一种风电轮毂打孔工装的制作方法
1.本实用新型涉及风力发电机部件加工技术领域,特别地,设计一种风电轮毂打孔工装。
背景技术:
2.风力发电机包括风轮、发电机和塔筒,风电轮毂是风轮最重要的结构支撑件,用于连接叶片和主轴,具体地,风电轮毂上具有五个法兰端口,其中两个设置在风电轮毂的上下两端,用于安装主轴,其余三个法兰端口均布设置在风电轮毂的周壁上,用于安装叶片。叶片和法兰端口之间通常通过螺栓紧固连接,必然的,需要在法兰端口上开设有与叶片相配合的安装孔,这就要求法兰端口上的安装孔的位置必须与叶片上的安装孔一一对应。
3.目前,在实际加工过程中,先是钻一个基准孔,然后以该基准孔做为基准,通过角度尺或刻度尺测量以获取其他安装孔的打孔位置,不论是长度测量还是角度测量,每次都需要重新确定法兰端口的中心,如此,便会产生测量误差,到导致安装叶片时,叶片上的安装孔与法兰端口上的安装孔无法精确对位,进而影响正常装配,同时,该方式需要耗费大量时间和人力劳动,打孔效率低,进而增加了生产成本。
技术实现要素:
4.本实用新型所要解决的技术问题是:为了克服现有技术中存在的上述缺陷,现提供一种打孔效率高的风电轮毂打孔工装。
5.本实用新型解决其技术问题所采用的技术方案是:一种风电轮毂打孔工装,包括定位柱、可转动地安装在所述定位柱中心的转盘、安装在所述转盘上的连接臂、可滑动地连接在所述连接臂上的滑块以及可滑动地设于所述滑块上的电钻,所述定位柱的边缘处沿周向均布设置有多个角度线,所述角度线的延长线通过所述定位柱的中心,所述转盘上设置有对位线,所述对位线通过所述转盘的中心,所述连接臂包括垂直连接在所述转盘中心的横臂以及垂直连接在所述横臂一端的纵臂,所述纵臂与所述对位线相对应且平行设置,所述纵臂上沿自身的延伸方向设置有多个长度刻度线,且所述长度刻度线的“0”位处在所述转盘的中轴线的延长线上,所述电钻沿所述定位柱的轴向移动。
6.进一步地,所述纵臂面向所述定位柱的端面上沿所述纵臂的延伸方向开设有卡嵌槽,所述滑块与所述卡嵌槽滑动连接,所述纵臂的一端可转动地安装有丝杆,所述丝杆的一端伸入至所述卡嵌槽内并与所述滑块螺纹连接。
7.进一步地,所述滑块与所述卡嵌槽配合,所述卡嵌槽的截面呈矩形。
8.进一步地,所述滑块上开设有滑槽,所述滑槽沿所述定位柱的中轴线的方向延伸设置,所述电钻与所述滑槽可滑动地连接。
9.进一步地,所述滑槽的截面呈矩形,所述电钻的本体与所述滑槽相配合。
10.进一步地,所述定位柱的外周壁上沿所述定位柱的径向可滑动地设置有顶柱,所述定位柱的端面上沿所述定位柱的轴向安装有螺钉,所述顶柱上设置有斜面,所述螺钉的
尖端与所述斜面相抵持。
11.进一步地,所述定位柱的外周壁上沿所述定位柱的径向开设有导槽,所述定位柱的端面上沿所述定位柱的轴向开设有螺纹孔,所述导槽与所述螺纹孔相连通,所述顶柱可滑动地设于所述导槽内,所述螺钉安装在所述螺纹孔内。
12.进一步地,所述转盘的中心固定连接有螺杆,所述螺杆与所述转盘的盘面相互垂直,所述定位柱的中心沿所述定位柱的轴向开设有通孔,所述螺杆可转动地贯穿所述通孔,所述螺杆的端部螺纹连接有锁紧件。
13.进一步地,所述锁紧件为螺母。
14.本实用新型的有益效果是:本实用新型提供的风电轮毂打孔工装,通过对位线相对角度线的偏转情况,从而确定打孔于周向上的位置,同时,通过滑动滑块带动电钻移动至合适位置,确定打孔于径向上的位置,与传统的打孔方式相比,本实用新型的风电轮毂打孔工装,用户无需在每次测量确定打孔位置时重新确定法兰端口的中心,操作简单、便捷,提升了打孔效率,且,节省了人力,可有效控制生产成本。
附图说明
15.下面结合附图和实施例对本实用新型作进一步说明。
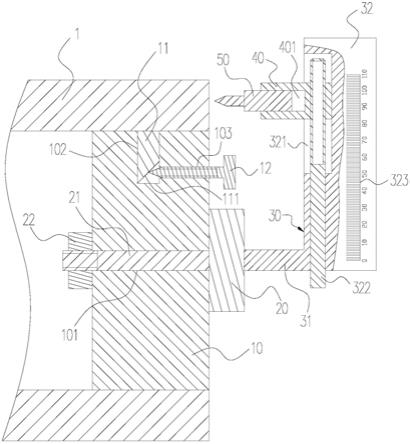
16.图1是本实用新型的风电轮毂打孔工装的结构示意图(使用状态);
17.图2是图1所示风电轮毂打孔工装中定位柱及转盘连接的右视图。
18.图中:1、法兰端口,11、顶柱,12、螺钉,111、斜面,10、定位柱,101、通孔,104、角度线,102、导槽,103、螺纹孔,20、转盘,21、螺杆,22、锁紧件,201、对位线,30、连接臂,31、横臂,32、纵臂,321、卡嵌槽,322、丝杆,323、长度刻度线,40、滑块,401、滑槽,50、电钻。
具体实施方式
19.现在结合附图对本实用新型作详细的说明。此图为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.请参阅图1,本实用新型提供了一种风电轮毂打孔工装,用于对法兰端口1的端面进行钻孔,该风电轮毂打孔工装包括定位柱10、可转动地安装在定位柱10中心的转盘20、安装在转盘20上的连接臂30、可滑动地连接在连接臂30上的滑块40以及可滑动地设于滑块40上的电钻50。使用时,将定位柱10插入至法兰端口1内,转动转盘20并滑动滑块40带动电钻50转动至合适位置后,启动电钻50对法兰端口1的端面进行打孔操作。
21.具体地,定位柱10呈圆柱状结构,定位柱10与法兰端口1配合,使得定位柱10刚好可以伸入至法兰端口1内,无法沿定位柱10的径向于法兰端口1内攒动。
22.转盘20呈圆形板状结构,转盘20的中心固定连接有螺杆21,螺杆21与转盘20的盘面相互垂直。定位柱10的中心沿定位柱10的轴向开设有通孔101,螺杆21与通孔101配合,螺杆21可转动地贯穿通孔101,螺杆21的端部螺纹连接有锁紧件22,锁紧件22位于定位柱10远离转盘20的一侧,拧紧锁紧件22,可使使得定位柱10相对的两个端面分别与锁紧件22及转盘20相抵持,如此,便实现了将转盘20固定在定位柱10上。当拧松锁紧件22时,转盘20可相对定位柱10进行转动,从而调节连接臂30连同电钻50的偏转角度。本实施方式中,锁紧件22为螺母。
23.请参阅图2,本实施方式中,定位柱10的边缘处沿周向均布设置有多个角度线104,每个角度线104的延长线均通过定位柱10的中心,多个角度线104将定位柱10的圆形端面等分为若干份,转盘20上设置有对位线201,对位线201通过转盘20的中心。转动转盘20时,根据对位线201相对于某一角度线104的偏转角度,可知晓转盘20相对定位柱10的转动角度。
24.在一个具体的实施方式中,定位柱10的外周壁上沿定位柱10的径向可滑动地设置有顶柱11,定位柱10的端面上沿定位柱10的轴向安装有螺钉12,顶柱11上设置有斜面111,螺钉12的尖端与斜面111相抵持。当旋进螺钉12时,螺钉12推抵斜面111从而迫使顶柱11沿定位柱10的径向向外滑动,进而抵持在法兰端口1的内壁上,如此,定位柱10便相对风电轮毂固定。
25.本实施方式中,定位柱10的外周壁上沿定位柱10的径向开设有导槽102,定位柱10的端面上沿定位柱10的轴向开设有螺纹孔103,导槽102与螺纹孔103相连通,顶柱11可滑动地设于导槽102内,螺钉12安装在螺纹孔103内。为了避免顶柱11相对定位柱10于导槽102内转动,从而导致螺钉12的尖端无法推抵斜面111,顶柱11的截面为矩形。
26.连接臂30大致呈“l”形结构,连接臂30包括相互连接的横臂31和纵臂32,横臂31和纵臂32相互垂直。其中,横臂31垂直固定连接在转盘20的中心处,纵臂32的一端与横臂31的另一端连接,滑块40沿纵臂32的延伸方向可滑动地连接在纵臂32上,电钻50的中轴线与定位柱10的中轴线相互平行设置,且电钻50沿自身轴向可滑动地设于滑块40上,使得电钻50沿定位柱10的轴向移动。
27.在一个具体的实施方式中,纵臂32面向定位柱10的端面上沿纵臂32的延伸方向开设有卡嵌槽321,滑块40与卡嵌槽321滑动连接。另外,卡嵌槽321的截面呈矩形,滑块40与卡嵌槽321配合,从而保证了滑块40仅能够沿卡嵌槽321的延伸方向滑动而无法相对纵臂32转动。
28.纵臂321的一端可转动地安装有丝杆322,丝杆322的一端伸入至卡嵌槽321内并与滑块40螺纹连接,因此,当转动丝杆322时,能够迫使滑块40沿卡嵌槽321滑动,从而带动电钻50滑动。
29.本实施方式中,纵臂32与对位线201相对应且平行设置,纵臂32上沿自身的延伸方向设置有多个长度刻度线323,且长度刻度线323的“0”位处在转盘20的中轴线的延长线上,如此,驱动滑块40移动进而带动电钻50移动时,便可知晓电钻50距离定位柱10的中心的径向距离,从而确定打孔位置。
30.滑块40上开设有滑槽401,滑槽401沿定位柱10的中轴线的方向延伸设置,电钻50与滑槽401可滑动地连接。当电钻50移动至合适的打孔位置后,启动电钻50,然后沿滑槽401推进电钻50,便可在法兰端口1的端面上进行打孔。
31.电钻50包括本体及安装在所述本体上的打孔部位,本实施方式中,为了避免电钻50相对滑块40转动,滑槽401的截面呈矩形,电钻50的本体与滑槽401相配合,如此,电钻50只能够沿滑槽401的延伸方向滑动。
32.使用时,将定位柱10插入至法兰端口1内,移动滑块40带动电钻50移动至合适位置,启动电钻50先在法兰端口1的端面上打一个孔做为打孔基准,然后转动转盘20,通过对位线201相对角度线104的偏转角度确定转盘20的转动角度,此时,便确定了待打孔的角度,通过旋进螺钉12操作从而将定位柱10固定在风电轮毂的法兰端口1上,然后移动滑块40带
动电钻50至合适位置后,启动并移动电钻50,使得电钻50的打孔部位钻入至法兰端口1的端面内,从而实现了打孔目的。
33.本实用新型提供的风电轮毂打孔工装,通过对位线201相对角度线104的偏转情况,从而确定打孔于周向上的位置,同时,通过滑动滑块40带动电钻50移动至合适位置,确定打孔于径向上的位置,与传统的打孔方式相比,本实用新型的风电轮毂打孔工装,用户无需在每次测量确定打孔位置时重新确定法兰端口1的中心,操作简单、便捷,提升了打孔效率,且,节省了人力,可有效控制生产成本。
34.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关的工作人员完全可以在不偏离本实用新型的范围内,进行多样的变更以及修改。本项实用新型的技术范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1