一种金属偏心套加工工装的制作方法
1.本实用新型属于机械零件加工技术领域,具体涉及一种金属偏心套加工工装。
背景技术:
2.偏心套的外圆与内孔偏心设置,常用于偏心轴承中,广泛应用于减速机、轧机等工程设备领域。
3.偏心套的加工工艺包括:下料、锻造、热处理、粗车、磨端面、精磨内孔、精车外圆、倒角、检验、清洗等步骤。其中,偏心套的内孔加工好后,对其外圆精车时,为了保证加工精度,需要使用专用夹具夹持偏心套,现有的偏心套加工夹具对工件上料、下料时,需要将偏心套的轴向和径向均可靠地定位于夹具上,所用夹持配件的安装过程繁琐,例如需要使用螺母和垫圈将偏心套拧紧于芯轴上,装夹效率低,不适于批量化加工。
技术实现要素:
4.本实用新型的目的是提供一种金属偏心套加工工装,以解决工装装夹效率低、不适于批量化加工的问题。
5.本实用新型提供了如下的技术方案:
6.一种金属偏心套加工工装,包括爪盘、芯轴、紧固环和卡销,所述芯轴包括一体成型且偏心设置的夹持端和定位轴,所述爪盘可夹紧所述夹持端,所述爪盘安装于车床的旋转电机上;所述定位轴与偏心套的内孔紧密配合,且所述偏心套的外圆与所述夹持端同轴设置;所述芯轴远离所述夹持端的一端设有伸出所述偏心套外的紧固部,所述紧固环套装于所述紧固部上且紧贴所述偏心套的端面,所述卡销沿所述芯轴的径向插入所述紧固环和紧固部内,所述紧固部内沿平行于所述芯轴的轴向安装有弹簧和滚珠,所述卡销上设有与所述滚珠配合的卡槽,所述弹簧可将所述滚珠挤入所述卡槽内而将所述卡销定位于所述紧固环与所述紧固部上。
7.优选的,所述紧固部包括内轴和固定安装于所述内轴外的套管,所述内轴的外壁与所述套管的内壁上分别加工有第一半槽和第二半槽,所述第一半槽与所述第二半槽组合形成滚珠槽,所述弹簧的一端固定于所述滚珠槽内,所述弹簧的另一端固定连接所述滚珠。
8.优选的,所述紧固环上设有用于安装所述卡销的销孔,所述紧固环上于销孔的边缘印有与所述滚珠的位置对应的指示标识。
9.优选的,所述定位轴靠近所述紧固环的一端缩入于所述偏心套内。
10.优选的,所述芯轴的定位轴上设有第一键槽,所述第一键槽内安装有平键,所述偏心套的内孔设有第二键槽,所述平键键连接所述第二键槽。
11.本实用新型的有益效果是:
12.本实用新型芯轴的夹持端和定位轴偏心设置,且夹持端与偏心套的外圆同轴设置,因此旋转电机驱动芯轴旋转时,偏心套外圆的旋转曲面与夹持端的旋转曲面始终共圆心,从而车床刀具可以对偏心套的外圆进行精加工。
13.芯轴的紧固部上套装紧固环,紧固环由卡销沿径向固定于紧固部上,从而将偏心套沿轴向定位于芯轴上;紧固部内安装弹簧和滚珠,弹簧可将滚珠挤入卡销的卡槽内,防止卡销从芯轴上脱落,由于卡销是沿径向连接紧固环和紧固部的,因此即使其受到偏心套的轴向推力,也不会从紧固环和紧固部上滑落。利用滚珠定位卡销,卡销和紧固环的安装快速便捷,安装过程不需要使用工具,并且拆卸卡销时仅需要将卡销拉出即可,拆卸方便高效,适用于批量化加工偏心套。
附图说明
14.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
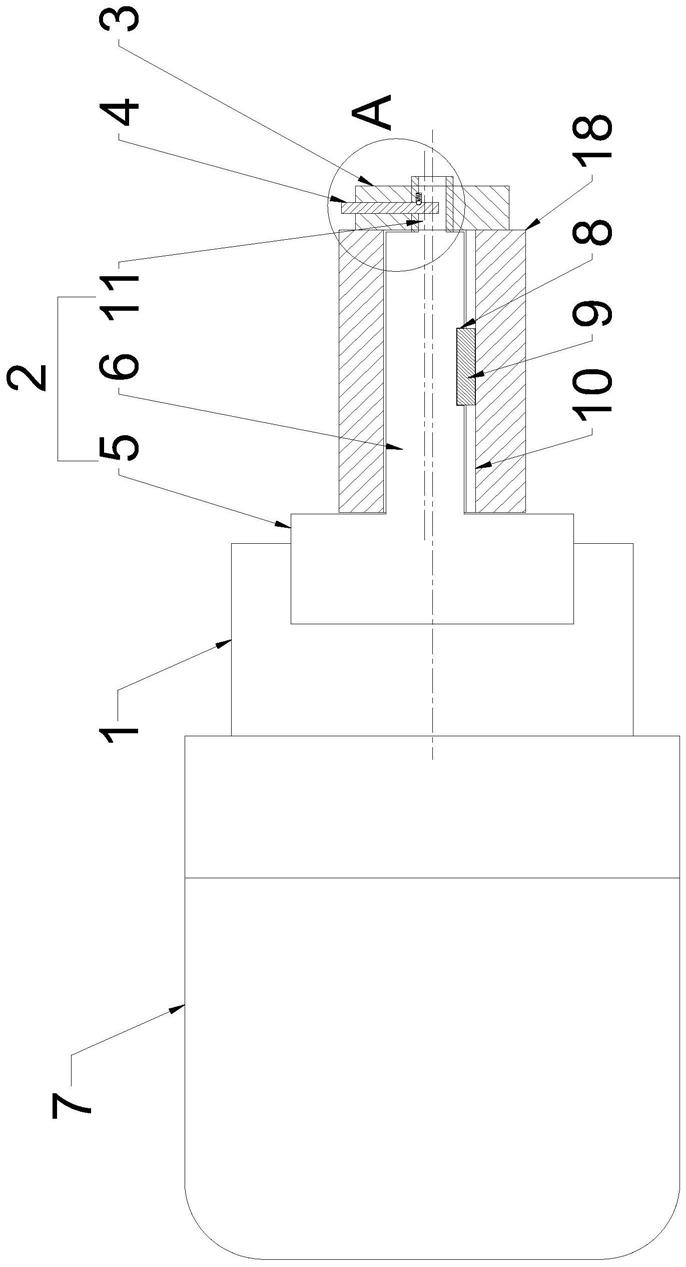
15.图1是本实用新型的结构示意图;
16.图2是图1中a部分的放大结构示意图;
17.图中标记为:1.爪盘;2.芯轴;3.紧固环;4.卡销;5.夹持端;6.定位轴;7.旋转电机;8.第一键槽;9.平键;10.第二键槽;11.紧固部;12.弹簧;13.滚珠;14.内轴;15.套管;16.滚珠槽;17.指示标识;18.偏心套。
具体实施方式
18.如图1和图2所示,一种金属偏心套加工工装,包括爪盘1、芯轴2、紧固环3和卡销4,芯轴2包括一体成型且偏心设置的夹持端5和定位轴6,爪盘1可夹紧夹持端5,爪盘1安装于车床的旋转电机7上,旋转电机7带动芯轴2与偏心套18一起旋转,从而对偏心套18的外圆进行精加工。
19.定位轴6与偏心套18的内孔紧密配合,定位轴上设有第一键槽8,第一键槽8内安装有平键9,偏心套18的内孔设有第二键槽10,平键9键连接第二键槽10,平键9对偏心套18径向定位,使偏心套18与芯轴2一起旋转。偏心套18的外圆与夹持端5同轴设置,因此爪盘1旋转时,偏心套外圆的旋转曲面与夹持端5的旋转曲面始终共圆心,从而车床刀具可以对偏心套的外圆进行精加工。
20.芯轴2远离夹持端5的一端设有伸出偏心套18外的紧固部11,紧固环3套装于紧固部11上且紧贴偏心套18的端面。定位轴6靠近紧固环3的一端略缩入于偏心套18内2
‑
5mm,使紧固环3不会受到定位轴6端面的干涉。卡销4沿芯轴的径向插入紧固环3和紧固部11内,防止偏心套18轴向滑移。为了防止卡销4从紧固环3中脱落,在紧固部11内沿平行于芯轴2的轴向安装有弹簧12和滚珠13,卡销4上设有与滚珠13配合的卡槽,弹簧12可将滚珠13挤入卡槽内而将卡销4定位于紧固环与紧固部上。
21.具体地,紧固部11包括内轴14和焊接于内轴14外的套管15,内轴14的外壁与套管15的内壁上分别加工有第一半槽和第二半槽,第一半槽与第二半槽组合形成滚珠槽16,弹簧12的一端焊接固定于滚珠槽16内,弹簧12的另一端固定连接滚珠13,装/卸卡销4时,卡销4可将滚珠13挤入滚珠槽16内。
22.紧固环3上设有用于安装卡销4的销孔,紧固环3上于销孔的边缘印有与滚珠13的位置对应的指示标识17。安装卡销4时,将卡槽正对指示标识17插入销孔内,使卡槽快速找准滚珠,提高安装效率。
23.本工装的使用方法为:
24.将芯轴的夹持端5安装于爪盘1上,将平键9安装于芯轴2的第一键槽内,然后将偏心套18沿平键9移动而套装于芯轴2的定位轴6上,将紧固环3套设于芯轴的的紧固部11上,使其紧贴偏心套18的端面,再将卡销4插入紧固环3和紧固部11内,该过程中滚珠13受到弹簧12的挤压而卡住卡销4,防止卡销4从紧固环3上脱落。然后启动旋转电机7,带动偏心套18高速旋转,同时车床刀具沿着偏心套18的轴向移动而对偏心套的外圆进行精车削。
25.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1