一种一体式锁紧刀柄的制作方法
1.本实用新型涉及一种刀柄,尤其是一种一体式锁紧刀柄结构。
背景技术:
2.现有刀柄包括刀杆、筒夹、和锁紧螺母,筒夹装入刀杆内后,通过锁紧螺母与刀杆连接使筒夹夹紧刀具。这种刀柄结构由于筒夹与刀杆的组装配合连接会产生一定的公差,会影响刀柄整体加工精度,一般公差会在8μm以上;另有通过油压固定刀具的刀柄结构、或通过热缩固定刀具的刀柄结构(热胀冷缩原理)等,虽然保证了加工精度,但其结构复杂,制造成本高且组装步骤繁琐等缺陷,热缩固定刀具的刀柄结构不但使用不方便,而且不安全。
技术实现要素:
3.鉴于上述状况,有必要提供一种加工精度高、制造成本低及夹紧刀具步骤方便的一体式锁紧刀柄。
4.为解决上述技术问题,提供一种一体式锁紧刀柄,包括刀头,在所述刀头一端连接有一筒夹,所述筒夹内包括有一用于夹持工具的夹刀通孔,在所述筒夹外周轴向开设有若干与所述夹刀通孔相通的槽线;
5.还包括一帽状的锁紧件,所述锁紧件内设有与所述筒夹外形相适配的内腔,所述锁紧件套于所述筒夹上使其产生夹紧力夹紧所述工具,所述筒夹与所述刀头一体成型。
6.在上述本实用新型一体式锁紧刀柄中,所述刀头与所述筒夹之间还设有一连接部,所述连接部设有外螺纹,所述内腔设有与所述外螺纹相配合的内螺纹。
7.在上述本实用新型一体式锁紧刀柄中,在所述筒夹上开设有若干与所述夹刀通孔相通的增弹通孔,所述增弹通孔连接于所述槽线的一端。
8.在上述本实用新型一体式锁紧刀柄中,所述增弹通孔数量为不少于二个。
9.在上述本实用新型一体式锁紧刀柄中,所述增弹通孔的形状为圆形通孔或方形通孔或长圆形通孔。
10.在上述本实用新型一体式锁紧刀柄中,所述筒夹和所述内腔分别为锥形,其锥度分别为0~80度。
11.在上述本实用新型一体式锁紧刀柄中,所述筒夹长度为3mm~180mm。
12.在上述本实用新型一体式锁紧刀柄中,所述槽线的条数为不少于二条,且均匀设置于所述筒夹的外周。
13.在上述本实用新型一体式锁紧刀柄中,所述槽线的长度为3mm~180mm,其宽度为0.2
‑
0.5mm。
14.在上述本实用新型一体式锁紧刀柄中,所述筒夹壁厚为0.1mm~10mm。
15.上述一体式锁紧刀柄中,通过将筒夹与刀头一体成型,减小因各部件组装产生的公差,在本实用新型一体式锁紧刀柄中,可将加工精度提高至2μm的公差,大大提高了加工精度;另外通过将筒夹与刀头一体成型还降低了制造成本低及减少了夹紧刀具步骤。
附图说明
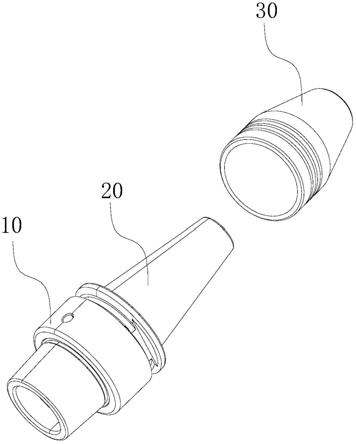
16.图1是本实用新型一体式锁紧刀柄立体结构图。
17.图2是本实用新型一体式锁紧刀柄正视图。
18.图3是图2中a
‑
a方向的剖视图。
19.图4是本实用新型一体式锁紧刀柄另一实施例立体结构图。
20.图5是本实用新型一体式锁紧刀柄另一实施例正视图。
21.图6是图5中b
‑
b方向的剖视图。
22.图7、图8、图9分别为本实用新型一体式锁紧刀柄中筒夹的三种变化结构。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型一体式锁紧刀柄进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
24.实施例一
25.请参见图1,本实用新型实施例的一种一体式锁紧刀柄,包括刀头10,在所述刀头10一端连接有一筒夹20,所述筒夹20内包括有一用于夹持工具的夹刀通孔22,(其中,所述工具包括但不限于各种加工刀具,如车刀、刨刀、铣刀、拉刀或磨头、钻头等,下述以刀具为例)当刀具插入夹刀通孔22中,通过筒夹20夹紧后用于各种加工用途,在所述筒夹20外周轴向开设有若干与所述夹刀通孔22相通的槽线24,由于槽线与夹刀通孔22相通,在挤压筒夹20外周时,会使筒夹产生弹性形变,从而使筒夹20向内收缩产生夹紧力;
26.还包括一帽状的锁紧件30,所述锁紧件30内设有与所述筒夹20外形相适配的内腔32,所述锁紧件30套于所述筒夹20上使其产生夹紧力夹紧所述刀具,所述筒夹20与所述刀头10一体成型,在本实用新型中,筒夹20可以为无锥度,内腔32可以设置为有锥度,当锁紧件30套于所述筒夹20上时,通过内腔32的锥度使筒夹20产生夹紧力夹紧刀具;另外一种为筒夹20为有锥度,内腔32可以为无锥度,当锁紧件30套于所述筒夹20上时,筒夹20与内腔32产生挤压从而使筒夹20产生夹紧力夹紧刀具。
27.实施例二
28.请参见图2,在本实用新型实施例的一种一体式锁紧刀柄中,所述刀头10与所述筒夹20之间还设有一连接部40,所述连接部40设有外螺纹42,所述内腔32设有与所述外螺纹42相配合的内螺纹34,当锁紧件30套于所述筒夹20上时,通过内腔32的内螺纹34与外螺纹42配合过程中,筒夹20与内腔32相互挤压,从而使筒夹20产生夹紧力夹紧刀具。
29.在本实用新型一体式锁紧刀柄中,如图7至图9所示,在所述筒夹20上开设有若干与所述夹刀通孔22相通的增弹通孔26,所述增弹通孔26连接于所述槽线24的一端,增弹通孔26与夹刀通孔22相通,增弹通孔26用于增加筒夹20的整体弹性,增加其形变力,使筒夹20在产生挤压时产生的夹紧力更大,从而提高了加工精度。
30.在本实用新型一体式锁紧刀柄中,优选地,所述增弹通孔26数量可根据筒夹20的尺寸设定为不少于二条。
31.在本实用新型一体式锁紧刀柄中,如图7至图9所示,所述增弹通孔26的形状为圆形通孔或方形通孔或长圆形通孔。
32.在本实用新型一体式锁紧刀柄中,如图2所示,优选地,所述筒夹20和所述内腔32分别为锥形,其锥度
ɵ
分别为0~80度。
33.在本实用新型一体式锁紧刀柄中,优选地,如图3所示,筒夹20长度为3mm~180mm。
34.在本实用新型一体式锁紧刀柄中,优选地,所述槽线24的条数可根据筒夹20的尺寸设定为不少于二条,均匀设置于所述筒夹20的外周。
35.在本实用新型一体式锁紧刀柄中,优选地,所述槽线24的长度为3mm~180mm,槽线24的长度最大不超过筒夹20的长度,当夹刀通孔22的直径稍大于夹持刀具的直径的这种情况,只需设置很短的槽线24,因为当筒夹20产生微小的形变即可夹紧刀具;槽线24开设的宽度为0.2
‑
0.5mm,槽线24的线宽在这范围内时,筒夹20当受到挤压时具有很好的形变力。
36.在本实用新型一体式锁紧刀柄中,优选地,如图3所示,筒夹20壁厚d2为0.1mm~10mm,筒夹20的壁厚在这范围内当受到挤压时具有很好的形变力。
37.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1