一种自动粘内页机构的制作方法
[0001]
本实用新型涉及卡片制作设备技术领域,尤其涉及粘内页机构。
背景技术:
[0002]
各种贺卡或较高档的书页一般由底页和内页相互粘合组成,而部分中小企业对于底页和内页相互粘合依然采用人工操作的方式,由于人工操作存在易疲劳或易出错等主观因数的影响,导致生产效率较低。
技术实现要素:
[0003]
本实用新型的目的在于提供一种实现自动粘内页以提高生产效率的自动粘内页机构,以解决背景技术中所提出的问题。
[0004]
为了实现上述目的,本实用新型所采取的技术方案如下:一种自动粘内页机构,包括分别沿x轴方向设置的第一输送机构和第二输送机构,本实用新型还包括移载机构、内页上料机构和与内页上料机构相配合的取放内页机构,所述移载机构设置在第一输送机构与第二输送机构的连接处,所述内页上料机构位于第二输送机构的上方;
[0005]
所述内页上料机构包括支撑架、上料架和移动模组,所述移动模组驱动支撑架移动,所述上料架固定设置在支撑架上;
[0006]
所述取放内页机构包括旋转轴、驱动旋转轴旋转的旋转气缸、吸盘组件和驱动吸盘组件往返移动的第一气缸,所述旋转轴位于上料架的一侧,且旋转轴枢接在支撑架上,所述第一气缸的外壳固定设置在旋转轴上;
[0007]
所述上料架靠近取放内页机构的一侧开设有取料口。
[0008]
进一步地,所述上料架的上端朝向靠近取放内页机构的一侧倾斜。
[0009]
进一步地,所述移动模组包括x轴模组、y轴模组和r轴模组,所述x轴模组驱动y轴模组沿x轴往返移动,所述y轴模组驱动r轴模组沿y轴往返移动,所述r轴模组驱动支撑架转动。
[0010]
进一步地,所述移载机构包括移载电机、丝杆组件和移载夹,所述移载电机通过丝杆组件驱动移载夹沿x轴往返移动。
[0011]
进一步地,还包括设置在第一输送机构一侧的导向机构,所述导向机构包括导向块、沿x轴设置的导向条和调节螺帽,所述导向块上沿y轴开设有调节孔,所述导向条上固设有穿过调节孔的螺柱,所述调节螺帽螺合在螺柱上。
[0012]
进一步地,还包括与导向机构相配合的定位机构,所述定位机构和导向机构分别位于第一输送机构的两侧,所述定位机构包括定位气缸和定位板,所述定位气缸驱动定位板朝向导向条的方向往返移动。
[0013]
进一步地,还包括喷胶机构,所述喷胶机构设置在第一输送机构的上方,且喷胶机构位于导向机构和移载机构之间。
[0014]
进一步地,其特征在于:还包括设置在第二传输机构上方的平压机构,所述平压机
构包括平压气缸和平压板,所述平压气缸驱动平压板沿z轴往返移动。
[0015]
本实用新型的有益效果为:已上胶的底页通过第一输送机构输送至移载机构处,通过移载机构将底页运至第二输送机构的加工工位,将内页放在上料架上,并使内页的其中一个侧面堵在取料口,第一气缸驱动吸盘组件从取料口贴近内页,吸盘组件吸取一张内页之后,第一气缸驱动吸盘组件将内页从取料口抽出,旋转气缸驱动旋转轴旋转,同时带动第一气缸旋转,使内页与底页平行,第一气缸驱动驱动吸盘组件伸出,使内页贴在底页的上端面上,从而使本实用新型实现自动粘内页的目的,与传统技术中的依赖人工操作相比,避免了人工操作存在易疲劳或易出错等主观因数的影响,一定程度上提高了生产效率。
附图说明
[0016]
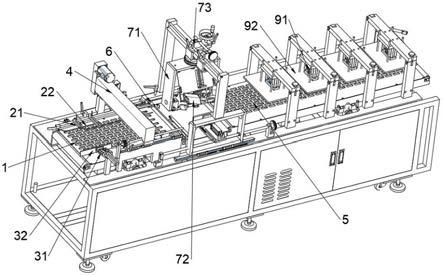
图1是本实用新型的整体结构示意图;
[0017]
图2是本实用新型的整体结构俯视图;
[0018]
图3是本实用新型的内页上料机构与取放内页机构的结构示意图;
[0019]
图4是本实用新型的内页上料机构与取放内页机构的结构示意图;
[0020]
图5是本实用新型的支撑架与上料架的结构示意图;
[0021]
图6是本实用新型的支撑架与上料架的结构示意图。
[0022]
附图标记为:
[0023]
第一输送机构1,
[0024]
导向机构2,导向块21,导向条22,
[0025]
定位机构3,定位气缸31,定位板32,
[0026]
喷胶机构4,
[0027]
第二输送机构5,
[0028]
移载机构6,移载电机61,丝杆组件62,移载夹63,
[0029]
内页上料机构7,支撑架71,上料架72,移动模组73,x轴模组731,y轴模组732,r轴模组733,
[0030]
取放内页机构8,旋转轴81,旋转气缸82,吸盘组件83,第一气缸84,
[0031]
平压机构9,平压气缸91,平压板92。
具体实施方式
[0032]
以下结合附图对本实用新型进行进一步说明,如图1至图6所示的一种自动粘内页机构,包括第一输送机构1、导向机构2、定位机构3、喷胶机构4、第二输送机构5、移载机构6、内页上料机构7、与内页上料机构7相配合的取放内页机构8和平压机构9。
[0033]
导向机构2包括导向块21、沿x轴设置的导向条22和调节螺帽,导向块21上沿y轴开设有调节孔,导向条22上固设有穿过调节孔的螺柱,调节螺帽螺合在螺柱上,通过手动调节上述的调节螺帽,可以调整导向条22的相应位置,利用底页沿着导向条22输送。
[0034]
定位机构3与导向机构2相配合,定位机构3和导向机构2分别位于第一输送机构1的两侧,定位机构3包括定位气缸31和定位板32,定位气缸31驱动定位板32朝向导向条22的方向往返移动,底页按照顺序一张接一张的上料至第一输送机构1之后,定位气缸31驱动定位板32伸出,将底页推向导向条22,使底页贴着导向条22输送,达到对底页定位的效果。
[0035]
喷胶机构4设置在第一输送机构1的上方,且喷胶机构4位于导向机构2和移载机构6之间,喷胶机构4对经过的底页的上端面进行依次上胶。
[0036]
第一输送机构1和第二输送机构5均沿x轴方向设置,移载机构6设置在第一输送机构1与第二输送机构5的连接处,内页上料机构7位于第二输送机构5的上方。
[0037]
移载机构6包括移载电机61、丝杆组件62和移载夹63,移载电机61通过丝杆组件62驱动移载夹63沿x轴往返移动,移载机构6用于将已上胶的底页从第一输送机构1移送至第二输送机构5上的相应工位,具体工作原理为:已上胶的底页通过第一输送机构1输送至移载夹63,通过移载夹63来夹住底页的一侧,移载电机61通过丝杆组件62驱动移载夹63移动至第二输送机构5的上方,同时将底页输送至第二输送机构5上的相应工位。
[0038]
内页上料机构7包括支撑架71、上料架72和移动模组73,移动模组73驱动支撑架71移动,上料架72固定设置在支撑架71上,上料架72的上端朝向靠近取放内页机构8的一侧倾斜,利于摆放的内页更整齐,不易凌乱,上料架72靠近取放内页机构8的一侧开设有取料口,将一叠内页立起来,并摆放在上料架72之后,内页的其中一个侧面堵在取料口,利于取放内页机构8对其进行抽取。
[0039]
移动模组73包括x轴模组731、y轴模组732和r轴模组733,x轴模组731驱动y轴模组732沿x轴往返移动,y轴模组732驱动r轴模组733沿y轴往返移动,r轴模组733驱动支撑架71转动,通过移动模组73,可实现对支撑架71在x轴、y轴方向的调整,且可调整支撑架71的旋转方位。
[0040]
取放内页机构8包括旋转轴81、驱动旋转轴81旋转的旋转气缸82、吸盘组件83和驱动吸盘组件83往返移动的第一气缸84,旋转轴81位于上料架72的一侧,且旋转轴81枢接在支撑架71上,第一气缸84的外壳固定设置在旋转轴81上,取放内页机构8的具体工作原理为:第一气缸84驱动吸盘组件83从取料口贴近内页,吸盘组件83吸取一张内页之后,第一气缸84驱动吸盘组件83将内页从取料口抽出,旋转气缸82驱动旋转轴81旋转,同时带动第一气缸84旋转,使内页与底页平行,第一气缸84驱动驱动吸盘组件83伸出,使内页贴在底页的上端面上。
[0041]
平压机构9设置在第二传输机构的上方,平压机构9包括平压气缸91和平压板92,平压气缸91驱动平压板92沿z轴往返移动,内页贴在底页上之后,被第二输送机构5输送至平压机构9的下方,平压气缸91驱动平压板92沿z轴向下随着内页平压,使内页和底页之间粘的更牢固。
[0042]
工作原理:将底页一张接一张的上料至第一输送机构1上,将一叠内页立起来,并摆放在上料架72之后,使内页的其中一个侧面堵在取料口;定位气缸31驱动定位板32伸出,将底页推向导向条22,使底页贴着导向条22输送,达到对底页定;喷胶机构4对经过的底页的上端面进行依次上胶;移载机构6将已上胶的底页从第一输送机构1移送至第二输送机构5上的相应工位;第一气缸84驱动吸盘组件83从取料口贴近内页,吸盘组件83吸取一张内页之后,第一气缸84驱动吸盘组件83将内页从取料口抽出,旋转气缸82驱动旋转轴81旋转,同时带动第一气缸84旋转,使内页与底页平行,第一气缸84驱动驱动吸盘组件83伸出,使内页贴在底页的上端面上;内页贴在底页上之后,被第二输送机构5输送至平压机构9的下方,平压气缸91驱动平压板92沿z轴向下随着内页平压,使内页和底页之间粘的更牢固。
[0043]
以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以
上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1