一种用于汽车冲压件的模具结构的制作方法
[0001]
本实用新型涉及冲压模具技术领域,具体地说,涉及一种用于汽车冲压件的模具结构。
背景技术:
[0002]
在汽车的生产过程中,由于许多工件结构复杂,往往需要经过多次冲压才能完成。例如冲压件如果需要四次成型,则需要四个成型工站,依次完成整个成型动作,而且还需要根据产品的不同开发对应的模具,以及选择不同吨位的冲床进行生产。这种传统方案具有一定的局限性,如果采用多套模具分别进行生产,则管理难度加大,并且设备利用率不高,而且换模时间长,生产效率低下,还会消耗大量的电气资源,会使产品的生产成本上升。为此有必要对现有的汽车冲压件模具做进一步的改进。
[0003]
公开号为cn208178231u的专利文件公开了一种用于汽车冲压件的模具结构,包括上模板和下模板,上模板与冲压机连接,上模板上设有多个形状不同的上模,下模板上设有多个形状不同的下模,上模与下模位置相对应,下模板的一侧还设有机械手,机械手用于相邻下模之间工件的搬运。虽然该实用新型通过机械手在每个模具之间的搬运就可完成整个工件的冲压,提升生产效率以及设备利用率,但是通过机械手的搬运,无法确保每次都能较为准确的将工件从一个模具搬运到下一个模具上,当工件与模具配合出现误差时将会导致冲压件的损坏。
技术实现要素:
[0004]
针对现有技术中存在的普通的用于汽车冲压件的模具结构无法较为稳定的对汽车模具进行连续冲压的缺陷,本实用新型提供了一种用于汽车冲压件的模具结构。其能够实现连续且稳定的对工件进行冲压的功能。
[0005]
为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
[0006]
一种用于汽车冲压件的模具结构,其包括工作台,工作台的中心处向内凹陷形成工件加工区,工件加工区的上端面设有第一安装腔,第一安装腔内均匀分布有若干个向下设置的第一液压油缸,所述的若干个第一液压油缸的活塞杆的端部共同连接有呈圆环型的上模具安装座,上模具安装座的底面上设有若干个各不相同的上模具;工件加工区的下端面设有第二安装腔,第二安装腔内设有若干个向上设置的第二液压油缸,所述的若干个第二液压油缸的活塞杆的端部共同连接有呈圆环型的下模具安装座,下模具安装座的上端面设有与上模具相配合的下模具;第二安装腔的中心处设有电机安装座,电机安装座内设有竖直向上设置的电机,电机的转轴上连接有工件放置座,工件放置座内设有若干个用于放置工件的放置槽。
[0007]
通过本实用新型的上模具安装座、下模具安装座、电机以及工件放置座的设置,能够使得该用于汽车冲压件的模具结构在使用时更为稳定,较佳的提升了汽车冲压过程中的稳定性;并且较佳的降低了制造成本。
[0008]
作为优选,工件放置座上设有若干个方形通孔,方形通孔底端的内壁向中心处延伸形成放置槽;工件放置座上设有用于对于工件进行固定的固定机构,固定机构包括设置于放置槽两端的滑轨,滑轨内设有相配合的l型滑块,工件放置座上位于滑轨的一端与l型滑块固定连接且用于推动l型滑块的第一电动推杆。
[0009]
通过本实用新型的固定机构的设置,能够在较佳的提升该用于汽车冲压件的模具结构在运行时的稳定性。
[0010]
作为优选,l型滑块上远离第一电动推杆的端面设有竖直向下设置的第二电动推杆,第二电动推杆的底端设有用于抵靠在工件上的固定板。
[0011]
通过本实用新型的第二电动推杆以及固定板的设置,能够较佳的提升该用于汽车冲压件的模具结构的适用性。
[0012]
作为优选,l型滑块上远离第一电动推杆的端面上设有竖直设置的滑槽,固定板的端部设有位于滑槽中且与滑槽间隙配合的耳部。
[0013]
通过本实用新型的滑槽以及耳部的设置,能够较佳的提升该用于汽车冲压件的模具结构在运行时的稳定性。
[0014]
作为优选,固定板的底端设有橡胶垫。
[0015]
通过本实用新型的橡胶垫的设置,能够避免了汽车工件发生滑动,较佳的提升了该用于汽车冲压件的模具结构在运行时的稳定性。
[0016]
作为优选,第一液压油缸的数量为4~6个,第二液压油缸的数量为4~6个。
[0017]
通过本实用新型的第一液压油缸以及第二液压油缸数量的设置,既能够使得上模具安装座以及下模具安装座在移动时具有较佳的稳定性,又避免了由于第一液压油缸或第二液压油缸的数量过多而导致制造成本过大。
附图说明
[0018]
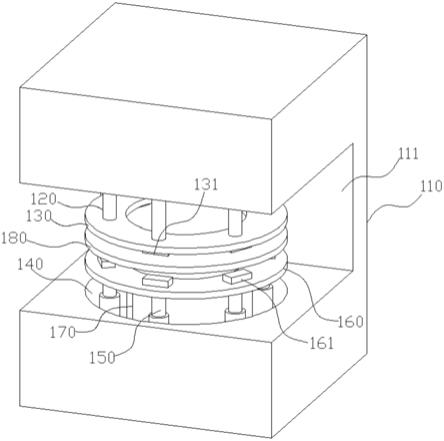
图1为实施例1中的用于汽车冲压件的模具结构的结构示意图。
[0019]
图2为图1中用于汽车冲压件的模具结构的剖视图。
[0020]
图3为图1中工件放置座的结构图。
[0021]
图4为图3中a部分的放大图。
[0022]
附图中各数字标号所指代的部位名称如下:
[0023]
110、工作台;111、工件加工区;120、第一液压油缸;130、上模具安装座;131、上模具;140、第二安装腔;150、第二液压油缸;160、下模具安装座;161、下模具;170、电机安装座;180、工件放置座;210、第一安装腔;220、电机;310、放置槽;320、方形通孔;330、滑轨;340、l型滑块;350、第一电动推杆;360、第二电动推杆;370、固定板;410、滑槽;420、耳部;430、橡胶垫。
具体实施方式
[0024]
为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。应当理解的是,实施例仅仅是对本实用新型进行解释而并非限定。
[0025]
实施例1
[0026]
如图1-4所示,本实施例提供了一种用于汽车冲压件的模具结构,其包括工作台
110,工作台110的中心处向内凹陷形成工件加工区111,工件加工区111的上端面设有第一安装腔210,第一安装腔210内均匀分布有若干个向下设置的第一液压油缸120,所述的若干个第一液压油缸120的活塞杆的端部共同连接有呈圆环型的上模具安装座130,上模具安装座130的底面上设有若干个各不相同的上模具131;工件加工区111的下端面设有第二安装腔140,第二安装腔140内设有若干个向上设置的第二液压油缸150,所述的若干个第二液压油缸150的活塞杆的端部共同连接有呈圆环型的下模具安装座160,下模具安装座160的上端面设有与上模具131相配合的下模具161;第二安装腔140的中心处设有电机安装座170,电机安装座170内设有竖直向上设置的电机220,电机220的转轴上连接有工件放置座180,工件放置座180内设有若干个用于放置工件的放置槽310。
[0027]
通过本实施例中的上模具安装座130、下模具安装座160、电机220以及工件放置座180的设置,在进行对于汽车工件的冲压时,将汽车工件放置在第一步加工所需的上模具131与下模具161之间的工件放置座180的放置槽310中,之后驱动第一液压油缸120以及第二液压油缸150,使得上模具131以及下模具131向着放置槽310方向移动,完成对于汽车工件的冲压;之后驱动第一液压油缸120以及第二液压油缸150向着远离放置槽310端移动,驱动电机220,使得完成第一步冲压的汽车工件移动至一侧的上模具131以及下模具161之间,此时可在第一步加工所使用的上模具131与下模具161之间的放置槽310中放置新的汽车工件,之后驱动第一液压油缸120以及第二液压油缸150完成对于放置槽310内的汽车工件的冲压;依次重复上述操作,使得汽车工件依次完成冲压步骤,当汽车工件完成所有冲压步骤并移动至第一步加工所使用的上模具131与下模具161之间时,将已完成所有冲压步骤的冲压件取下并更换新的冲压件;重复上述步骤,从而完成对于汽车冲压件的依次冲压。本实施例中的用于汽车冲压件的模具结构通过可转动的工件放置座180完成对于汽车冲压件的运输相比于对比文件中的用于汽车冲压件的模具结构通过机械手搬运实现对于工件的运输在使用时更为稳定,较佳的提升了汽车冲压过程中的稳定性;并且较佳的降低了制造成本。(需要说明是:本实施例中的汽车冲压件完成冲压过程所需的上模具131在上模具安装座130上依次相连且每个相邻上模具131之间的间距相等,每个上模具131的下方设有与之配合的下模具161。)。
[0028]
本实施例中,工件放置座180上设有若干个方形通孔320,方形通孔320底端的内壁向中心处延伸形成放置槽310;工件放置座180上设有用于对于工件进行固定的固定机构,固定机构包括设置于放置槽两端的滑轨330,滑轨330内设有相配合的l型滑块340,工件放置座180上位于滑轨330的一端与l型滑块340固定连接且用于推动l型滑块340的第一电动推杆350。
[0029]
通过本实施例中的固定机构的设置,能够在将汽车工件放置在放置槽310后,驱动第一电动推杆350使得l型滑块340的底面抵紧在汽车工件上,从而对汽车工件进行固定,避免了在进行冲压的过程中汽车工件发生晃动,从而较佳的提升了该用于汽车冲压件的模具结构在运行时的稳定性。
[0030]
本实施例中,l型滑块340上远离第一电动推杆350的端面设有竖直向下设置的第二电动推杆360,第二电动推杆360的底端设有用于抵靠在工件上的固定板370。
[0031]
通过本实施例中的第二电动推杆360以及固定板370的设置,能够在该用于汽车冲压件的模具结构运行时,当汽车工件放置在放置槽310后,可以驱动第一电动推杆350将l型
滑块340移动至汽车工件旁,之后驱动第二电机360使得固定板370的端部抵紧在汽车工件上,使得该用于汽车冲压件的模具结构可以对不同厚度的汽车工件进行固定,从而较佳的提升了该用于汽车冲压件的模具结构的适用性。
[0032]
本实施例中,l型滑块340上远离第一电动推杆350的端面上设有竖直设置的滑槽410,固定板370的端部设有位于滑槽410中且与滑槽410间隙配合的耳部420。
[0033]
通过本实施例中的滑槽410以及耳部420的设置,能够通过固定板370上耳部420与滑槽410的配合使得固定板370在移动时更为稳定,较佳的提升了固定汽车工件时的稳定性,从而较佳的提升了该用于汽车冲压件的模具结构在运行时的稳定性。
[0034]
本实施例中,固定板370的底端设有橡胶垫430。
[0035]
通过本实施例中的橡胶垫430的设置,能够使得固定板370抵紧在汽车工件上时,通过橡胶垫430与汽车工件之间的配合避免汽车工件发生滑动,从而较佳的提升了该用于汽车冲压件的模具结构在运行时的稳定性。
[0036]
本实施例中,第一液压油缸120的数量为4~6个,第二液压油缸150的数量为4~6个。
[0037]
通过本实施例中的第一液压油缸120以及第二液压油缸150数量的设置,既能够使得上模具安装座130以及下模具安装座160在移动时具有较佳的稳定性,又避免了由于第一液压油缸120或第二液压油缸150的数量过多而导致制造成本过大。
[0038]
总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1