LED灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置的制作方法
led灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置
技术领域
1.本实用新型涉及一种对led灯丝灯泡壳引出丝抹线和驱动板绕丝柱定位的装置,尤其涉及一种led灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置。
背景技术:
2.目前国内led灯丝灯装配都是采用传统生产流水线装配,由生产工人在流水线上对led灯丝灯泡壳、led发光体引出丝、驱动板、灯头、灯针进行装配。现有的泡壳引出丝抹线部件和驱动板绕丝柱定位装置大多存在结构复杂,操作繁琐,定位精度不够的问题。这种加工方法的缺点:一、用工人数居高不下,工资成本高。二是由于频繁的搬运操作,灯丝灯玻璃泡壳具有易碎的不良特性,导制加工过程损耗大,加大生产成本。三是以手工生产方式对led灯丝灯驱动板装配焊接,易造成虚焊、假焊,产品质量一致性差、合格率不高。
技术实现要素:
3.本实用新型的目的在于提供一种led灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置,以解决现有技术中的不足。
4.本实用新型的技术方案是:led灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置,所述的装置由自动抹线装置和绕丝柱角度定位装置构成;
5.所述的自动抹线装置由自动抹线机械手、自动抹线机械手控制气缸、自动抹线机械手上下移动控制气缸、自动抹线装置安装架组成;
6.所述的自动抹线机械手、自动抹线机械手控制气缸、自动抹线机械手上下移动控制气缸通过自动抹线装置安装架安装在机架上方;
7.所述的绕丝柱角度定位装置由绕丝柱角度定位机械手、绕丝柱角度定位螺栓、绕丝柱角度定位控制气缸、绕丝柱角度定位控制气缸安装架、绕丝柱角度定位控制气缸上下移动板、上下移动轨道轴承、轨道、绕丝柱角度定位上下移动控制气缸、绕丝柱角度定位装置连接块、绕丝柱角度定位装置上下移动板、绕丝柱角度定位装置上下移动轨道轴承、绕丝柱角度定位装置安装架、绕丝柱角度定位装置上下移动控制气缸安装架、绕丝柱角度定位装置上下移动控制气缸组成;
8.所述的绕丝柱角度定位机械手、绕丝柱角度定位螺栓、绕丝柱角度定位控制气缸通过绕丝柱角度定位控制气缸安装架安装在绕丝柱角度定位控制气缸上下移动板上;绕丝柱角度定位上下移动控制气缸通过绕丝柱角度定位控制气缸上下移动板、上下移动轨道轴承、轨道、安装在绕丝柱角度定位装置上下移动控制气缸安装架上,绕丝柱角度定位上下移动控制气缸与绕丝柱角度定位装置连接块连接;
9.所述的绕丝柱角度定位装置连接块通过绕丝柱角度定位装置上下移动板、绕丝柱角度定位装置上下移动轨道轴承、轨道安装在绕丝柱角度定位装置上下移动控制气缸安装架上;绕丝柱角度定位装置上下移动控制气缸通过绕丝柱角度定位装置上下移动控制气缸
安装架、绕丝柱角度定位装置安装架安装在机架上方,绕丝柱角度定位装置上下移动控制气缸与绕丝柱角度定位装置上下移动板连接。
10.本实用新型的有益效果:对led灯丝灯全自动装配机进行紧凑优化设计,设计了对驱动板电源引出线进行自动抹线装置,对泡壳引出丝与驱动板绕丝导线柱进行角度定位装置;对已装入驱动板的泡壳驱动板夹具由驱动板夹具定位装置进行夹具定位,由自动抹线装置对驱动板电源引出线进行自动抹线,将驱动板电源引出线抹直;对泡壳引出丝与驱动板绕丝导线柱,由驱动板绕丝导线柱进行角度定位装置进行角度定位,将驱动板绕丝柱由垂直于驱动板状态定位于与驱动板成75
°
角度状态。
附图说明
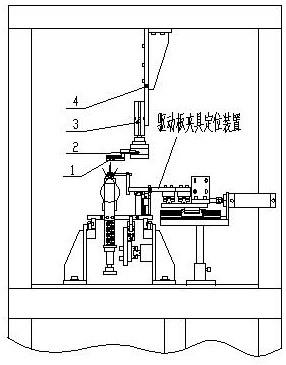
11.图1是本实用新型的结构示意图。
12.图2是本实用新型的结构示意图。
13.图3是图2中i处放大示意图。
14.图中1是自动抹线机械手、2是自动抹线机械手控制气缸、3是自动抹线机械手上下移动控制气缸、4是自动抹线装置安装架、5是绕丝柱角度定位机械手、6是绕丝柱角度定位螺栓、7是绕丝柱角度定位控制气缸、8是绕丝柱角度定位控制气缸安装架、9是绕丝柱角度定位控制气缸上下移动板、10是上下移动轨道轴承、11是轨道、12是绕丝柱角度定位上下移动控制气缸、13是绕丝柱角度定位装置连接块、14是绕丝柱角度定位装置上下移动板、15是绕丝柱角度定位装置上下移动轨道轴承、16是绕丝柱角度定位装置安装架、17是绕丝柱角度定位装置上下移动控制气缸安装架、18是绕丝柱角度定位装置上下移动控制气缸。
具体实施方式
15.led灯丝灯紧凑型全自动装配机自动抹线、绕丝柱角度定位装置,所述的装置由自动抹线装置和绕丝柱角度定位装置构成;
16.所述的自动抹线装置由自动抹线机械手1、自动抹线机械手控制气缸2、自动抹线机械手上下移动控制气缸3、自动抹线装置安装架4组成;
17.所述的自动抹线机械手1、自动抹线机械手控制气缸2、自动抹线机械手上下移动控制气缸3通过自动抹线装置安装架4安装在机架上方;
18.所述的绕丝柱角度定位装置由绕丝柱角度定位机械手5、绕丝柱角度定位螺栓6、绕丝柱角度定位控制气缸7、绕丝柱角度定位控制气缸安装架8、绕丝柱角度定位控制气缸上下移动板9、上下移动轨道轴承10、轨道11、绕丝柱角度定位上下移动控制气缸12、绕丝柱角度定位装置连接块13、绕丝柱角度定位装置上下移动板14、绕丝柱角度定位装置上下移动轨道轴承15、绕丝柱角度定位装置安装架16、绕丝柱角度定位装置上下移动控制气缸安装架17、绕丝柱角度定位装置上下移动控制气缸18组成;
19.所述的绕丝柱角度定位机械手5、绕丝柱角度定位螺栓6、绕丝柱角度定位控制气缸7通过绕丝柱角度定位控制气缸安装架8安装在绕丝柱角度定位控制气缸上下移动板9上;绕丝柱角度定位上下移动控制气缸12通过绕丝柱角度定位控制气缸上下移动板9、上下移动轨道轴承10、轨道11、安装在绕丝柱角度定位装置上下移动控制气缸安装架16上,绕丝柱角度定位上下移动控制气缸12与绕丝柱角度定位装置连接块13连接;
20.所述的绕丝柱角度定位装置连接块13通过绕丝柱角度定位装置上下移动板14、绕丝柱角度定位装置上下移动轨道轴承15、轨道11安装在绕丝柱角度定位装置上下移动控制气缸安装架16上;绕丝柱角度定位装置上下移动控制气缸18通过绕丝柱角度定位装置上下移动控制气缸安装架17、绕丝柱角度定位装置安装架16安装在机架上方,绕丝柱角度定位装置上下移动控制气缸18与绕丝柱角度定位装置上下移动板14连接。
21.本实用新型的工作过程为:
22.自动抹线装置由自动抹线机械手上下移动控制气缸3向下移动至驱动板电源引出线(导线)位置,在自动抹线机械手控制气缸2控制下,自动抹线机械手1夹持驱动板电源引出线;在自动抹线机械手上下移动控制气缸3控制下,自动抹线机械手1夹持驱动板电源引出线向上移动,将驱动板电源引出线抹直;
23.绕丝柱角度定位装置由绕丝柱角度定位装置上下移动控制气缸18控制向下移动至驱动板绕丝柱位置,在绕丝柱角度定位上下移动控制气缸12控制下,绕丝柱角度定位机械手5移动至驱动板绕丝柱;
24.如图3所示,在绕丝柱角度定位控制气缸7控制下,绕丝柱角度定位机械手5向左右两侧移动,由绕丝柱角度定位螺栓6进行左右两侧定位,将驱动板绕丝柱由垂直于驱动板状态,定位于与驱动板成75
°
角度状态。
25.在本实用新型中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1