一种加工混合动力变速箱前壳的定心工装的制作方法
[0001]
本实用新型属于夹具技术领域,具体的说是一种加工混合动力变速箱前壳的定心工装。
背景技术:
[0002]
混合动力变速箱前壳带有耦合电机安装孔,孔径一般大于280mm,承担着安装和稳定电机的重要作用,作为整个前壳的最重要加工部位,此电机孔中心轴线也是整个壳体的设计基准,需要有合理的夹具来保证加工尺寸及精度。但是由于试制的成本限制,无法定制类似于量产阶段的液压专用工装来实现精准定位夹紧。
[0003]
现有的定心工装结构如下:
[0004]
一、一种双作用双锥度顶杆自定心带送爪机构由双锥度顶杆、动力油缸、夹具体、自定心顶杆组、压紧组件、压爪推杆、自定心顶杆后退弹簧、压爪后退弹簧组成,通过双锥度顶杆的推出,推动自定心顶杆组及压爪推杆(6),起到压紧并自定位鼓式工件的作用;双锥度顶杆收回后,自定心顶杆组及压爪推杆在弹簧弹力作用下复位,夹具松开工件;该结构采用液压油缸的形式进行锥形块推进,不适用与试制阶段,成本较高。
[0005]
二、一种变速箱零件自定心夹具,包括底座,所述底座上表面的中间位置处安装有定心架,且底座上表面靠近定心架的一端位置处固定有第一固定端,所述底座上表面相对于第一固定端的一端设置有第二固定端,且底座的底部对称安装有两个t型滑块,所述第一固定端与第二固定端的内部均呈环形阵列设置有三个第一弹簧槽,且六个第一弹簧槽内部的中间位置处均固定有第一弹簧,六个所述第一弹簧的一端均连接有限位板。该结构夹持内端零件外圆,不适用与加工定内孔的零件。
[0006]
三、一种旋进式自定心夹具,其包括:套筒,具有一长通孔;第一螺纹轴,螺纹连接于长通孔第一端内部,并且,第一螺纹轴内部设有第一圆锥通孔;第二螺纹轴,螺纹连接于长通孔第二端内部,并且,第二螺纹轴内部设有第二圆锥通孔;第一螺纹轴的第二端端面、第二螺纹轴的第二端端面相对;第一楔块,位于第一圆锥通孔中,长度方向与第一圆锥通孔的轴线一致,截面从第一端至第二端逐渐增大,外表面呈圆锥面并紧贴第一圆锥通孔的内表面;第二楔块,位于第二圆锥通孔中,长度方向与第二圆锥通孔的轴线一致,截面从第一端至第二端逐渐增大,外表面呈圆锥面并紧贴第二圆锥通孔的内表面。该结构只适用于加工圆轴类零件,不用于加工异形零件。
技术实现要素:
[0007]
本实用新型是用来加工一款机电耦合变速箱壳体的工装,通过该工装可以实现壳体加工的快速定位及装夹,并保持加工基准与设计基准的一致性,解决了现在工装存在的上述问题。
[0008]
本实用新型技术方案结合附图说明如下:
[0009]
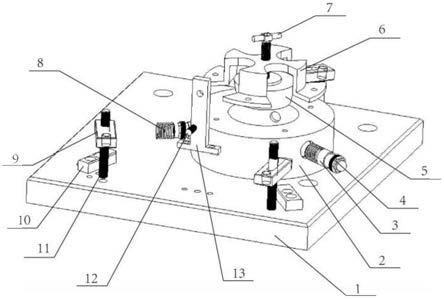
一种加工混合动力变速箱前壳的定心工装,包括底板1、圆柱母体2、定心爪3、空心
堵塞4、锥块5、爪型支撑块6、扳手7、空心压缩弹簧8、压块9、支撑块10、螺柱11、顶丝12和侧面立柱13;所述圆柱母体2固定在底板1上;所述圆柱母体2上带有三个120
°
均布、与圆柱母体2轴线垂直的阶梯孔,所述空心压缩弹簧8、定心爪3和空心堵塞4依次安装进阶梯孔中,并且沿阶梯孔轴线方向移动;所述爪型支撑块6固定在圆柱母体2的上端,所述爪型支撑块6中间设置有螺纹孔;所述扳手7穿过螺纹孔与锥块5螺纹连接;所述锥块5的锥面与定心爪3的弧面相接触;所述支撑块10固定在底板1上;所述侧面立柱13的下端固定在底板1上;所述顶丝12旋至侧面立柱13上,且顶住壳体侧面;所述压块9通过螺柱11和螺母固定在底板1上,并且压紧壳体毛坯。
[0010]
所述圆柱母体2通过螺栓固定在底板1上。
[0011]
所述爪型支撑块6通过螺栓固定在圆柱母体2的上端。
[0012]
所述螺纹孔为m16螺纹孔。
[0013]
所述支撑块10有三个,均通过螺栓固定在底板1上。
[0014]
所述侧面立柱13通过螺栓固定在底板1上。
[0015]
所述支撑块10有三个,其上均设置有长条孔。
[0016]
本实用新型的有益效果为:
[0017]
1)本实用新型可以实现壳体加工的快速定位及装夹,并保持加工基准与设计基准的一致性;
[0018]
2)本实用新型通过锥块与爪型支撑环的螺纹副连接,使锥块可实现z向的移动,通过锥块z向的移动使定心爪实现往外扩张和内缩,实现定心直径的变化;
[0019]
3)本实用新型的定心爪在往外伸张后可自动回位;
[0020]
4)本实用新型通过扳手、压块、支撑块、螺柱、顶丝、侧面立柱,用以限制壳体的z向转动自由度和压紧。
附图说明
[0021]
图1为本实用新型的整体结构爆炸示意图;
[0022]
图2为本实用新型的使用状态参考图。
[0023]
图中:1、底板;2、圆柱母体;3、定心爪;4、空心堵塞;5、锥块;6、爪型支撑块;7、扳手;8、空心压缩弹簧;9、压块;10、支撑块;11、螺柱;12、顶丝;13、侧面立柱。
具体实施方式
[0024]
参阅图1、图2,一种加工混合动力变速箱前壳的定心工装,其特征在于,包括底板1、圆柱母体2、定心爪3、空心堵塞4、锥块5、爪型支撑块6、扳手7、空心压缩弹簧8、压块9、支撑块10、螺柱11、顶丝12和侧面立柱13。
[0025]
所述圆柱母体2通过螺栓从底板1底部倒把旋紧至底板1上;所述圆柱母体2上带有三个120
°
均布、与圆柱母体2轴线垂直的阶梯孔,依次将空心压缩弹簧8、定心爪3和空心堵塞4依次安装进阶梯孔中,定心爪3可在阶梯孔中沿阶梯孔轴线方向移动,以此实现定心爪3的自动复位。还包括底板1用于支撑母体及其余零件。所述爪型支撑块6通过螺栓固定在圆柱母体2的上端。所述爪型支撑环6中部带有m16螺纹孔,锥块5通过螺纹副与爪型支撑环6配合,通过锥块5在z轴方向的移动来扩大定心爪3所构成的胀紧外圆。通过旋转扳手7,可实现
锥块5在z向的直线移动,锥块5的锥面与定心爪3的弧面相接触,从而通过锥块5的直线移动可实现定心爪3范围φ260-φ280胀紧功能。将3个支撑块10按次序通过螺栓旋紧至底板1上,作为一个支撑面,支撑壳体所铸造的3个工艺搭子平面,再将侧面立柱13通过螺栓旋紧至底板1上,将顶丝12旋至侧面立柱13上,至此夹具已经搭建好。将所要加工的前壳,放置在3个支撑搭子上,限制z方向移动自由度及x、y两个方向的旋转自由度,再旋紧扳手7,使得定心爪3向外胀紧壳体内腔孔,限制壳体x、y向的移动自由度,将侧面顶丝12顶住壳体侧面,限制z向的旋转自由度,至此壳体的6个自由度全部被限制,再将压块9压紧壳体毛坯,完成壳体的定位及装夹。装夹时,转动扳手7使锥形5块向下移动,使得定心爪3向外移动,实现胀紧支撑作用。
[0026]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0027]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0028]
此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1