一种机械式的活塞铜套安装夹具的制作方法
1.本实用新型涉及活塞装配辅助装置技术领域,具体涉及一种机械式的活塞铜套安装夹具。
背景技术:
2.活塞是发动机核心零部件,其主要作用是承受燃烧气体压力,并将此力通过活塞销传给连杆以推动曲轴旋转,从而实现驱动汽车的目的,在此过程中,活塞销孔部位是传递受力的关键部位,具有应力集中,循环受力等特点,因此活塞销孔处的性能稳定尤为重要;铜套活塞是为解决在高爆发压力下,活塞销座承受能力不足的情况,通过在活塞销孔内嵌入铜套的方式,提高活塞销座承受载荷的能力。
3.目前铜套安装一般以活塞加热、铜套冷却的方式进行预处理,然后进行装配,如果安装时不能准确把握两者角度及相对位置,铜套会在和活塞接触后的迅速升温,导致活塞和铜套快速形成过盈配合,进而无法移动。因此,如果想要提高铜套与活塞销孔的装配效率,必须快速而准确的将铜套放置到指定位置。
技术实现要素:
4.本实用新型提供了一种机械式的活塞铜套安装夹具,其能解决如何提高铜套装配效率的技术问题。
5.其技术方案是这样的,一种机械式的活塞铜套安装夹具,其特征在于:包括安装支架、压紧机构、装填机构和定位机构,所述安装支架为l形,包括横板和竖板;所述压紧机构包括压紧气缸和压紧块,所述压紧气缸安装于所述竖板并且其活塞杆沿竖向设置,所述压紧块安装于所述压紧气缸的活塞杆端部并且设有与待装配的活塞的上部凸起配合的定位型腔;所述装填机构包括装填气缸,所述装填气缸安装于所述横板并且其活塞杆沿横向设置;所述定位机构包括铜套定位座和活塞定位座,所述铜套定位座包括第一基台、定位柱和定位凸起,所述装填气缸的活塞杆、所述第一基台、所述定位柱沿轴向依次连接,所述定位凸起设置于所述第一基台和所述定位柱的交界处,待装配的铜套设有与定位凸起配合的定位缺口,所述活塞定位座包括第二基台和定位块,所述定位块、第二基台自上而下固定于所述横板上。
6.进一步的,所述定位柱的前端为锥形结构。
7.进一步的,所述压紧块的上部为锥形结构。
8.进一步的,所述横板和所述竖板上均固定有一对安装座,所述压紧气缸、所述装填气缸分别设置于一对安装座之间并且与所述安装座固定连接。
9.本实用新型的夹具,通过铜套定位座的第一基台定位铜套的端面,通过定位凸起与铜套的定位缺口配合,定位铜套的径向位置,通过活塞定位座的第二基台定位活塞的下端面,通过定位块与活塞的内腔型面配合,定位活塞的径向位置,通过压紧气缸和压紧块配合压装、固定活塞,通过装填气缸将铜套塞装至活塞的销孔内,该夹具定位、压装、装填操作
简单、快捷,能够有效提高铜套装配效率。
附图说明
10.图1为待装配的铜套与活塞的结构示意图。
11.图2为待装配的活塞的剖视图。
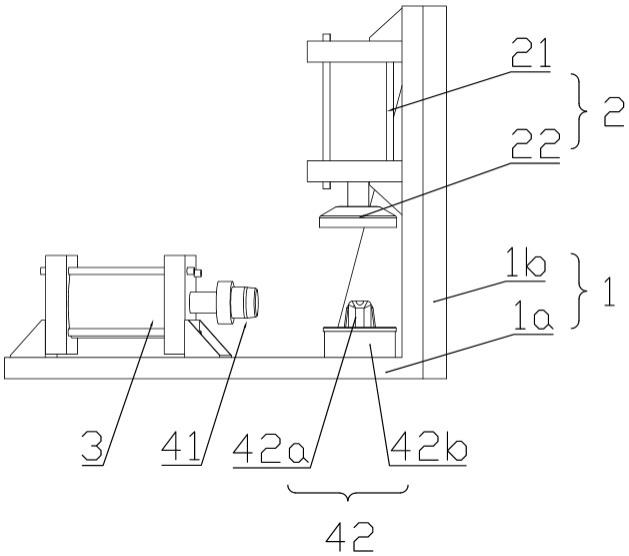
12.图3为本实用新型的夹具的示意图,其中,铜套、活塞未安装。
13.图4为本实用新型的夹具的示意图,其中,铜套、活塞已安装。
14.图5为本实用新型的铜套定位座的结构示意图。
具体实施方式
15.如图1、图2所示,待装配的铜套p2需装入活塞p1的销孔p1a内,p2a为铜套的定位缺口,p1b为活塞的上部凸起,p1c为活塞的横向设置的内腔型面。
16.如图3~图5所示,一种机械式的活塞铜套安装夹具,包括安装支架1、压紧机构2、装填机构3和定位机构,其特征在于:安装支架1为l形,包括横板1a和竖板1b;压紧机构2包括压紧气缸和压紧块,压紧气缸安装于竖板1b并且其活塞杆沿竖向设置,压紧块安装于压紧气缸的活塞杆端部并且设有与待装配的活塞的上部凸起配合的定位型腔;装填机构3包括装填气缸,装填气缸安装于横板1a并且其活塞杆沿横向设置;定位机构包括铜套定位座41和活塞定位座42,铜套定位座41包括第一基台41a、定位柱41b和定位凸起41c,装填气缸的活塞杆、第一基台41a、定位柱41b沿轴向依次连接,定位凸起41c设置于第一基台41a和定位柱41b的交界处,由于铜套插入销孔内的端部并不是齐平的,通过定位凸起41c与待装配铜套的定位缺口p2a配合,实现铜套径向位置的快速定位,活塞定位座42包括第二基台42b和定位块42a,定位块42a、第二基台42b自上而下固定于横板1a上,定位块42a与活塞的内腔型面p1c配合,实现定位活塞的径向位置的快速定位。
17.定位柱41b的前端为锥形结构,便于定位柱插入待装配的铜套;压紧块的上部为自下而上渐缩的锥形结构,使得压紧块下部的接触面积大并且受力均匀;横板1a和竖板1b上均固定有一对安装座,压紧气缸、装填气缸分别设置于一对安装座之间并且与安装座固定连接。
技术特征:
1.一种机械式的活塞铜套安装夹具,其特征在于:包括安装支架、压紧机构、装填机构和定位机构,所述安装支架为l形,包括横板和竖板;所述压紧机构包括压紧气缸和压紧块,所述压紧气缸安装于所述竖板并且其活塞杆沿竖向设置,所述压紧块安装于所述压紧气缸的活塞杆端部并且设有与待装配的活塞的上部凸起配合的定位型腔;所述装填机构包括装填气缸,所述装填气缸安装于所述横板并且其活塞杆沿横向设置;所述定位机构包括铜套定位座和活塞定位座,所述铜套定位座包括第一基台、定位柱和定位凸起,所述装填气缸的活塞杆、所述第一基台、所述定位柱沿轴向依次连接,所述定位凸起设置于所述第一基台和所述定位柱的交界处,待装配的铜套设有与定位凸起配合的定位缺口,所述活塞定位座包括第二基台和定位块,所述定位块、第二基台自上而下固定于所述横板上。2.根据权利要求1所述的一种机械式的活塞铜套安装夹具,其特征在于:所述定位柱的前端为锥形结构。3.根据权利要求2所述的一种机械式的活塞铜套安装夹具,其特征在于:所述压紧块的上部为锥形结构。4.根据权利要求3所述的一种机械式的活塞铜套安装夹具,其特征在于:所述横板和所述竖板上均固定有一对安装座,所述压紧气缸、所述装填气缸分别设置于一对安装座之间并且与所述安装座固定连接。
技术总结
本实用新型提供了一种机械式的活塞铜套安装夹具,其能解决如何提高铜套装配效率的技术问题。一种机械式的活塞铜套安装夹具,其特征在于:包括压紧机构、装填机构和定位机构,压紧机构包括压紧气缸和压紧块,压紧气缸的活塞杆沿竖向设置,压紧块安装于压紧气缸的活塞杆端部并且设有与待装配的活塞的上部凸起配合的定位型腔;装填机构包括装填气缸,装填气缸的活塞杆沿横向设置;定位机构包括铜套定位座和活塞定位座,铜套定位座包括第一基台、定位柱和定位凸起,装填气缸的活塞杆、第一基台、定位柱沿轴向依次连接,定位凸起设置于第一基台和定位柱的交界处,活塞定位座包括第二基台和定位块,定位块、第二基台自上而下固定于横板上。上。上。
技术研发人员:袁晓麒
受保护的技术使用者:无锡华星机电制造有限公司
技术研发日:2020.12.31
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1