一种钻杆管体和钻杆接头的摩擦焊焊接端面结构的制作方法
[0001]
本实用新型涉及煤矿瓦斯抽采钻孔钻杆的制造领域,尤其涉及一种钻杆管体和钻杆接头的摩擦焊焊接端面结构。
背景技术:
[0002]“先抽后采”是煤矿安全生产的方针,即煤炭开采前,要先在煤层进行瓦斯抽采,将煤层中的瓦斯降低到安全浓度以下。瓦斯抽采定向钻机是进行瓦斯抽采钻孔的主要装备,钻杆是瓦斯抽采钻孔作业的必须工具。钻杆由公接头、母接头、管体组成,公接头、母接头分别通过摩擦焊与管体接为一体。
[0003]
目前,在进行钻杆管体与钻杆接头摩擦焊焊接时,通常是将管体端面、接头根部端面加工成与轴线垂直的平面后直接进行摩擦焊焊接。但在针对部分薄壁钻杆尤其是较大直径的薄壁厚钻杆的管体与接头进行摩擦焊焊接时,如采用上述焊接端面结构,因摩擦焊焊接截面不够大,焊接完成后会存在焊缝载荷小、抗拉强度不够等缺陷,最终导致钻杆在大孔径钻孔作业中容易出现过载断裂。
技术实现要素:
[0004]
(一)解决的技术问题
[0005]
本实用新型的目的在于提供一种钻杆管体和钻杆接头的摩擦焊焊接端面结构,主要解决上述现有技术所存在的焊缝载荷小、抗拉强度不够的技术问题,采用本实用新型能增大摩擦焊焊接截面,进而增大焊缝载荷、提升焊缝抗拉强度,更好地降低钻杆在作业中因过载发生断裂的概率,提高钻杆的使用寿命。
[0006]
(二)技术方案
[0007]
为了实现上述目的,本实用新型采用了如下技术方案:
[0008]
一种钻杆管体和钻杆接头的摩擦焊焊接端面结构,其特征在于:包括钻杆管体和钻杆接头,所述钻杆管体和钻杆接头其中之一的摩擦焊焊接端面为外凸出形曲面结构的外凸焊接端面,另一个的摩擦焊焊接端面为与外凸焊接端面可无隙吻合的内凹形曲面结构的内凹焊接端面。
[0009]
进一步地,所述外凸焊接端面为由凸形内锥面与凸形外锥面组成的外凸出形环锥结构,凸形内锥面与凸形外锥面的交线为圆形,凸形内锥面与凸形外锥面之间的夹角为凸形夹角;所述内凹焊接端面由凹形内锥面与凹形外锥面组成的内凹形环锥结构,凹形内锥面与凹形外锥面的交线为圆形,凹形内锥面与凹形外锥面之间的夹角为凹形夹角;凸形夹角与凹形夹角大小相等。
[0010]
进一步地,所述凸形夹角与凹形夹角均为60
°
~90
°
。
[0011]
进一步地,所述凸形内锥面与凸形外锥面面积相等,且所述凹形内锥面与凹形外锥面面积相等。
[0012]
(三)有益效果
[0013]
与现有技术相比,本实用新型提供了一种钻杆管体和钻杆接头的摩擦焊焊接端面结构,具备以下有益效果:在将焊接钻杆管体和钻杆接头进行焊接前,对钻杆管体和钻杆接头的焊接截面进行加工,将钻杆管体和钻杆接头其中之一的摩擦焊焊接端面加工成外凸出形曲面结构的外凸焊接端面,另一个的摩擦焊焊接端面加工成与外凸焊接端面相配套的内凹形曲面结构的内凹焊接端面,这样可以增大钻杆管体和钻杆接头的焊接截面,使得焊接完成后的焊缝载荷增大、焊缝具有更好的抗拉强度,不易在作业过程中断裂,进而提升了钻杆的使用寿命,节约作业成本。
[0014]
近年来,瓦斯抽采定向钻机技术向着大扭矩、大推进力、大直径钻杆、大孔径作业方向快速发展,使用本实用新型能很好地克服大直径、薄壁厚钻杆的钻杆管体和钻杆接头焊接加工过程中摩擦焊焊接截面小、焊缝载荷小的缺陷问题,对作业效率和质量提升有着积极性作用。
附图说明
[0015]
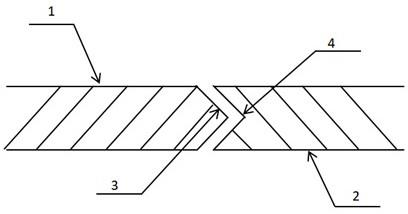
图1为第一步完成后钻杆管体与钻杆接头的对接示意图(纵剖面)。
[0016]
图2为进行第二步前外凸焊接端面的结构示意图(纵剖面)。
[0017]
图3为进行第二步前内凹焊接端面的结构示意图(纵剖面)。
[0018]
图中:
[0019]
1-钻杆管体、2-钻杆接头、3-外凸焊接端面、4-内凹焊接端面、a-凸形外锥面、b-凸形内锥面、c-凸形夹角、a1-凹形外锥面、b1-凹形内锥面、c1-凹形夹角。
具体实施方式
[0020]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0021]
本实用新型涉及一种钻杆管体和钻杆接头的摩擦焊焊接端面结构,以曲面焊接端面代替平面焊接端面,增大钻杆管体和钻杆接头的摩擦焊焊接面面积。
[0022]
一种钻杆管体和钻杆接头的摩擦焊焊接端面结构,其特征在于:包括钻杆管体1和钻杆接头2,所述钻杆管体1和钻杆接头2其中之一的摩擦焊焊接端面为外凸出形曲面结构的外凸焊接端面3,另一个的摩擦焊焊接端面为与外凸焊接端面3可无隙吻合的内凹形曲面结构的内凹焊接端面4。
[0023]
本实用新型的一种优选实施方式中,以大扭矩定向钻机进行扩孔作业所需的大直径钻杆摩擦焊焊接为例,钻杆管体1和钻杆接头2焊径部位外径均为127mm,内径为均115.8mm,壁厚均为5.6mm。
[0024]
在摩擦焊焊接前,将钻杆管体1和钻杆接头2其中之一的摩擦焊焊接端面加工成外凸出形曲面结构的外凸焊接端面3,另一个的摩擦焊焊接端面加工成与外凸焊接端面3相配套的内凹形曲面结构的内凹焊接端面4,外凸焊接端面3与内凹焊接端面4对接后可以完全无隙吻合。
[0025]
曲面结构的外凸焊接端面3和内凹焊接端面4可以为非环锥结构,都能够达到增加
摩擦焊焊接面面积的目的,只要外凸焊接端面3与内凹焊接端面4对接后可以完全无隙吻合,经过摩擦焊焊接,都能够提升焊缝强度和抗拉性。但优选地,将凸焊接端面3与内凹焊接端面4加工成配套的双曲面结构环锥结构,在工艺上更加简单,加工效率更高。
[0026]
如图1、2所示,优选地,实施例中,钻杆管体1的摩擦焊焊接端面被加工成外凸出形双曲面结构的外凸焊接端面3,外凸焊接端面3为由凸形内锥面b与凸形外锥面a组成的外凸出形环锥结构,凸形内锥面b与凸形外锥面a的交线为圆形,凸形内锥面b与凸形外锥面a之间的夹角为凸形夹角c;如图1、3所示,钻杆接头2的摩擦焊焊接端面被加工成与外凸焊接端面3相配套的内凹形双曲面结构的内凹焊接端面4,内凹焊接端面4由凹形内锥面b1与凹形外锥面a1组成的内凹形环锥结构,凹形内锥面b1与凹形外锥面a1的交线为圆形,凹形内锥面b1与凹形外锥面a1之间的夹角为凹形夹角c1。凸形夹角c与凹形夹角c1大小相等。通过上述步骤,加工后的钻杆管体1与钻杆接头2的焊接端的面积均被增大,且增大后的外凸焊接端面3与凹焊接端面4充分对接后可以完全无隙吻合,能增加摩擦焊焊接过程中的接触面积。
[0027]
优选地,凸形夹角c与凹形夹角c1大小相等,且均为60
°
~90
°
。夹角越大,焊接端面越接近平面,相比平面焊接所增加的焊接截面越小。夹角越小,焊接截面越大,同样的焊接截面垂直分力所需要的轴向顶锻力越大。另外,夹角越小,外凸焊接曲面结构的尖端部位易过早熔化,反而影响焊接质量。夹角在60
°
~90
°
范围内,既可以有效增大焊接截面面积,又可以使外凸焊接曲面结构保持良好的稳定性。
[0028]
优选地,凸形内锥面b与凸形外锥面a面积相等,且凹形内锥面b1与凹形外锥面a1面积相等。
[0029]
使用传统的焊接端面结构,加工完成后,钻杆接头2焊径部位外径为127mm,内径为115.8mm,壁厚为5.6mm,焊径处端面为与轴线垂直的平面。所对应的钻杆管体1外径为127mm,内径为115.8mm,壁厚为5.6mm,管体端面为与轴线垂直的平面。摩擦焊焊接面接触面积s0为2134.7平方毫米。
[0030]
使用本实用新型的摩擦焊焊接端面结构,钻杆接头2曲面焊接端面加工完成后,其焊径部位外径为127mm,内径为115.8mm,焊径部位壁厚为5.6mm。焊径端面为由外锥面a1与内锥面b1组成的内凹焊接端面4。凹形夹角c1为90
°
,凹形内锥面b1与凹形外锥面a1面积相等。由凹形外锥面a1、凹形内锥面b1组成的双曲面的面积s1为3356.32平方毫米。钻杆管体1焊接端面结构为外凸形状,与钻杆接头2焊径部位焊接端面结构参数相同,外凸焊接端面3与内凹焊接端面4对接后可以完全无隙吻合。数据对比显示,s1:s0=1.57,即:与传统的平面焊接端面相比,采用本实用新型使摩擦焊焊接面接触面积增大了0.57倍。
[0031]
使用连续摩擦焊机将外凸焊接端面3与内凹焊接端面4进行摩擦焊焊接,具体参数如下:
[0032]
焊机型号:c630型连续摩擦焊机。
[0033]
焊接工艺参数设置:工进压力2.26mpa,工进速速2.95mm/s,摩擦起始压力2.61mpa,预顶压力5.65 mpa,摩擦压力7.07 mpa,顶锻压力10 mpa,摩擦时间10s,顶锻保压时间6s,顶锻变形量15mm。
[0034]
按照以上参数实施摩擦焊焊接后,焊接面融合良好,内外飞边饱满,实际摩擦缩短量为15.02mm。
[0035]
再对焊缝拉伸性能进行检测。试验用管体、接头材质为26crmo,钢级为g105。试验依据标准:astma370-2005。试样尺寸:25.7*3.83mm,试样形状:条形试样。测试结果:抗拉强度为1019mpa,较平面摩擦焊端面结构抗拉性能提高30%以上。
[0036]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0037]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1