加工曲轴轴颈及轴颈两侧平衡块端面的铣头箱的制作方法
[0001]
本发明涉及汽车零部件制造技术领域,具体是一种用于加工曲轴主轴颈、连杆颈及主连轴颈平衡块端面的铣头箱。
背景技术:
[0002]
曲轴42的结构一般由主轴颈44、连杆颈43、曲柄臂、平衡块、大端和小端组成。曲轴42的主轴颈44与连杆颈43之间有一定的偏心距r,对于普通机床来说,加工非常麻烦。通常使用的普通车床,只能加工主轴颈44,而带有偏心距的连杆颈43以及平衡块两侧,在普通车床上很难完成加工,若要采用普通车床加工,必须制作很笨重的专用夹具,安装及使用非常麻烦。曲轴42的主轴颈44与连杆颈43及主连轴颈平衡块端面46的加工还可使用进口内铣机床,但进口机床存在以下缺点:1、机床老化。
[0003]
2、由于各品种曲轴加工的尺寸范围大,型号多,换型频繁,进口机床无法满足新产品开发需求,且进口机床按原有曲轴结构设计,柔性化程度非常低。
[0004]
3、价格昂贵,若新增生产线就需要重新购买进口机床,生产成本非常高。
[0005]
4、进口机床关键配件国内无法购买,更换不方便,维修需要请国外专家,周期长,费用昂贵。
[0006]
曲轴未夹紧之前其大端外圆落在轴向定位卡具上的辅助支撑上,其小端主轴颈m7外圆落在角向定位卡具上的辅助支撑上,角向定位卡具上的拉杆带动浮动顶尖前伸顶在小端顶尖孔上,使曲轴左移将曲轴的大端端面靠到轴向定位卡具上的轴向定位挡块上完成轴向定位,角向定位卡具的推盘继续带动角向定位卡爪夹紧曲轴的角向定位面,角向定位卡具、轴向定位卡具的推盘带动卡爪完成自动夹紧曲轴大端外圆、小端主轴颈外圆,曲轴被夹紧后开始加工,左、右刀盘停在指定位置,仅右刀盘转动、进给,切削主轴颈m2;左刀盘、中心架、右刀盘移到加工位置,中心架合拢卡紧已加工过的主轴颈m2,左刀盘、右刀盘同时加工,依次一次性加工出一个连轴颈、一个主轴颈及主连轴颈平衡块端面。
[0007]
在上述曲轴主连轴颈及平衡块端面自动加工设备中,而其中的铣头箱是很重要的装置之一,必须实现刀盘在曲轴垂直方向、竖直方向的切削和横向加工位置的移动。因此,研究一种用于加工曲轴主轴颈、连杆颈及主连轴颈平衡块端面的铣头箱就显得非常重要。
技术实现要素:
[0008]
为克服现有技术的不足,本发明的发明目的在于提供一种加工曲轴轴颈及轴颈两侧平衡块端面的铣头箱,以实现对曲轴主轴颈、连杆颈及主连轴颈平衡块端面的铣削加工。
[0009]
为实现上述发明目的,本发明的左、右铣头箱分别装在左、右框架上,左、右框架分别与左、右滑台滑动连接,实现左、右框架的垂直方向运动,左、右滑台与床身导轨滑动连接,左、右铣头箱通过左、右滑台实现在床身上的横向移动,使刀盘进入各个切削位置,两对竖直方向滚珠丝杠分别带动左、右铣头箱在左、右框架上实现竖直方向进给,实现刀盘中心
在竖直方向上的直线插补;用于铣连杆颈轴颈及连杆颈两侧平衡块端面的左铣头箱,与用于铣主轴颈轴颈及主轴颈两侧平衡块端面的右铣头箱运动互不干涉,左铣头箱在带动刀盘加工连杆颈时,左铣头箱的加工中心偏离曲轴主轴中心的距离为r,右铣头箱在带动刀盘加工主轴颈时,右铣头箱的加工中心为曲轴主轴中心;刀盘竖直方向运动与随左、右框架的垂直方向运动,共同实现刀盘的中心沿曲轴的各轴颈中心走圆弧插补。
[0010]
所述铣头箱是刀盘的驱动装置,左、右铣头箱的结构相同,方向相反,左、右铣头箱经各自竖直轴伺服电机、竖直轴变速箱、分布在铣头箱两侧的竖直轴蜗轮蜗杆及同步传动的竖直方向滚珠丝杠带动铣头箱在左、右框架上沿竖直方向运动;左、右滑台分别与床身上横向平行布置的床身导轨滑动连接,左、右滑台可沿床身横向移动,确定刀盘所加工的连杆颈或主轴颈的轴向位置,左、右滑台由横轴伺服电机经横轴变速箱通过横向滚珠丝杠驱动,横轴伺服电机通过横轴变速箱与床身连接在一起,横轴伺服电机与横轴变速箱内的齿轮、齿轮与横向滚珠丝杠采用涨紧套连接,床身两侧各有一根横向滚珠丝杠,之间通过支撑轴经轴承对接,使两根横向滚珠丝杠可分别作顺时针、逆时针旋转,两根横向滚珠丝杠的运动互不干涉;左、右框架分别与左、右滑台的导轨滑动连接,垂直轴伺服电机经垂直轴变速箱、垂直轴蜗轮蜗杆通过垂直方向滚珠丝杠带动左、右框架分别沿左、右滑台实现垂直方向进给;左、右铣头箱上各带有主电机,通过皮带轮一的旋转传递给刀盘主轴齿轮组,带动刀盘主轴作与刀盘中心插补方向的反方向的旋转,从而带动了刀盘的旋转;皮带轮一带动皮带轮二旋转,皮带轮二的轴上安装有齿轮三,齿轮三与过渡齿轮四啮合,过渡齿轮四与齿轮二啮合,齿轮二固定在刀盘主轴的外圆上,带动刀盘主轴转动,左、右铣头箱上装有用于调节皮带松紧的调节螺栓;所述左、右铣头箱上的刀盘主轴的两侧分别装有两个角接触球轴承;左、右铣头箱的下方设有油箱,润滑系统中安装有流量报警装置和油标;左、右铣头箱的上端两侧分别固定安装有两个竖直滚珠螺母,与竖直方向滚珠丝杠配合,竖直方向滚珠丝杠的下端无固定装置,竖直滚珠螺母的下面预留有竖直滚珠丝杠过孔;刀盘主轴的外部设有防护罩。
[0011]
所述左、右铣头箱与左、右框架导轨一的侧面设有用于调整其间间隙的镶条,销固定在左、右铣头箱上,压板与销滑动配合,压板可以销为圆心转动,安装在左、右铣头箱上的油缸一的活塞杆一向下运行,装在油缸一缸体与左、右铣头箱之间的蝶形弹簧受压变形,活塞杆一的下端推动压板的一端以销为圆心向下转动,压板的另一端以销为圆心向上转动,压板另一端的上端设有一个半圆块,半圆块受压板的推动向上顶住导轨一、导轨二的下部两端,在竖直方向上将左、右铣头箱与导轨一、导轨二锁紧,安装在左、右铣头箱上的油缸二的活塞杆二伸出,顶住镶条的一侧,镶条的另一侧与导轨一的侧面接触并压紧,将左、右铣头箱与导轨一的侧面锁紧。
[0012]
本发明与现有技术相比,通过铣头箱经框架与滑台之间的连接,可自动实现铣头箱上的刀盘进入曲轴的各个切削位置,连同刀盘竖直方向运动与随框架的垂直方向运动,共同实现刀盘的中心沿曲轴的各轴颈中心走圆弧插补,可以自动一次性加工曲轴的主连轴颈及平衡块端面,机床换型方便,自动化及柔性化程度非常高,作业过程安全可靠,加工精度高,制造成本大幅度下降,可有效减轻操作人员的劳动强度。
附图说明
[0013]
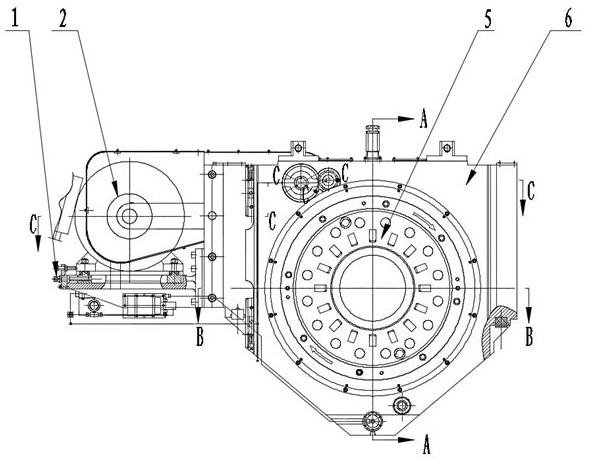
图1为本发明的结构示意图。
[0014]
图2为图1的俯视图。
[0015]
图3为图1的a-a剖视图。
[0016]
图4为图1的b-b剖视图。
[0017]
图5为图1的c-c剖视图。
[0018]
图6为本发明的铣头箱与导轨连接部分的锁紧结构简图。
[0019]
图7为本发明的铣头箱与框架、滑台之间的连接结构简图。
[0020]
图8为图7的俯视图。
[0021]
图9为图7的侧视图。
[0022]
图10为曲轴的结构简图。
[0023]
图11为图10的侧视图。
[0024]
图中:1、调节螺栓;2、主电机;3、导轨一;4、竖直滚珠螺母;5、刀盘;6、铣头箱;7、导轨;8、刀盘主轴;9、齿轮二;10、角接触球轴承;11、皮带轮一;12、防护罩;13、齿轮三;14、皮带轮二;15、过渡齿轮四;16、竖直滚珠丝杠过孔;17、油箱;18、流量报警装置;19、油标;20、活塞杆二;21、油缸二;22、油缸一;23、蝶形弹簧;24、活塞杆一;25、镶条;26、压板;27、销;28、半圆块;29、竖直轴伺服电机;30、竖直轴变速箱;31、竖直方向滚珠丝杠;32、竖直轴蜗轮蜗杆;33、滑台;34、框架;35、横轴伺服电机;36、横轴变速箱;37、横向滚珠丝杠;38、垂直轴伺服电机;39、垂直轴变速箱;40、垂直轴蜗轮蜗杆;41、垂直方向滚珠丝杠;42、曲轴;43、连杆颈;44、主轴颈;45、床身导轨;46、主连轴颈平衡块端面。
具体实施方式
[0025]
如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11所示,本发明的左、右铣头箱6分别装在左、右框架34上,左、右框架34分别与左、右滑台33滑动连接,实现左、右框架34的垂直方向(x轴方向)运动,左、右滑台33与床身导轨45滑动连接,左、右铣头箱6通过左、右滑台33实现在床身上的横向(z轴方向)移动,使刀盘5进入各个切削位置,两对竖直方向滚珠丝杠31分别带动左、右铣头箱6在左、右框架34上实现竖直方向(y轴方向)进给,实现刀盘5中心在竖直方向上的直线插补;用于铣连杆颈43轴颈及连杆颈43两侧平衡块端面的左铣头箱6,与用于铣主轴颈5轴颈及主轴颈5两侧平衡块端面的右铣头箱6运动互不干涉,左铣头箱6在带动刀盘5加工连杆颈43时,左铣头箱6的加工中心偏离曲轴主轴中心的距离为r,右铣头箱6在带动刀盘5加工主轴颈44时,右铣头箱6的加工中心为曲轴主轴中心;刀盘5竖直方向运动与随左、右框架34的垂直方向运动,共同实现刀盘5的中心沿曲轴42的各轴颈中心走圆弧插补。
[0026]
铣头箱6是刀盘5的驱动装置,左、右铣头箱6的结构相同,方向相反,左、右铣头箱6经各自竖直轴伺服电机29、竖直轴变速箱30、分布在铣头箱6两侧的竖直轴蜗轮蜗杆32及同步传动的竖直方向滚珠丝杠31带动铣头箱6在左、右框架34上沿竖直方向运动。
[0027]
左、右滑台33分别与床身上横向平行布置的床身导轨45滑动连接,左、右滑台33可沿床身横向移动,确定刀盘5所加工的连杆颈43或主轴颈44的轴向位置,左、右滑台33由横轴伺服电机35经横轴变速箱36通过横向滚珠丝杠37驱动,横轴伺服电机35通过横轴变速箱
36与床身连接在一起,横轴伺服电机35与横轴变速箱36内的齿轮、齿轮与横向滚珠丝杠37采用涨紧套连接,床身两侧各有一根横向滚珠丝杠37,之间通过支撑轴经轴承对接,使两根横向滚珠丝杠37可分别作顺时针、逆时针旋转,两根横向滚珠丝杠37的运动互不干涉。
[0028]
左、右框架34分别与左、右滑台33的导轨滑动连接,垂直轴伺服电机38经垂直轴变速箱39、垂直轴蜗轮蜗杆40通过垂直方向滚珠丝杠41带动左、右框架34分别沿左、右滑台33实现垂直方向进给。
[0029]
左、右铣头箱6上各带有主电机2,通过皮带轮一11的旋转传递给刀盘主轴8齿轮组,带动刀盘主轴8作与刀盘5中心插补方向的反方向的旋转,从而带动了刀盘5的旋转;皮带轮一11带动皮带轮二14旋转,皮带轮二14的轴上安装有齿轮三13,齿轮三13与过渡齿轮四15啮合,过渡齿轮四15与齿轮二9啮合,齿轮二9固定在刀盘主轴8的外圆上,带动刀盘主轴8转动,左、右铣头箱6上装有用于调节皮带松紧的调节螺栓1;所述左、右铣头箱6上的刀盘主轴8的两侧分别装有两个角接触球轴承10;左、右铣头箱6的下方设有油箱17,润滑系统中安装有流量报警装置18和油标19;左、右铣头箱6的上端两侧分别固定安装有两个竖直滚珠螺母4,与竖直方向滚珠丝杠31配合,竖直方向滚珠丝杠31的下端无固定装置,铣头箱6上下运行时,竖直方向滚珠丝杠31的位置相对固定,悬空状态下竖直方向滚珠丝杠31靠铣头箱6自重保证无弯曲变形,竖直滚珠螺母4的下面预留有竖直滚珠丝杠过孔16;刀盘主轴8的外部设有防护罩12,以对其进行保护。
[0030]
左、右铣头箱6与左、右框架34导轨一3的侧面设有用于调整其间间隙的镶条25,销27固定在左、右铣头箱6上,压板26与销27滑动配合,压板26可以销27为圆心转动,安装在左、右铣头箱6上的油缸一22的活塞杆一24向下运行,装在油缸一22缸体与左、右铣头箱6之间的蝶形弹簧23受压变形,活塞杆一24的下端推动压板26的一端以销27为圆心向下转动,压板26的另一端以销27为圆心向上转动,压板26另一端的上端设有一个半圆块28,半圆块28受压板26的推动向上顶住导轨一3、导轨二7的下部两端,在竖直方向上将左、右铣头箱6与导轨一3、导轨二7锁紧,安装在左、右铣头箱6上的油缸二21的活塞杆二20伸出,顶住镶条25的一侧,镶条25的另一侧与导轨一3的侧面接触并压紧,将左、右铣头箱6与导轨一3的侧面锁紧。在曲轴42的加工过程中,铣头箱6与导轨一3、导轨二7为松开状态,曲轴42的一个档位加工完成,刀盘5复位、中心架随滑台跳档时,铣头箱6与导轨一3、导轨二7为锁紧状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1