应用于齿轮滚齿加工的十字定位夹紧机构的制作方法
[0001]
本发明涉及一种齿轮加工技术领域,具体涉及应用于齿轮滚齿加工的十字定位夹紧机构。
背景技术:
[0002]
齿轮加工包含齿坯加工与齿形加工等阶段,齿坯加工具体为,将锻造后的齿轮毛坯,进行正火处理,而后对齿坯的外圆面、内圆面以及端面进行车削加工,并且需确保端面跳动在齿向误差的1/2至1/3;齿形加工具体为,将车削后的齿坯进行装夹固定,通过滚齿/插齿/剃齿等进行齿形加工处理,其中目前普通的滚齿夹具一般采用组合机构,即由夹具底座和心轴组成,同一规格的夹具底座能安装不同规格的心轴,使用过程中,将车削后的齿坯套接于与其匹配的心轴上,齿坯的下端面布置有垫圈、上端面布置有用于对其进行压紧固定的压圈与螺帽,采取该种夹具装夹的弊端在于,心轴与齿轮毛坯之间的同轴度底,影响齿形加工的精度,特别是节圆与中心孔的同轴度误差,将极大的影响齿轮的使用寿命,为此,本发明人设计一种结构巧妙、原理简单、能够提升齿轮毛坯与心轴之间同轴度,且操作便捷的应用于齿轮滚齿加工的十字定位夹紧机构。
技术实现要素:
[0003]
为解决现有技术的不足,本发明的目的是提供一种结构巧妙、原理简单、能够提升齿轮毛坯与心轴之间同轴度,且操作便捷的应用于齿轮滚齿加工的十字定位夹紧机构。
[0004]
为实现上述技术目的,本发明所采用的技术方案如下。
[0005]
应用于齿轮滚齿加工的十字定位夹紧机构,其包括矩形底座,底座上端面设置有竖直向上布置的心轴,心轴包括光滑段m与螺纹段n并且螺纹段n位于光滑段m的上方,心轴光滑段m的外部同轴固定设置有圆形固定凸台且固定凸台靠近螺纹段n布置,心轴螺纹段n的外部活动套接有圆形压圈以及螺帽,螺帽位于压圈的上方并且螺帽与心轴螺纹段n构成螺纹连接配合,所述压圈与固定凸台之间设置有液压定位机构,液压定位机构设置有四个并且沿心轴所在圆周方向阵列布置;液压定位机构包括开设有心轴外圆面上的安装平面,安装平面上固定安装有轴向沿心轴径向布置且开口布置的缸体,缸体的开口处设置有与其密封连接配合的缸盖,缸体内设置有穿过缸盖延伸至外部的活塞杆,活塞杆由固定连接的活塞与推杆构成,活塞与缸体之间沿心轴的径向构成密封式滑动导向配合,推杆与缸盖之间沿心轴的径向构成滑动导向配合,初始状态下活塞远离缸盖布置,推杆背离心轴一端固定设置有向外凸起的弧形抵推块;所述心轴光滑段m内开设有密闭的内腔,缸体背离缸盖一端与内腔接通,所述底座上固定安装有液压泵并且液压泵与内腔连接接通。
[0006]
作为本方案进一步的优化或者改进。
[0007]
所述缸体内活动设置有复位弹簧,复位弹簧一端与缸盖抵触、另一端与活塞抵触并且复位弹簧的弹力始终由缸盖指向活塞。
[0008]
作为本方案进一步的优化或者改进。
[0009]
所述固定凸台上端面开设有矩形内沉槽,内沉槽内设置有水平尺,内沉槽的开口处设置有与其匹配的透明玻璃盖板,玻璃盖板上端面与固定凸台上端面齐平。
[0010]
本发明与现有技术相比的有益效果在于构巧妙、原理简单,心轴无需跟换并且能够使用不同规格的齿轮毛坯的套接,采用十字布置的多个液压泵对齿轮毛坯的内圆面同步向外抵推,实现齿轮毛坯的同轴定位,而后通过压圈与螺帽对定位后的齿轮毛坯进行固定,提升了齿轮毛坯与心轴之间同轴度,简化了齿轮毛坯的装夹过程。
附图说明
[0011]
为了更清楚地说明本发明实施例,下面将对实施例中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0012]
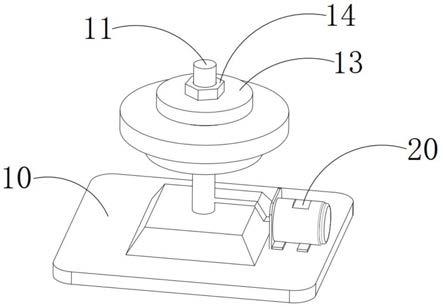
图1为本发明工作状态的结构示意图。
[0013]
图2为本发明初始状态的结构示意图。
[0014]
图3为液压定位机构与心轴的配合图。
[0015]
图4为液压定位机构的内部结构示意图。
[0016]
图5为固定凸台的内部结构示意图。
[0017]
图6为固定凸台的结构示意图。
[0018]
图中标示为:10、底座;11、心轴;12、固定凸台;13、压圈;14、螺帽;15、内沉槽;16、水平尺;17、玻璃盖板;20、液压定位机构;21、安装平面;22、缸体;23、缸盖;24、活塞杆;25、抵推块;26、复位弹簧;30、液压泵。
具体实施方式
[0019]
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下,所获得的所有其他实施例,都属于本发明保护范围。
[0020]
参见图1-6,应用于齿轮滚齿加工的十字定位夹紧机构,其包括矩形底座10,底座10上端面设置有竖直向上布置的心轴11,心轴11包括光滑段m与螺纹段n并且螺纹段n位于光滑段m的上方,心轴11光滑段m的外部同轴固定设置有圆形固定凸台12且固定凸台12靠近螺纹段n布置,心轴11螺纹段n的外部活动套接有圆形压圈13以及螺帽14,螺帽14位于压圈13的上方并且螺帽14与心轴11螺纹段n构成螺纹连接配合,所述压圈13与固定凸台12之间设置有液压定位机构20,液压定位机构20设置有四个并且沿心轴11所在圆周方向阵列布置。
[0021]
具体的,液压定位机构20包括开设有心轴11外圆面上的安装平面21,安装平面21上固定安装有轴向沿心轴11径向布置且开口布置的缸体22,缸体11的开口处设置有与其密
封连接配合的缸盖23,缸体22内设置有穿过缸盖23延伸至外部的活塞杆24,活塞杆24由固定连接的活塞与推杆构成,活塞与缸体22之间沿心轴11的径向构成密封式滑动导向配合,推杆与缸盖23之间沿心轴11的径向构成滑动导向配合,初始状态下活塞远离缸盖23布置,推杆背离心轴11一端固定设置有向外凸起的弧形抵推块25,通过对缸体22注入液压油,使抵推块25对齿轮毛坯进行抵推定位。
[0022]
更为具体的,为了便于对多个缸体22同时供应液压油,所述心轴11光滑段m内开设有密闭的内腔,缸体22背离缸盖23一端与内腔接通,所述底座10上固定安装有液压泵30并且液压泵30与内腔连接接通,通过液压泵30朝向内腔内排油,使活塞杆24向外滑动,通过液压泵30吸油,使活塞杆24向内滑动。
[0023]
齿轮毛坯装夹过程中,用户将螺帽14与压圈13拆卸下来,将车削后的齿轮毛坯套接于心轴11上,齿轮毛坯的下端面将与固定凸台12的上端面相贴合,此时,启动液压泵30,液压泵30朝向内腔内注入液压油,液压油将进入缸体22内,随着缸体22内的压力逐渐增大,将推动活塞杆24向外滑动,活塞杆24将带动抵推块25同步运动并且对齿轮毛坯的内圆面进行抵推定位,多个抵推块25沿着心轴11的径向向外同步运动,使齿轮毛坯与心轴11保持同轴心,而后,将螺帽14与压圈13相互配合对定位后的齿轮毛坯进行压紧固定,齿轮毛坯装夹完成;齿形加工处理后,启动液压泵30吸油,使活塞杆14带动抵推块25反向运动复位并且解除对齿轮毛坯内圆面的抵推定位,最后取下齿形加工后的毛坯件进行进一步加工。
[0024]
参见图4,作为本发明更为优化的方案,液压泵30吸油使缸体22内形成负压,使活塞杆24进行复位,为了能够使活塞杆24快速复位,所述缸体22内活动设置有复位弹簧26,复位弹簧26一端与缸盖23抵触、另一端与活塞抵触并且复位弹簧26的弹力始终由缸盖23指向活塞,采取本方案的意义在于,结构简单,加快活塞杆24的复位进程。
[0025]
参见图5,图6,作为本发明更为完善的方案,若心轴11在长时间使用后发生小角度的侧倾,将直接影响液压定位机构20对齿轮毛坯的同轴定位,为此,所述固定凸台12上端面开设有矩形内沉槽15,内沉槽15内设置有水平尺16,内沉槽15的开口处设置有与其匹配的透明玻璃盖板17,玻璃盖板17上端面与固定凸台12上端面齐平,采取本方案的意义在于,结构简单,对固定凸台12上端面的水平度进行检测,间接对心轴11的竖直度进行检测,便于作业人员能够及时发现心轴11的倾斜,避免产生不必要的损失。
[0026]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明;对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本发明中所定义的一般原理可以在不脱离本发明的精神或者范围的情况下,在其他实施例中实现。因此,本发明将不会被限定于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1