一种堆焊使用新型紧凑型装备的制作方法
[0001]
本实用新型涉及堆焊领域,尤其涉及一种堆焊使用新型紧凑型装备。
背景技术:
[0002]
目前堆焊行业的etr堆焊装备,设备形式多种多样,每个设备的结构组成也不相同,往往存在设备外形尺寸大、移动与运输不便的问题。堆焊装备的尺寸越大,其工作精度往往越差,所能堆焊的工件形式也越单一。
[0003]
这样的大型etr堆焊装备,在实际生产应用过程中容易导致以下问题:
[0004]
1、采用焊枪旋转式焊接,工件固定不动;若焊枪过长,焊接过程中会产生抖动,导致成形平整度差,影响焊接过程中液态熔池铺展,在道与道之间重叠时,成形会变得难以控制,容易导致局部焊层高,焊瘤等高低不平的问题。
[0005]
2、设备精度差,焊枪旋转式校圆难以保证与工件的同心度。
[0006]
3、设备笨重,使用寿命短、焊接效率低,维修保养成本高。
[0007]
4、操作复杂,自动化程度低,对操作人员要求高。
技术实现要素:
[0008]
实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种堆焊使用新型紧凑型装备,具有高精度控制,焊接过程稳定,自动化程度高及体积小、重量轻便的特点,有效提高焊接效率及焊接质量。
[0009]
技术方案:本实用新型的一种堆焊使用新型紧凑型装备,其特征在于:该装备包括底座部分、划架部分、焊接部分与装备控制系统部分;所述底座部分包括底板并在底板底部设有若干个水平调节支架;所述划架部分包括固定柱、相互活动连接的横梁与竖梁;所述焊接部分包括焊接电源、送丝机、高频发生装置、焊枪与固定支架;所述装备控制系统部分包括转台、控制柜与遥控器。
[0010]
其中,所述的竖梁位于固定柱上方且竖梁与横梁之间通过固定板上的凹槽嵌合连接,竖梁上设有竖向齿条并通过竖梁上的第二伺服电机来配合竖向齿条的捏合转动实现横梁的上下移动;所述横梁上设有横向齿条并通过横梁上的第一伺服电机来配合横向齿条捏合转动实现横梁的左右移动。
[0011]
其中,所述的焊接电源位于底板上方且焊接电源与送丝机、高频发生装置分别通过数据线连接;所述固定支架与横梁连接并在固定支架上设有送丝盘;所述焊枪通过固定扣与固定支架连接且焊枪端部与送丝机连接;所述固定扣与焊枪位于同一中心线。
[0012]
其中,所述的控制柜设有电源总开关、屏幕、紧急停止按钮与状态指示灯且控制柜与遥控器通过数据线连接,控制柜与第一伺服电机、第二伺服电机分别通过数据线连接;所述转台位于底板上方且转台内部设有碳刷与电机,电机与控制柜通过电源线连接,碳刷与焊接电源的地线连接;所述转台与焊枪位于同一中心线。
[0013]
其中,所述的高频发生装置与固定支架之间通过第一连接板固定连接;所述的送
丝机与固定支架之间通过第二连接板固定连接。
[0014]
其中,所述的底板与水平调节支架之间通过螺丝活动连接;所述固定扣与固定支架之间通过螺丝固定连接。
[0015]
其中,所述的转台与底板之间通过螺栓固定连接;所述的送丝盘与固定支架之间通过螺栓固定连接;所述的焊枪端部通过螺纹与送丝机活动连接;所述的竖梁与固定柱之间通过螺栓固定连接。
[0016]
有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型在堆焊过程中能够实现高精度控制,焊接过程稳定,自动化程度高及体积小、重量轻便;有效提高焊接效率及焊接质量,具有适用性广的特点。
附图说明
[0017]
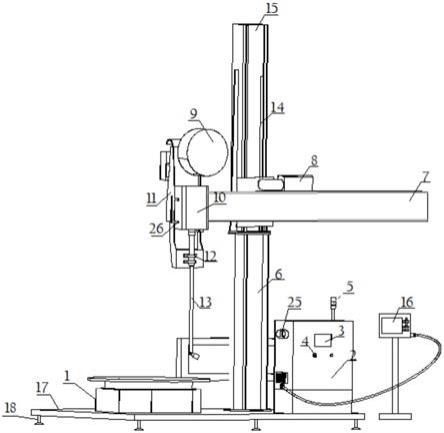
图1为本实用新型的结构示意图;
[0018]
图2为本实用新型的左视结构示意图;
[0019]
图中1为转台、2为控制柜、3为屏幕、4为紧急停止按钮、5为状态指示灯、6为固定柱、7为横梁、8为第一伺服电机、9为送丝盘、10为送丝机、11为固定支架、12为固定扣、13为焊枪、14为竖向齿条、15为竖梁、16为遥控器、17为底板、18为水平调节支架、19为高频发生装置、20为第二伺服电机、21为横向齿条、22为焊接电源、23为固定板、24为第一连接板、25为电源总开关、26为第二连接板。
具体实施方式
[0020]
下面结合附图及具体实施方式对本实用新型的技术方案做进一步的描述。
[0021]
本实用新型的一种堆焊使用新型紧凑型装备,该装备包括底座部分、划架部分、焊接部分与装备控制系统部分;底座部分包括底板17并在底板17底部设有若干个水平调节支架18;划架部分包括固定柱6、相互活动连接的横梁7与竖梁15;焊接部分包括焊接电源22、送丝机10、高频发生装置19、焊枪13与固定支架11;装备控制系统部分包括转台1、控制柜2与遥控器16。其中,竖梁15位于固定柱6上方且竖梁15与横梁7之间通过固定板23上的凹槽嵌合连接,竖梁15上设有竖向齿条14并通过竖梁15上的第二伺服电机20来配合竖向齿条14的捏合转动实现横梁7的上下移动;横梁7上设有横向齿条21并通过横梁7上的第一伺服电机8来配合横向齿条21捏合转动实现横梁7的左右移动。其中,焊接电源22位于底板17上方且焊接电源22与送丝机10、高频发生装置19分别通过数据线连接;固定支架11与横梁7连接并在固定支架11上设有送丝盘9;焊枪13通过固定扣12与固定支架11连接且焊枪13端部与送丝机10连接;固定扣12与焊枪13位于同一中心线。其中,控制柜2设有电源总开关25、屏幕3、紧急停止按钮4与状态指示灯5且控制柜2与遥控器16通过数据线连接,控制柜2与第一伺服电机8、第二伺服电机20分别通过数据线连接;转台1位于底板17上方且转台1内部设有碳刷与电机,电机与控制柜2通过电源线连接,碳刷与焊接电源22的地线连接;转台1与焊枪13位于同一中心线。
[0022]
其中,高频发生装置19与固定支架11之间通过第一连接板24固定连接;送丝机10与固定支架11之间通过第二连接板26固定连接。底板17与水平调节支架18之间通过螺丝活动连接;固定扣12与固定支架11之间通过螺丝固定连接。转台1与底板17之间通过螺栓固定
连接;送丝盘9与固定支架11之间通过螺栓固定连接;焊枪13端部通过螺纹与送丝机10活动连接;竖梁15与固定柱6之间通过螺栓固定连接。
[0023]
一种堆焊使用新型紧凑型装备的使用方法,包括下述步骤:
[0024]
1)焊接配置选用fronius tt5000 dc tig焊接电源22,焊接电源22为tt5000恒压电源,焊接电弧恒压≤0.5v,额定电流400a~500a;水箱配比fronius fk4000原配水箱,水流量6l/min~7l/min;送丝机10配比fronius kd1500d-11,额定送丝速度0~22m/min,附加tt2200热丝电源;
[0025]
2)行程设备为堆焊使用新型紧凑型装备,伺服立柱,垂直升降行程1200mm~1500mm,伺服横梁,水平伸缩行程1200mm~1300mm;转台1承重≤5000kg,转台1台面直径1500mm,伺服横梁,水平伸缩行程1200mm~1300mm;转台1承重≤5000kg,转台1台面直径转速0.039rpm~3.9rpm;
[0026]
3)plc控制系统由simens plc逻辑编程、profinet总线通讯接口、avc弧长控制功能组成;
[0027]
4)打开控制柜2上的电源总开关25,将工件摆放至转台1上,通过遥控器16控制横梁7移动至工件位置;
[0028]
5)用焊枪13在工件上寻找点位,再转动转台1进行校圆,直至工件与转台1、焊枪13在同一圆心;遥控器16设置具体对应工件的参数,进行堆焊。
[0029]
经测试,本实用新型具有如下有益效果:
[0030]
(1)本实用新型的装备适用范围大,装备适用于高度1200mm以下的产品,宽度及直径小于1200mm,其可堆焊的产品有石油行业的阀体,压力容器行业的法兰、接管法兰,特别是内径小的工件,其具有焊接过程非常稳定,高效的特点。
[0031]
(2)提高焊接效率,装备可根据不同的工件形式来调整设备的堆焊模式,实现自动化焊接,人员不需要等待,设备可持续进行焊接,大大节省用人及设备的成本。
[0032]
(3)使用可靠方便,在堆焊过程中,所有控制系统的装置都可以通过手持遥控器16进行控制,操作时调整快捷方便。
[0033]
(4)焊接过程中的弧压跟踪(avc)精度高,焊缝成型美观,大大降低焊接缺陷,大幅度提高堆焊质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1