离合器压盘压装轴承工装的制作方法
1.本实用新型涉及工装夹具技术领域,特别涉及一种离合器的压盘压装轴承的工装。
背景技术:
2.离合器的压盘的中部具有轴承安装孔,轴承安装孔内需要设置与轴配合的轴承。
3.现有技术中,用于帮助将轴承1压入到压盘2上轴承安装孔中的工装如说明书附图1所示,其包括支撑座3和定位轴4。支撑座的中部具有避让压盘上凸起部的沉孔,定位轴垂直设置在沉孔中部,定位轴上具有与轴承1内孔配合的定位轴段。
4.现有这种压盘压装轴承的工装,使用时先将轴承装在定位轴上,然后将压盘人工用手扣在轴承上端,将轴承的边部倒角部导入压盘的轴承安装孔的孔口倒角部,再启动气缸将压盘下压,从而使轴承进入到压盘的轴承安装孔中。现有这种压盘压装轴承的工装,由于不能保证压盘的轴承安装孔和轴承的同轴度,使得容易出现因压盘偏斜而导致轴承压装质量不合格的技术问题。
技术实现要素:
5.有鉴于此,本实用新型的目的是提供一种离合器压盘压装轴承工装,以解决现有离合器压盘压装轴承工装不能保证压盘的轴承安装孔和轴承的同轴度,使得容易出现因压盘偏斜而导致轴承压装质量不合格的技术问题。
6.本实用新型离合器压盘压装轴承工装,包括支撑座和定位轴;
7.所述支撑座的上端面为与压盘端面配合的水平定位面,所述定位轴垂直设置在支撑座的水平定位面上;所述定位轴包括嵌入支撑座的第一轴段、与压盘中部轴孔配合的第二轴段和与轴承内孔配合的第三轴段;
8.所述离合器压盘压装轴承工装还包括施压套,所述施压套包括用于与气缸活塞杆连接的螺孔段和用于下压轴承的通孔段,所述通孔段的内孔直径大于定位轴的第三轴段的直径,通孔段的下端面上设置有避让轴承内圈的凹腔。
9.本实用新型的有益效果:
10.本实用新型离合器压盘压装轴承工装,其利用定位轴对压盘和轴承进行中心定位,保证了两者的同轴度,从而解决了现有工装在压装轴承过程中因压盘偏斜导致轴承压装质量不合格的技术问题。
附图说明
11.图1为现有离合器压盘压装轴承工装的结构示意图;
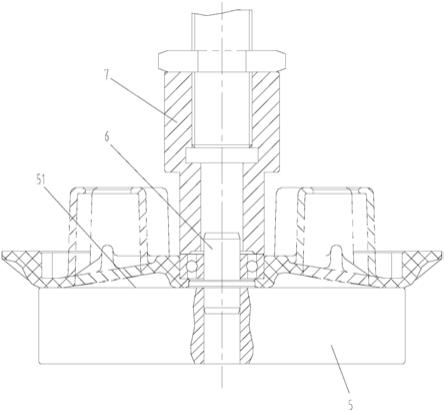
12.图2为本实用新型离合器压盘压装轴承工装的结构示意图;
13.图3为定位轴的结构示意图;
14.图4为支撑座的结构示意图。
具体实施方式
15.下面结合附图和实施例对本实用新型作进一步描述。
16.如图所示,本实施例离合器压盘压装轴承工装包括支撑座5和定位轴6。
17.所述支撑座的上端面51为与压盘端面配合的水平定位面,所述定位轴垂直设置在支撑座的水平定位面上;所述定位轴6包括嵌入支撑座的第一轴段61、与压盘中部轴孔配合的第二轴段62和与轴承内孔配合的第三轴段63。
18.所述离合器压盘压装轴承工装还包括施压套7,所述施压套包括用于与气缸活塞杆连接的螺孔段71和用于下压轴承的通孔段72,所述通孔段的内孔直径大于定位轴的第三轴段的直径,通孔段的下端面上设置有避让轴承内圈的凹腔73。
19.本实施例离合器压盘压装轴承工装,使用时将施压套连接在气缸的活塞杆上,将压盘中部的轴孔穿在定位轴的第二轴段上,压盘的端面放置在支撑座的上端面上,将轴承穿在第三轴段上,再启动气缸向下驱动施压套下移将轴承压入压盘上的轴承安装孔中。由于在压装轴承过程中轴承内圈缺少支撑,本实施例中施压套的下端端面上设置的凹腔73可避免在压装过程中轴承内圈受力,从而能防止轴承内圈受压而影响轴承质量的技术问题。
20.本实施例离合器压盘压装轴承工装通过定位轴的第二轴段和第三轴段对压盘和轴承进行中心定位,保证了两者的同轴度,从而解决了现有工装在压装轴承过程中因压盘偏斜导致轴承压装质量不合格的技术问题。
21.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1