平行对准的双喷头应用于打印装置,大幅提升整体调校作业的效率,同时也降低调校机构所需的零件数,提成提升效率并降低成本的目的。
7.为达到前述目的,本发明提供一种双喷头调校机构,包括一座体、一载板以及一调校件。座体具有一承载平台。载板可拆卸地设置于座体的承载平台上,且包括有一第一侧边、一第二侧边、一枢接件、一导引沟、一锁固件以及至少两个容置座。其中第一侧边与第二侧边为两个相对侧边,枢接件邻设于第一侧边,锁固件与导引沟邻设于第二侧边,载板通过枢接件枢接至座体的承载平台,锁固件通过导引沟可拆卸地连接至座体,且于锁固件压抵
导引沟啮合时,将载板锁固于座体上,其中至少两个容置座彼此平行设置于第一侧边与第二侧边之间,且位于枢接件与导引沟之间。其中至少两个容置座包括一第一容置座以及一第二容置座,第一容置座具有一第一定位凸部、一第二定位凸部以及一第三定位凸部,第二容置座具有一第四定位凸部、一第五定位凸部以及一第六定位凸部,其中第一定位凸部与第二定位凸部的连线平行于第四定位凸部与第五定位凸部的连线,且垂直于第三定位凸部与第六定位凸部的连线。调整件连接于座体与载板之间,且邻设于第二侧边的一端,于锁固件释放导引沟时,调整件组配啮合座体与载板,使载板以枢接件为中心转动,调整载板相对于座体的位置。
8.于一实施例中,第一定位凸部以及第二定位凸部位于第一容置座靠近第二侧边的一侧,第四定位凸部以及第五定位凸部位于第二容置座靠近第二侧边的一侧。
9.于一实施例中,双喷头调校机构还包括一第一喷头以及一第二喷头分别设置于第一容置座以及第二容置座,其中第一喷头的两个相邻侧边抵接第一定位凸部、第二定位凸部以及第三定位凸部,第二喷头的两个相邻侧边抵接第四定位凸部、第五定位凸部以及第六定位凸部。
10.于一实施例中,第一定位凸部与第二定位凸部抵顶第一喷头的一长边,且第一定位凸部至第二定位凸部的距离大于第一喷头的长边的二分之一。
11.于一实施例中,第四定位凸部与第五定位凸部抵顶第二喷头的一长边,且第四定位凸部至第五定位凸部的距离大于第二喷头的长边的二分之一。
12.于一实施例中,双喷头调校机构包括至少两个固定压块分别邻设于第一容置座的两个相对端,于第一喷头的两个相邻侧边抵接第一定位凸部、第二定位凸部以及第三定位凸部时,将第一喷头固定于第一容置座上。
13.于一实施例中,双喷头调校机构包括至少两个固定压块分别邻设于第二容置座的两个相对端,于第二喷头的两个相邻侧边抵接第四定位凸部、第五定位凸部以及第六定位凸部时,将第二喷头固定于第二容置座上。
14.于一实施例中,调整件为一调整螺丝,沿第二侧边的方向设置。
15.于一实施例中,座体包括一穿孔,载板包括一啮合孔,调整螺丝通过穿孔与啮合孔啮合。
16.于一实施例中,枢接件包括一枢接孔以及一螺丝,螺丝通过枢接孔可拆卸地连接至座体,以使载板通过枢接件枢接至座体。
17.于一实施例中,座体还包括一第一定位柱,设置于承载平台上,且于空间上相对于载板的枢接件,其中第一定位柱通过枢接孔与螺丝啮合,以使载板与座体通过第一定位柱与枢接孔达成枢接。
18.于一实施例中,座体还包括一第二定位柱,设置于承载平台上,于空间上相对于载板的导引沟,且部分容置于导引沟内,其中载板以枢接件为中心转动时,导引沟相对第二定位柱滑动。
19.如于一实施例中,导引沟具有一凹槽结构,贯穿载板,第二定位柱容置于凹槽结构内,且与通过导引沟的凹槽结构与锁固件可拆卸地的连接。
20.于一实施例中,载板由一金属材料通过计算机数字控制加工工艺而形成。
21.于一实施例中,导引沟以枢接件为中心呈一弧形。
22.于一实施例中,座体包括一第一开口以及一第二开口,贯穿承载平台,且于空间上分别相对于第一容置座以及第二容置座。
23.于一实施例中,第一容置座以及第二容置座具有相同的轮廓。
24.本发明的有益效果在于,本发明提供一种应用于打印机的双喷头调校机构。通过一例如电脑数值控制加工的金属载板,形成至少两个平行设置的容置座,每一容置座通过三个定位凸部抵顶对应喷头的两个相邻边,即可使至少两个喷头保持平行。待载板枢接安装于座体后,即可通过一设置于载板与座体之间的调整件来调整载板相对座体的位置,快速达成平行对准双喷头调校的目的,有助于提升调校喷头的效率,同时降低调校作业所耗费的时间。
附图说明
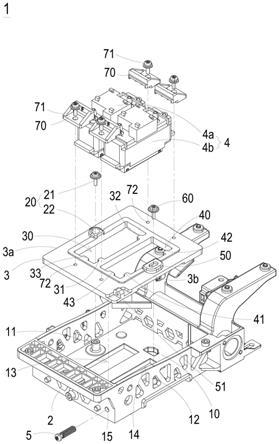
25.图1公开本发明实施例的双喷头调校机构于上方视角的结构分解图。
26.图2公开本发明实施例的双喷头调校机构于另一上方视角的结构分解图。
27.图3公开本发明实施例的双喷头调校机构于下方视角的结构分解图。
28.图4公开本发明实施例的双喷头调校机构的立体结构图。
29.图5公开本发明实施例的双喷头调校机构的一初始状态示意图。
30.图6公开本发明实施例的双喷头调校机构的一调校后状态示意图。
31.图7公开本发明实施例的双喷头调校机构的另一调校后状态示意图。
32.图8公开本发明实施例的喷头调校机构使用的载板外观。
33.图9公开本发明实施例的喷头调校机构的载板固定喷头的示意图。
34.图10a以及图10b公开本发明实施例的喷头调校机构的载板完成固定喷头的示意图。
35.图11公开本发明实施例的喷头调校机构的载板与座体连接的示意图。
36.附图标记如下:
37.1:双喷头调校机构
38.2:座体
39.3:载板
40.3a:第一侧边
41.3b:第二侧边
42.4:喷头组
43.4a:第一喷头
44.4b:第二喷头
45.4a1、4b1:长边
46.4a2、4b2:短边
47.5:调校件
48.10:承载平台
49.11:第一定位柱
50.12:第二定位柱
51.13:第一开口
52.14:第二开口
53.15:穿孔
54.20:枢接件
55.21:螺丝
56.22:枢接孔
57.30:第一容置座
58.31:第一定位凸部
59.32:第二定位凸部
60.33:第三定位凸部
61.40:第二容置座
62.41:第四定位凸部
63.42:第五定位凸部
64.43:第六定位凸部
65.50:导引沟
66.50a:凹槽结构
67.51:啮合孔
68.60:锁固件
69.70:固定压块
70.71:螺丝
71.72:螺孔
72.θ、θ1、θ2:角度
具体实施方式
73.体现本发明特征与优点的一些典型实施例将在后段的说明中详细叙述。应理解的是本发明能够在不同的方式上具有各种的变化,其皆不脱离本发明的范围,且其中的说明及附图在本质上为当作说明之用,而非用于限制本发明。
74.图1公开本发明实施例的双喷头调校机构于上方视角的结构分解图。图2公开本发明实施例的双喷头调校机构于另一上方视角的结构分解图。图3公开本发明实施例的双喷头调校机构于下方视角的结构分解图。图4公开本发明实施例的双喷头调校机构的立体结构图。于本实施例中,双喷头调校机构1包括一座体2、一载板3以及一调校件5。座体2例如组配安装于一传动机构(未图示)上,通过传动机构的驱动而使座体2位移至所需的工作区域,本发明并不限定座体2的传动方式,且不再赘述。于本实施例中,座体2具有一承载平台10。载板3可拆卸地设置于座体2的承载平台10上。于本实施例中,载板3包括有一第一侧边3a、一第二侧边3b、一枢接件20、一导引沟50、一锁固件60以及至少两个容置座30、40。其中第一侧边3a与第二侧边3b为载板3的两个相对侧边,枢接件20邻设于第一侧边3a,锁固件60与导引沟50邻设于第二侧边3b。载板3通过枢接件20枢接至座体2的承载平台10。锁固件60例如是一螺丝,通过导引沟50可拆卸地连接至座体2,且于锁固件60压抵导引沟50而彼此啮合时,将载板3锁固于座体2上。于本实施例中,至少两个容置座30、40彼此平行设置于第一侧边3a与第二侧边3b之间,且位于枢接件20与导引沟50之间。其中至少两个容置座30、40包括
一第一容置座30以及一第二容置座40。第一容置座30具有一第一定位凸部31、一第二定位凸部32以及一第三定位凸部33。第二容置座40具有一第四定位凸部41、一第五定位凸部42以及一第六定位凸部43。其中第一定位凸部31与第二定位凸部32的连线平行于第四定位凸部41与第五定位凸部42的连线,且垂直于第三定位凸部33与第六定位凸部43的连线。调整件5连接于座体2与载板3之间,且邻设于第二侧边3b的一端。于锁固件60释放导引沟50时,调整件3组配啮合座体2与载板3,使载板3以枢接件20为中心转动,调整载板3相对于座体2的位置。
75.于本实施例中,双喷头调校机构1例如组配进行一喷头组4的平行对准。双喷头调校机构1还包括一第一喷头4a以及一第二喷头4b,分别设置于第一容置座30以及第二容置座40。于本实施例中,第一喷头4a与第二喷头4b,可例如是外接有墨水匣的喷头本体,亦可例如是与墨匣构成一体的喷头,本发明并不以此为限。另外,第一喷头4a与第二喷头4b可例如是具有相同结构的喷头,亦可交替使用,本发明并不以此为限。于本实施例中,第一喷头4a的两个相邻侧边抵接第一定位凸部31、第二定位凸部32以及第三定位凸部33。于本实施例中,第二喷头4b的两个相邻侧边抵接第四定位凸部41、第五定位凸部42以及第六定位凸部43。由此,第一喷头4a与第二喷头4b即可稳固的设置于载板3上,并保持彼此平行。其中,第一定位凸部31与第二定位凸部32抵顶第一喷头4b的一长边4a1,且第一定位凸部31至第二定位凸部32的距离大于第一喷头4a的长边4a1的二分之一,以利于第一喷头4a稳固地设置于第一容置座30。另外,第三定位凸部33则抵顶第一喷头4a的一短边4a2,通过三点定位确定第一喷头4a正确地设置于第一容置座30。同样的,第四定位凸部41与第五定位凸部42抵顶第二喷头4b的一长边4b1,且第四定位凸部41至第五定位凸部42的距离大于第二喷头4b的长边4b1的二分之一,以利于第二喷头4b稳固地设置于第一容置座40。另外,第六定位凸部43则抵顶第二喷头4b的一短边4b2,通过三点定位确定第二喷头4b正确地设置于第二容置座40。
76.另外,在第一喷头4a的两个相邻侧边抵接第一定位凸部31、第二定位凸部32以及第三定位凸部33时,为稳固地将第一喷头4a固定于载板3上,双喷头调校机构1包括至少两个固定压块70分别邻设于第一容置座30的两个相对端,于第一喷头4a的两个相邻侧边抵接第一定位凸部31、第二定位凸部32以及第三定位凸部33时,稳固地将第一喷头4a固定于第一容置座30上。同样地,于本实施例中,双喷头调校机构1包括至少两个固定压块70分别邻设于第二容置座40的两个相对端,于第二喷头40的两个相邻侧边抵接第四定位凸部41、第五定位凸部42以及第六定位凸部43时,稳固地将第二喷头4b固定于第二容置座40上。于本实施例中,第一定位凸部31以及第二定位凸部21还位于第一容置座30靠近第二侧边3b的一侧,第四定位凸部41以及第五定位凸部42还位于第二容置座40中靠近第二侧边3b的一侧,以利于使用者施力将第一喷头4a平稳地抵顶第一容置座30上的第一定位凸部31、第二定位凸部32以及第三定位凸部33,并以两个固定压块70完成固定。亦利于使用者施力将第二喷头4b平稳地抵顶第二容置座40上的第四定位凸部41、第五定位凸部42以及第六定位凸部43,并以两个固定压块70完成固定。于本实施例中,固定压块70可通过一螺丝71以及载板3上的对应螺孔72来实现固定喷头组4,本发明并不以此为限。
77.于本实施例中,调整件5可例如是一调整螺丝,沿第二侧边3b的方向设置于座体2与载板3之间。其中座体2包括一穿孔15,载板3包括一啮合孔51,例如调整螺丝的调整件5通
过穿孔15与啮合孔51啮合。通过调整件5组配啮合座体2与载板3,即可实现载板3以枢接件20为中心转动,达成调整载板3相对于座体2的位置的目的。当然,本发明调整件5驱动载板3相对座体2移动的方式并不受限于此,且不再赘述。
78.另外,于本实施例中,枢接件20可例如包括一枢接孔22以及一螺丝21,螺丝21通过枢接孔22可拆卸地连接至座体2,以使载板3通过枢接件20枢接至座体2。于本实施例中,座体2还包括一第一定位柱11,设置于承载平台10上,且于空间上相对于载板3的枢接件20,其中第一定位柱11例如通过枢接孔22与螺丝21啮合,以使载板3与座体2通过第一定位柱11与枢接孔22达成枢接。当然,本发明不以此为限。又于本实施例中,座体2还包括一第二定位柱12,设置于承载平台10上,于空间上相对于载板3的导引沟50,且部分容置于导引沟50内,其中载板3以枢接件20为中心转动时,导引沟50相对第二定位柱12滑动。另外,于本实施例中,导引沟50还例如具有一凹槽结构50a,贯穿载板3,第二定位柱12容置于凹槽结构50a内,且与通过导引沟50的凹槽结构50a与锁固件60可拆卸地的连接。如此,于锁固件60释放导引沟50时,调整件3组配啮合座体2与载板3,载板3可以枢接件20为中心,滑顺地沿导引沟50转动,达到调整载板3相对于座体2的位置的目的。于本实施例中,导引沟50以及凹槽结构50a均以枢接件20为中心呈一弧形。于其他实施例中,导引沟50还设计有对应刻度,指示载板3相对于座体2转动的角度。惟其非限制本发明的必要技术特征,于此便不再赘述。
79.需说明的是,于本实施例中,载板3由一例如铝等金属材料,通过电脑数值控制(computerized numerical control,cnc)加工工艺而形成。由于cnc加工工艺的制造成本低,且可轻易将尺寸公差控制于0.03mm以下,因此可以轻易的于载板3上形成具有相同的轮廓,且彼此平行设置的第一容置座30以及第二容置座40,确保第一定位凸部31与第二定位凸部32的连线平行于第四定位凸部41与第五定位凸部42的连线,且垂直于第三定位凸部33与第六定位凸部43的连线。于第一喷头4a与第二喷头4b依前述方式分别固定于第一容置座30以及第二容置座40后,即可快速达成平行对准第一喷头4a与第二喷头4b,有助于提升调校喷头的效率,同时降低调校作业所耗费的时间。尔后,通过枢接件20与导引沟50将载板3可拆地设置于座体2上,即可轻易地完成实现喷头组4的对准,快速地将平行对准的第一喷头4a与第二喷头4b应用于打印装置,大幅提升整体调校作业的效率,同时也降低调校机构所需的零件数,提成提升效率并降低成本的目的。
80.于本实施例中,座体2包括一第一开口13以及一第二开口14,贯穿承载平台10,且于空间上分别相对于第一容置座30以及第二容置座40。于第一喷头4a与第二喷头4b分别组装至第一容置座30以及第二容置座40上时,第一喷头4a与第二喷头4b的喷嘴可分别通过第一开口13以及第二开口14进行打印工作。第一开口13以及第二开口14的设置可视实际应用需求调制。惟其非限制本发明的必要技术特征,于此便不再赘述。
81.图5公开本发明实施例的双喷头调校机构的一初始状态示意图。参考图1至图5。于本实施例中,平行设置于载板3上的第一喷头4a以及第二喷头4b,可通过枢接于座体2的载板3,快速地将喷头组4应用于打印装置上。其中,第一定位凸部31与第二定位凸部32抵顶第一喷头4b的一长边4a1,第三定位凸部33则抵顶第一喷头4a的一短边4a2,通过三点定位确定第一喷头4a正确地设置于第一容置座30。同样的,第四定位凸部41与第五定位凸部42抵顶第二喷头4b的一长边4b1,第六定位凸部43则抵顶第二喷头4b的一短边4b2,通过三点定位确定第二喷头4b正确地设置于第二容置座40。于锁固件60释放导引沟50时,调整件3组配
啮合座体2与载板3,使载板3以枢接件20为中心转动,调整载板3相对于座体2的位置。于本实施例中,载板3受调整件5的驱动,可使载板3以枢接件20为中心于一角度θ的范围内相对座体2转动。于一实施例中,例如调整件5推抵载板3,使载板3以枢接件20为中心转动一角度θ1,如图6所示。于另一实施例中,例如调整件5拉动载板3,使载板3以枢接件20为中心转动一角度θ2,如图7所示。换言之,通过导引沟50可视实际应用需求设计弧长,进一步定义载板3相对于座体2转动的角度θ。当然,本发明并不以此为限,且不再赘述。
82.另一方面,图8至图11还公开本发明喷头调校机构于不同组装阶段的结构示意图。其中图8公开本发明实施例的喷头调校机构使用的载板外观。由于载板3可拆卸地连接至座体2,因此可轻易的置换与维修。于本实施例中,载板3由一例如铝等金属材料通过cnc工艺而形成一体。其中枢接孔22、第一容置座30、第二容置座45、导引沟50、啮合孔51、螺孔72等,均可于cnc工艺中一并形成单一个体,如图8所示。
83.图9公开本发明实施例的喷头调校机构的载板固定喷头的示意图。于本实施例中,使用者可例如先将第一喷头4a以及第二喷头4b分别放置于第一容置座30以及第二容置座40上。以第一喷头4a的两个相邻侧边抵接第一定位凸部31、第二定位凸部32以及第三定位凸部33时,即可以两个固定压块70将第一喷头4a固定于第一容置座30上。同样地,在第二喷头4b的两个相邻侧边抵接第四定位凸部41、第五定位凸部42以及第三定位凸部53时,即可以两个固定压块70将第二喷头4b固定于第二容置座40上。
84.图10a以及图10b公开本发明实施例的喷头调校机构的载板完成固定喷头的示意图。由于第一定位凸部31与第二定位凸部32的连线平行于第四定位凸部41与第五定位凸部42的连线,且垂直于第三定位凸部33与第六定位凸部43的连线。又第一喷头4a的两个相邻侧边抵接第一定位凸部31、第二定位凸部32以及第三定位凸部33。第二喷头4b的两个相邻侧边抵接第四定位凸部41、第五定位凸部42以及第六定位凸部43。因此,第一喷头4a与第二喷头4b通过四个固定压块70而稳固地固定于载板3上,并保持彼此平行。当然,本发明不受限于第一喷头4a与第二喷头4b固定于载板3的顺序,且第一喷头4a与第二喷头4b还可交替使用。本发明不以此为限。
85.图11公开本发明实施例的喷头调校机构的载板与座体连接的示意图。于本实施例中,第一喷头4a以及第二喷头4b平行设置于载板3后,载板3通过枢接件20的螺丝21与第一定位柱11啮合而实现载板3枢接至座体2。另外,锁固件60贯穿导引沟50与第二定位柱12啮合,且进一步压抵导引沟50而彼此啮合,即可将载板3锁固于座体2上,完成的组装结构即如图4所示。
86.另一方面,于锁固件60释放导引沟50时,调整件3通过座体2的穿孔15与载板3上的啮合孔啮合,即可沿第二侧边3b的方向推拉载板3,使载板3以枢接件20为中心转动,轻易地完成实现喷头组4的对准,快速地将平行对准的第一喷头4a与第二喷头4b应用于打印装置,大幅提升整体调校作业的效率,同时也降低调校机构所需的零件数,提成提升效率并降低成本的目的。
87.综上所述,本发明提供一种应用于打印机的双喷头调校机构。通过一例如cnc加工的金属载板,形成至少两个平行设置的容置座,每一容置座通过三个定位凸部抵顶对应喷头的两个相邻边,即可使至少两个喷头保持平行。待载板枢接安装于座体后,即可通过一设置于载板与座体之间的调整件来调整载板相对座体的位置,快速达成平行对准双喷头调校
的目的,有助于提升调校喷头的效率,同时降低调校作业所耗费的时间。再者,通过多个定位凸部设置于金属载板,快速实现双喷头的平行对准。其中金属载板提供足够的机械强度,确保多个定位凸部于反复作业的调校程序中维持调校的精准度,不易因频繁的操作或喷头的抵顶而变形。此外,cnc精准加工的技术,更可准确地设定多个定位凸部的位置,实现双喷头的平行对准,并通过一枢接件与一导引沟可拆卸地设置于座体,与传动机构所驱动的座体对准,即可快速地将平行对准的双喷头应用于打印装置,大幅提升整体调校作业的效率,同时也降低调校机构所需的零件数,提成提升效率并降低成本的目的。
88.本发明得由本领域技术人员任施匠思而为诸般修饰,然皆不脱如附权利要求所欲保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1