一种铝型材挤压模具的制作方法
1.本实用新型涉及铝型材挤压技术领域,具体为一种铝型材挤压模具。
背景技术:
2.铝型材挤压是指将铝合金高温铸坯通入专用模具内,在挤压机提供的压力作用下,按给定的速度,将铝合金从模腔中挤出,从而获得所需形状、尺寸具有一定使用功能的铝合金挤压型材。合理的设计与制造能大大延长模具寿命,对于提高生产效率、降低成本和能耗具有重要意义。
3.目前,我国型材挤压模具设计基本上还停留在传统的依靠工程类比和设计经验的积累上,而且型材断面越复杂,其挤压变形的不均匀性就越明显,从而很难保证坯料一次性的均匀流出,导致型材扭曲、裂纹等缺陷而报废,模具也极易损伤,反复试模、修模也造成资金、人力、时间、资源等方面的浪费,为此我们提出了一种铝型材挤压模具来解决上述问题。
技术实现要素:
4.本实用新型的目的在于提供一种铝型材挤压模具,以解决上述背景技术中提出的型材断面越复杂,其挤压变形的不均匀性就越明显,从而很难保证坯料一次性的均匀流出,导致型材扭曲、裂纹等缺陷而报废的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种铝型材挤压模具,包括上模,下模和底座,所述上模的外壁设置有第一弧边,所述上模的左右两端开设有第一插孔,所述上模的中心位置开设有模槽,所述下模的外壁设置有第二弧边,所述下模的上壁设置有固定杆,且固定杆的外径与上模上第一插孔的内径相匹配,所述下模的上壁与模槽对应位置处设置有固定板,且固定板的外径与模槽的内径尺寸相匹配。
6.优选的,所述上模上开设有散热孔,所述下模上开设有散热孔,所述上模和下模竖向外壁中间位置处皆设置有圆弧形凹槽。
7.优选的,所述底座的上侧开设有固定槽,所述底座的上侧设置有顶杆,所述顶杆的位置与下模上顶槽的位置相对应,所述顶杆的外径与顶槽的内径尺寸相适配。
8.优选的,所述第一弧边设置为圆弧形凹面,所述上模的上下两侧皆设置有第一弧边,所述第二弧边设置为圆弧形凸面,所述下模的上下两侧接设置有第二弧边,所述第一弧边与第二弧边的尺寸相适配。
9.优选的,所述底座的上侧边缘处设置有第三弧边,所述第三弧边设置为圆弧形凹面,所述第三弧边与下模下侧第二弧边尺寸相适配。
10.优选的,所述模槽固定板的上侧开设有顶槽,且顶槽内插设有顶针,所述顶槽内径与顶针的外径相适配,所述顶槽与顶针共设置有六组。
11.与现有技术相比,本实用新型的有益效果是:本铝型材挤压模具,通过散热孔的设置使得本装置在使用时,加速其内部的热量散发,提高散热效率,在本装置在进行挤压和出料时,通过上模和下模外壁设置的圆弧形凹槽,方便对其进行夹取放置和分离;
12.通过顶杆的设置使得在材料在挤压冷却后,将下模抬起放置在底座上,使得下模下端的固定杆插设到底座的固定槽内,同时六组顶杆插入对应的顶槽内,从而使得顶针向上顶出,从而使得模槽内部的挤压型材进行向上推出,提高模具出料的方便程度,同时也可以整体提高模具挤压效率;
13.通过上模下侧的第一弧边与下模上侧的第二弧边的设置,使得模具在进行挤压时,提高上模与下模的密封性,防止在加工时材料外溢造成浪费,提高模具的实用性,通过底座上第三弧边的设置,使得下模放置在底座上时的摩擦力减弱,减少模具之间的磨损程度,增加其使用寿命。
附图说明:
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
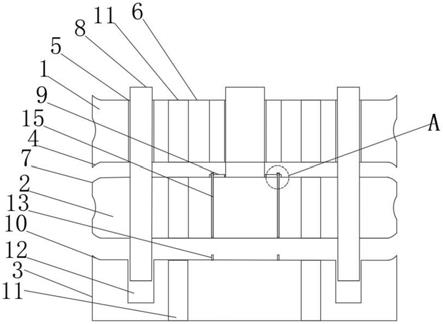
15.图1为本实用新型的结构的内部剖面示意图;
16.图2为本实用新型的结构立体示意图;
17.图3为本实用新型中上模的结构示意图;
18.图4为本实用新型中下模的结构示意图;
19.图5为本实用新型中底座的结构示意图;
20.图6为本实用新型的结构正视示意图;
21.图7为本实用新型图1中a处的局部放大示意图。
22.图中:1、上模;2、下模;3、底座;4、第一弧边;5、第一插孔;6、模槽;7、第二弧边;8、固定杆;9、固定板;10、第三弧边;11、散热孔;12、固定槽;13、顶杆;14、顶槽;15、顶针。
具体实施方式:
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1
‑
7,本实用新型提供的一种实施例:一种铝型材挤压模具,包括上模1、下模2和底座3,上模1的外壁设置有第一弧边4,上模1的左右两端开设有第一插孔5,上模1的中心位置开设有模槽6,下模2的外壁设置有第二弧边7,下模2的上壁设置有固定杆8,且固定杆8的外径与上模1上第一插孔 5的内径相匹配,下模2的上壁与模槽6对应位置处设置有固定板9,且固定板 9的外径与模槽6的内径尺寸相匹配;
25.进一步的,如图一和图二所示,上模1上开设有散热孔11,下模2上开设有散热孔11,上模1和下模2竖向外壁中间位置处皆设置有圆弧形凹槽,通过散热孔11的设置使得本装置在使用时,加速其内部的热量散发,提高散热效率,在本装置在进行挤压和出料时,通过上模1和下模2外壁设置的圆弧形凹槽,方便将其进行放置和分离;
26.进一步的,如图三所示,底座3的上侧开设有固定槽12,底座3的上侧设置有顶杆
13,顶杆13的外径与顶槽14的内径尺寸相适配,使得顶杆13插入对应的顶槽14内,从而使得顶针15向上顶出,从而使得模槽6内部的挤压型材进行向上推出,提高模具出料的方便程度,同时也可以整体提高模具挤压效率;
27.进一步的,如图一和图二所示,第一弧边4设置为圆弧形凹面,上模1的上下两侧皆设置有第一弧边4,第二弧边7设置为圆弧形凸面,下模2的上下两侧接设置有第二弧边7,第一弧边4与第二弧边7的尺寸相适配,使得模具在进行挤压时,提高上模1与下模2的密封性,防止在加工时材料外溢造成浪费,提高模具的实用性;
28.进一步的,如图二和图三所示,底座3的上侧边缘处设置有第三弧边10,第三弧边10设置为圆弧形凹面,第三弧边10与下模2下侧第二弧边7尺寸相适配,使得下模2放置在底座3上时的摩擦力减弱,减少模具之间的磨损程度,增加其使用寿命;
29.进一步的,如图五所示,固定板9的上侧开设有顶槽14,且顶槽14内插设有顶针15,顶槽14内径与顶针15的外径相适配,顶槽14与顶针15共设置有六组,当下模2放置在底座3上时,使得顶杆13插设在顶槽14内,从而推动顶针15向上,提高出料的便捷度,增加其出料速度;
30.工作原理:在铝型材挤压模具在使用前,使得下模2上设置的固定杆8插设在上模1上开设的第一插孔5内,确认上模1与下模2准确组装,并进行检查,确认无误后对其进行规定温度和时间的加热操作,在型材进行加工的阶段,通过机器对上模1的上侧进行缓慢施压,避免快速加压造成堵模,增加不必要的麻烦,在需加工的型材进入到模槽6内部进行塑形时,用锤子轻轻敲打,使的加工的型材避免压实不牢造成型材内的鼓包,影响型材的质量,造成浪费,同时避免大力敲打,避免造成模具的内部发生形变,当型材在上模1与下模2 的作用下塑形冷却后,将上模1与下模2放置在底座3上,使得固定杆8插设在固定槽12内,同时顶杆13将插设在顶槽14内,使得顶针15被向上推出,从而使加工的铝型材由模槽6的内部分离出来,完成本装置的一次加工,当加工在一定数量型材后需对本装置进行氮化处理,避免将工作带拉出沟槽,两次氮化之间不可过多生产,使用后的挤压模具需要对其进行抛光、涂油进行保管以备下次使用,从而也提高磨模具的使用寿命,减少材料和资源的浪费,以上为本实用新型的全部工作原理。
31.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1