一种万能角度头任意角度定向装置的制作方法
1.本实用新型属于机械加工行业,具体涉及一种万能角度头任意角度定向装置。
背景技术:
2.万能角度头是机床常用备件,也是机床最核心、技术含量最高的部件之一。它是指机床刀具可在水平和垂直两个平面内回转的铣头,从机床坐标系来看,就是机床刀具输出轴能够绕围绕机床z轴、x轴(或y轴)旋转。万能角度头的使用可以扩张机床的加工能力,完成难加工部位任意角度斜面的铣削、钻孔、攻丝等加工。在实际应用中,万能角度头加工角度的确定是依靠刻度盘以及刻度盘指针来完成,而刻度盘分度为1
°
,对于带分的角度只能靠估,同时刻度盘指针也不能精确指出角度位置。因此在对任意角度斜面上的特征模块进行加工的过程中,精确确定角度位置需要消耗大量的时间,从而降低了加工效率。
技术实现要素:
3.本实用新型的目的是提供一种万能角度头任意角度定向装置,以解决万能角度头在加工零件斜面上的特征模块时无法确定加工角度的问题。
4.为实现上述目的,本实用新型采用的技术方案是:一种万能角度头任意角度定向装置,包括定向基准块和定向基准棒,所述定向基准块包括第一定位块和第二定位块,所述第一定位块的底面设有第一凸起,设x、y、z为三维直角坐标系中的三个相互垂直的轴,所述底面和第一凸起的第一顶面均与xz平面平行;所述第二定位块固定在第一定位块的上部,所述第二定位块的一侧面设有第二凸起,且侧面和第二凸起的第二顶面均与xy平面平行;所述定向基准棒在使用时安装在万能角度头的er夹头上,且定向基准棒的中心线与er夹头的中心线重合;所述定向基准块上设有定位结构。
5.优选的,所述第二定位块的底面固定在第一定位块的顶面。
6.优选的,所述第一凸起位于第一定位块的底面的端部,所述第二凸起位于第二定位块侧面的与第一凸起相对的端部。
7.优选的,所述第一定位块和第二定位块均呈“l”型。
8.优选的,所述第一定位块和第二定位块一体成型。
9.优选的,所述定位结构为开设在定向基准块一侧的定位槽。
10.本实用新型的有益效果是:本实用新型可精确确定刀具在xy平面内、xz平面内绕z轴、y轴旋转的加工角度,快速实现刀具在二维平面、三维复合角度的定向。
附图说明
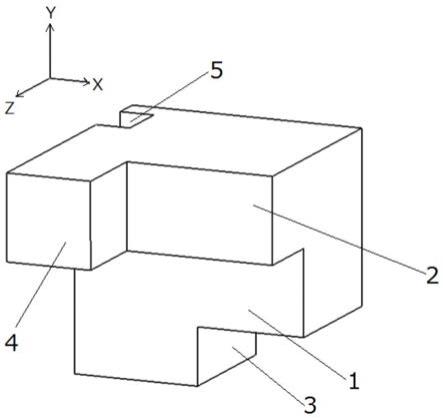
11.图1是本实用新型中定向基准块的结构图;
12.图2是图1的正视图;
13.图3是图1的俯视图;
14.图4是图1的右视图;
15.图5是本实用新型中定向基准棒的示意图;
16.图6是本实用新型中安装、校正时的示意图;
17.图7是本实用新型角度定向的示意图。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步说明。
19.一种万能角度头任意角度定向装置,如图1~7所示,包括定向基准块和定向基准棒6,定向基准块由第一定位块1和第二定位块2一体成型形成。第一定位块1底面a设有第一凸起3,该第一凸起3的第一顶面b和底面a均与xz平面平行。第二定位块2的底面固定在第一定位块1的顶面,第二定位块2的侧面c设有第二凸起4,且第二凸起4的第二顶面d和侧面c均与xy平面平行。定向基准块上开设有定位槽形成的定位结构5,用于定向基准块与机床的连接。
20.定向基准棒6在使用时安装在万能角度头8的er夹头7上,并使定向基准棒6的中心线与er夹头7的中心线重合。
21.本实施例中,第一凸起3位于第一定位块1的底面a的端部,使得第一定位块1呈“l”型。第二凸起4位于第二定位块2的侧面c与第一凸起3相对的端部。使得第二定位块2也呈“l”型。
22.本实用新型的定位原理为:在确定刀具在xy平面内绕z轴旋转的加工角度时,第一顶面b作为0
°
基准面,底面a作为定向基准面。在确定刀具在xz平面内绕y轴旋转的加工角度时,第二顶面d作为0
°
基准面,侧面c作为定向基准面。
23.下面以在xy平面内应用万能角度头加工零件斜面上的特征模块进行操作说明:
24.如图6所示,将定向基准块安装在机床工作台任意位置,用千分表将第一顶面b拉平在0.01范围内即与机床的x轴平行并压紧。将定向基准棒6安装于万能角度头8上,用千分表头分别压在定向基准棒6的x、z方向的最高点上,分别在x、z方向拉平定向基准棒6在0.01范围内即确保定向基准棒6与机床的x轴平行,与机床z轴垂直。
25.定向基准棒6找平后,将定向基准棒6与定向基准块的第一顶面b贴住,可用0.01的塞尺检测,确保定向基准棒6在0
°
位置,这时将机床主轴沿y轴正方向移动d/2距离,其中d为定向基准棒6的直径,确保定向基准棒6的中心线与第一顶面b在同一平面内,然后将机床主轴沿x轴方向运动到合适的位置,旋转万能角度头8使对定向基准棒6与底面a接触上即可,则完成了xy加工平面内的加工角度α的确定。其中α的计算公式为:
[0026][0027]
其中d为定向基准棒6的直径,a为第一顶面b与底面a之间的距离,l为定向基准棒6的自由端与万能角度头8中心线之间的距离。
[0028]
同理,在xz平面内应用万能角度头加工零件的加工角度β也可按照上述操作和方法进行计算,计算公式为:
[0029][0030]
其中d为定向基准棒6的直径,b为第二顶面d与侧面c之间的距离,l为定向基准棒6
的自由端与万能角度头8中心线之间的距离。
[0031]
本实施例中,a、b尺寸为定值,定向基准棒的直径尺寸d需根据万向角度头8的型号以及er夹头确定。对向基准棒6的长度l1为变值,以适应不同角度的零件加工。l大小可以通过对刀仪测定。为此,当需要加工不同角度的零件时,可通过安装具有不同长度l1的定向基准棒6确定,即d、a、b为定值时,根据需要加工的角度α或β,计算出l长度,然后选择安装合适的对向基准棒6。
技术特征:
1.一种万能角度头任意角度定向装置,其特征在于,包括定向基准块和定向基准棒(6),所述定向基准块包括第一定位块(1)和第二定位块(2),所述第一定位块(1)的底面(a)设有第一凸起(3),设x、y、z为三维直角坐标系中的三个相互垂直的轴,所述底面(a)和第一凸起(3)的第一顶面(b)均与xz平面平行;所述第二定位块(2)固定在第一定位块(1)的上部,所述第二定位块(2)的一侧面(c)设有第二凸起(4),且侧面(c)和第二凸起(4)的第二顶面(d)均与xy平面平行;所述定向基准棒(6)在使用时安装在万能角度头(8)的er夹头(7)上,且定向基准棒(6)的中心线与er夹头(7)的中心线重合;所述定向基准块上设有定位结构(5)。2.如权利要求1所述的万能角度头任意角度定向装置,其特征在于,所述第二定位块(2)的底面固定在第一定位块(1)的顶面。3.如权利要求2所述的万能角度头任意角度定向装置,其特征在于,所述第一凸起(3)位于第一定位块(1)的底面(a)的端部,所述第二凸起(4)位于侧面(c)的与第一凸起(3)相对的端部。4.如权利要求3所述的万能角度头任意角度定向装置,其特征在于,所述第一定位块(1)和第二定位块(2)均呈“l”型。5.如权利要求1所述的万能角度头任意角度定向装置,其特征在于,所述第一定位块(1)和第二定位块(2)一体成型。6.如权利要求1所述的万能角度头任意角度定向装置,其特征在于,所述定位结构(5)为开设在定向基准块一侧的定位槽。
技术总结
一种万能角度头任意角度定向装置,包括定向基准块和定向基准棒,所述定向基准块包括第一定位块和第二定位块,所述第一定位块的底面设有第一凸起,设X、Y、Z为三维直角坐标系中的三个相互垂直的轴,所述底面和第一凸起的第一顶面均与XZ平面平行;所述第二定位块固定在第一定位块的上部,所述第二定位块的一侧面设有第二凸起,且侧面和第二凸起的第二顶面均与XY平面平行;所述定向基准棒在使用时安装在万能角度头的ER夹头上,且定向基准棒的中心线与ER夹头的中心线重合;所述定向基准块上设有定位结构。本实用新型可精确确定刀具在XY平面内、XZ平面内绕Z轴、Y轴旋转的加工角度,快速实现刀具在二维平面、三维复合角度的定向。三维复合角度的定向。三维复合角度的定向。
技术研发人员:舒晓君 徐红彦 陈刚 潘岚清 于云龙 苗奎 杨晓辉 段文海 赵章民
受保护的技术使用者:中航飞机起落架有限责任公司
技术研发日:2020.11.20
技术公布日:2021/9/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1