无接近开关参与脉冲码值清零的吐丝机头部定位系统的制作方法
1.本实用新型属于吐丝机头部定位技术领域,特别是通过了无接近开关参与脉冲码值清零的吐丝机头部定位系统。
背景技术:
2.吐丝机头部定位系统一直是高速线材生产上的一大难题,国内大多数高速线材并没有吐丝机头部定位系统,即便是有也会因为吐丝机头部定位码值清零的接近开关维护不到位而经常出现定位不准的情况。吐丝机高速旋转时本身的震动很大,现场环境复杂,无论接近开关安装在哪里,都不会特别合适。
技术实现要素:
3.本实用新型的目的在于提供一种无接近开关参与脉冲码值清零的吐丝机头部定位系统,避免了吐丝机震动对清零接近开关造成的影响,提高吐丝机头部定位系统的稳定行,彻底免去了工作人员对接近开关的维护,省去了大量的维护接近开关的工作。
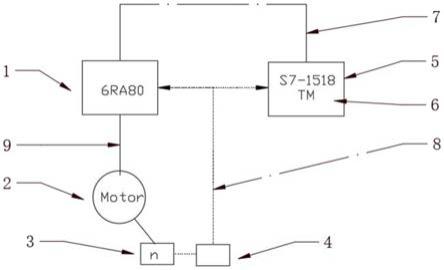
4.本实用新型包括:西门子直流调速装置1、直流电动机2、增量型编码器3、脉冲分配器4、西门子s7
‑
1500系列plc 5(即西门子s7
‑
1500系列plc s 7
‑
1518)、高速计数模板tm6、profinet网络电缆7、编码器电缆8、动力电缆9。
5.直流电动机2的前轴通过螺栓与吐丝机本体直接连接;直流电动机2的后轴上通过螺栓安装增量型编码器3;增量型编码器3通过增量型编码器3的电缆与脉冲分配器4的输入端连接;脉冲分配器4的输出端有两路,一路通过增量型编码器3的编码器电缆8与高速计数模板tm6的输入端连接,另一路也是通过增量型编码器3的编码器电缆8与西门子直流调速装置1的增量型编码器3输入接口连接;高速计数模板tm6通过背板总线与西门子s7
‑
1500系列plc5连接;西门子直流调速装置1通过profinet网络电缆与西门s7
‑
1500系列plc5连接;西门子直流调速装置1的直流输出端子通过动力电缆9与直流电动机2的直流输入端子连接。
6.本实用新型采用西门子s7
‑
1500系列plc5作为控制器,此控制器与西门子直流调速装置sinamics dcm 6ra80通过profinet网络进行数据交换;直流电动机2的轴承上安装增量型编码器3(增量型1024脉冲),此增量型编码器3信号通过脉冲分配器4分出两路脉冲信号,一路脉冲信号进直流调速装置sinamics dcm 6ra80系统作为电机速度反馈,另外一路脉冲信号进自动化的高速计数模板tm(6es7550
‑
1aa00
‑
0ab0),详细结构图参见图1。高速计数模板tm6通过工艺程序块high_speed_counter设定计数器为连续计数模式,起始值为0,计数上限为1023,计数下限为0。hmi操作界面上设置一个吐丝机头部定位角度设定。在plc里编写程序对高速计数器码值进行处理可以得到吐丝盘旋转的圈数和当前角度值,当吐丝机停机时取速度为零的上升沿记录当前角度值并把圈数清零。
附图说明
7.图1为本实用新型的结构示意图。其中,西门子直流调速装置1、直流电动机2、增量型编码器3、脉冲分配器5、西门子s7
‑
1500系列plc 5(即西门子s7
‑
1500系列plc s 7
‑
1518)、高速计数模板tm6、profinet网络电缆7、编码器电缆8、动力电缆9
8.图2为本实用新型的高速计数模板配置图。
具体实施方式
9.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
10.本实用新型包括西门子s7
‑
1500系列plc5以及安装在西门子s7
‑
1500系列plc5上的高速计数模板tm6(6es7 550
‑
1aa00
‑
0ab0)、吐丝机本体、直流电动机2、增量型编码器3、脉冲分配器4、西门子直流电机调速装置1(sinamics dcm 6ra80)。
11.本系统采用西门子s7
‑
1500系列plc,采用高速计数模板6es7550
‑
1aa00
‑
0ab0,编码器(增量型1024脉冲)脉冲通过脉冲分配器分出两路脉冲,一路进传动系统作为电机速度反馈信号,一路进自动化的高速计数模板。高速计数模板通过工艺程序块high_speed_counter设定计数器为连续计数模式,起始值为0,计数上限为1023,计数下限为0,具体设置方法参照图2。hmi操作界面上设置一个吐丝机头部定位角度设定。plc程序通过对高速计数器码值的处理可以得到吐丝盘旋转的圈数和当前角度值,当吐丝机停机时取速度为零的上升沿记录当前角度值并把圈数清零。每次停机清零可以保证浮点数real不会溢出,具体方法如下:
12.高速计数器码值输出是一个0
‑
1023连续变化的数值,电机旋转一圈码值从0变化到1023共1024个码;
13.定义每次码值大于800并且过1023表示吐丝机电机正向旋转一圈,吐丝机电机旋转圈数计数器加1,同理,每次码值过小于200并且过0表示电机反向旋转一圈,吐丝机电机旋转圈数计数器减1;
14.用m(电机)表示电机旋转圈数,用c表示高速计数器当前码值;
15.电机旋转圈数m(电机)乘以每圈码值1024再加上高速计数器当时的码值c(电机)就可以得到电机旋转的总的码值;
16.定义减速机或者增速机的速比为i,吐丝盘旋转一圈的码值为1024*i;
17.电机旋转的总的码值除以吐丝盘旋转一圈的码值,取其商为吐丝盘旋转圈数m(吐丝盘),取其余数为吐丝盘当前码值c(吐丝盘);
18.吐丝盘当前的角度值为angle=c(吐丝盘)*360/(1024*i);
19.当吐丝机停机时取速度为零的上升沿记录吐丝盘当前的角度值为angle,把这个角度值换算成电机旋转的圈数并赋值给电机旋转的圈数m(电机)。
20.到此,就完成了电机旋转圈数的清零操作。
21.以上显示和描述了本实用新型的基本原理和主要特征。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的
权利要求书及其等效物界定。
技术特征:
1.一种无接近开关参与脉冲码值清零的吐丝机头部定位系统,其特征在于,包括,西门子直流调速装置(1)、直流电动机(2)、增量型编码器(3)、脉冲分配器(4)、西门子s7
‑
1500系列plc(5)、高速计数模板tm(6)、profinet网络电缆(7)、编码器电缆(8)、动力电缆(9);直流电动机(2)的前轴通过螺栓与吐丝机本体直接连接;直流电动机(2)的后轴上通过螺栓安装增量型编码器(3);增量型编码器(3)通过增量型编码器(3)的编码器电缆(8)与脉冲分配器(4)的输入端连接;脉冲分配器(4)的输出端有两路,一路通过增量型编码器(3)的编码器电缆(8)与高速计数模板tm(6)的输入端连接,另一路也是通过增量型编码器(3)的电缆与西门子直流调速装置(1)的增量型编码器(3)输入接口连接;高速计数模板tm(6)通过背板总线与西门子s7
‑
1500系列plc5连接;西门子直流调速装置(1)通过profinet网络电缆(7)与西门s7
‑
1500系列plc(5)连接;西门子直流调速装置(1)的直流输出端子通过动力电缆(9)与直流电动机(2)的直流输入端子连接。
技术总结
一种无接近开关参与脉冲码值清零的吐丝机头部定位系统,属于吐丝机头部定位技术领域。包括,西门子直流调速装置(1)、直流电动机(2)、增量型编码器(3)、脉冲分配器(4)、西门子S7
技术研发人员:王超 杜铮 张威 马杰 刘振华 迈赫煊 袁会坡
受保护的技术使用者:北京金自天正智能控制股份有限公司
技术研发日:2020.10.29
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1