热冲压工具组件和形成具有定制回火特性的零部件的方法与流程
热冲压工具组件和形成具有定制回火特性的零部件的方法
1.相关申请的交叉引用
2.本pct国际专利申请要求于2019年11月26日提交的并且标题为“hot stamp tooling assembly and method of forming a part with tailored temper properties(热冲压模具组件和形成具有定制回火特性的零部件的方法)”、序列号为62/940,809的美国临时专利申请的权益和优先权,该美国临时专利申请的全部公开内容通过参引并入本文。
技术领域
3.本发明涉及热冲压工具组件和形成具有定制回火特性的零部件的方法。更具体地,本发明涉及热冲压工具组件和用于形成在回火位置之间具有小过渡区的零部件的方法。
背景技术:
4.本部分提供了与本公开相关的背景信息,其并不一定是现有技术。
5.持续致力于减轻重量并提高燃料效率已经驱使汽车工业开发出强度和延展性提高的金属,从而允许使用更薄的厚度,而同时仍保持工业安全标准。在制造期间,这些金属通常起初呈金属坯料的形式,这些金属坯料后期被冲压成汽车零部件。根据最终用途,汽车零部件需要不同等级的强度和延展性。例如,被冲压以在汽车中使用的零部件可能经由粗糙的驱动表面、内部振动以及与暴露于腐蚀性环境而承受一种类型的应力,而相邻零部件可能只承受最小的应力。此外,各个零部件可能在局部区域承受不一致的应力。由于某些零部件经历不太恶劣的工况,因此这些零部件可以用较轻的金属和金属合金来制造,以满足特定的强度或刚度要求。然而,对于那些承受最大应力的零部件,其通常由进行过处理以实现优化的强度和延展性的钢或钢合金制成。这些处理方法通常涉及以某种方式将零部件加热至使下层金属的物理特性以及在有些情况下化学特性改变的温度。根据所用金属合金的成分,当将零部件加热至一定温度时,这些成分可以在冷却之前形成不间断的显微组织。尽管这些经处理的零部件可以以更薄的厚度规格制成以减轻重量,但经处理的零部件已经变得硬度较大,使得这些经处理的零部件难以成形并连接至其他相邻零部件。另外,开发具有延展性提高的较软的局部区域的零部件总是有益的,以在冲击事件期间改善吸收。
6.尝试制造可加工性改善的、具有包括不同等级的延展性和强度的局部区域的零部件已经导致开发出可以对零部件的局部区域进行处理的若干工艺。一种较普遍的方法涉及在金属零部件的冲压之间对模具加热。在该工艺期间,将模具加热至足够高的温度以改变正进行冲压的金属的物理特性。然而,很难对小的或复杂形状的局部区域进行精确的热处理,而不会有多余的热量渗入附近部分。此外,经过热处理的局部区域在回火位置与非回火位置之间具有较大的过渡区。
7.因此,一直期望进一步开发和改善回火工艺,以限制过渡区的尺寸。
技术实现要素:
8.前述已经大致概述了本发明的特征和技术优点以使本发明的以下详细描述能够更容易理解。形成本发明的权利要求的主题的本发明的另外的特征和优点将在下文中进行描述。本领域的技术人员应当理解的是,所公开的构思和具体实施方案可以容易地用作修改或设计用于实现本发明的相同的目的的其他实施方案的基础。本领域技术人员还应认识到,这样的等同实施方式没有脱离所附权利要求书中所阐述的本发明的精神和范围。该部分内容提供了本公开的的总体概述并不应被解释为与本公开相关联的所有目的、方面、特征和优点的完整且全面的列举。
9.根据本发明的一个方面,提供了一种热冲压工具组件。热冲压工具组件包括至少一个热成型模具和至少一个退火模具。所述至少一个热成型模具包括用于将坯料成形为成形零部件的上成型模具和下成型模具。所述至少一个退火模具包括用于接纳成形零部件的上退火模具和下退火模具。所述至少一个退火模具还包括至少一个冷却元件和至少一个加热元件,冷却元件邻近加热元件定位。所述至少一个加热元件对成形坯料的一部分进行退火,并且所述至少一个冷却元件同时对成形坯料的邻近所述至少一个加热元件的部分进行冷却,以阻碍热从所述至少一个加热元件传递至经冷却的部分。
10.根据另一方面,提供了一种形成具有定制回火特性和小过渡区的零部件的方法。该方法包括以下步骤:在热成型模具中对坯料进行热成型,直到坯料成为成形零部件为止;将成形零部件放置在退火模具中,并且在相邻位置中对成形零部件同时进行部分冷却和部分加热,以形成至少一个退火部分和至少一个未退火部分,在所述至少一个退火部分与所述至少一个未退火部分之间具有小过渡区;以及使退火部分变形。
11.根据本文提供的描述,其他适用领域将变得明显。该发明内容中的描述和特定示例仅意在用于说明的目的而并不意在限制本公开的范围。
附图说明
12.本文中描述的附图仅出于对所选实施方式进行说明的目的,而非意在限制本公开的范围。通过参照以下描述并结合附图,将更容易理解与本公开相关联的发明构思,在附图中:
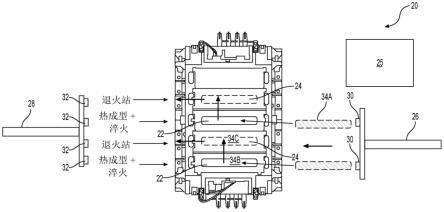
13.图1为热冲压工具组件的俯视图,该热冲压工具组件具有用于将零部件放置到热冲压工具中的第一传送臂和用于将零部件从热冲压工具移除的第二传送臂;
14.图2为位于热冲压工具组件内的热成型模具的横截面侧视图;
15.图3a为位于热冲压工具组件内的退火模具的横截面侧视图;
16.图3b为图3a所示的退火模具的放大横截面侧视图;
17.图4大致图示了热冲压工具组件的控制系统的框图;
18.图5为热冲压工具的一系列俯视图,其图示了形成具有定制回火特性和小过渡区的零部件的过程;
19.图6a为处于图4所示的过程的第一步骤中的热冲压工具组件的放大俯视图;
20.图6b为处于图4所示的过程的第二步骤中的热冲压工具组件的放大俯视图;
21.图6c为处于图4所示的过程的第三步骤中的热冲压工具组件的放大俯视图;
22.图6d为处于图4所示的过程的第四步骤中的热冲压工具组件的放大俯视图;
23.图6e为处于图4所示的过程的第五步骤中的热冲压工具组件的放大俯视图;
24.图6f为处于图4所示的过程的第六步骤中的热冲压工具组件的放大俯视图;
25.图7为经历形成定制回火特性、具有小过渡区的过程的零部件的一系列横截面图;
26.图8为具有定制回火特性和小过渡区的零部件的俯视图;以及
27.图9为用于形成具有定制回火特性的零部件的方法的流程图。
具体实施方式
28.现在将参照附图对示例性实施方式进行更充分的描述。总体而言,主题实施方式涉及热冲压工具组件和形成具有定制回火特性的零部件的方法。然而,仅提供示例实施方案使得本公开将是透彻的,并且将向本领域技术人员全面地传达范围。阐述了许多具体细节,比如具体部件、装置和方法的示例,以提供对本公开的实施方式的透彻理解。对于本领域技术人员来说将明显的是,不需要采用特定细节,示例实施方式可以以许多不同的形式来实施,并且都不应当被解释为限制本公开的范围。在一些示例实施方式中,未对公知过程、公知装置结构和公知技术进行详细描述。
29.参照附图,其中,相同的附图标记在所有视图中表示相对应的部分,热冲压工具组件及其方法最终提供具有回火位置和非回火位置以及在回火位置与非回火位置之间具有小过渡区的零部件。
30.首先参照图1,大致示出了热冲压工具组件20。热冲压工具组件20可以包括至少一个热成型模具22(见图2)和至少一个退火模具24(图3a)。在一些实施方式中,热冲压工具组件20包括多个退火模具24、例如第一退火模具和第二退火模具24、以及多个热成型模具22、例如第一热成型模具和第二热成型模具22。第一传送臂26位于热冲压工具组件20的一侧,并且第二传送臂28位于热冲压工具组件20的相反侧。第一传送臂26包括至少一个坯料保持器30,比如液压操作式夹具、激励磁体、抽吸装置或常规用于使坯料在不同位置之间移动的任何其他工具。在一些实施方式中,所述至少一个坯料保持器30可以包括第一坯料保持器和第二坯料保持器30。第二传送臂28包括至少一个成形零部件保持器32,比如液压操作式夹具、激励磁体、抽吸装置或常规用于使成形坯料在不同位置之间移动的任何其他工具。在一些实施方式中,所述至少一个成形零部件保持器32可以包括第一成形零部件保持器、第二成形零部件保持器、第三成形零部件保持器和第四成形零部件保持器32。
31.如箭头所示,第一传送臂26连接至一对经加热的坯料34a并通过第一坯料保持器30中的相应的一个第一坯料保持器将坯料34a从炉25移除,并且同时将一个经加热的坯料34a放置在第一热成型模具22中以及将另一经加热的坯料34a放置在第二热成型模具22中。一旦经加热的坯料34a已经被放入热成型模具22中,则热成型模具22的冲击将坯料34a中的每个坯料冲压成为成形零部件34b。当位于热成型模具22中时,坯料也可以被淬火。加热和快速冷却的结合可以改变成形零部件34b的至少一部分的显微组织。例如,加热和淬火可以导致在成形零部件34b的至少一部分中形成马氏体。在经成形和经淬火之后,第二传送臂28通过成形零部件保持器32中的两个成形零部件保持器将成形零部件34b移除,并且将一个成形零部件34b放置在第一退火模具24中以及将另一成形零部件34b放置在第二退火模具24中。然后,成形零部件34b经历退火过程。例如,成形零部件34的各部分可以被重新加热至高于再结晶温度,并且然后缓慢冷却直到成形零部件34被退火为止,从而变成退火零部件
34c。当成形零部件34b位于退火模具24中时,成形零部件34b还可以在成形零部件34b的与成形零部件34b的经退火的那些部分相邻的部分上经受额外的冷却。第二传送臂28通过未用于将成形零部件34b放置到退火模具24中的其他成形零部件保持器32中的两个成形零部件保持器将退火零部件34c移除。在操作中,第二传送臂28因此可以通过成形零部件保持器32中的每个成形零部件保持器同时连接至两个或更多个成形零部件34b和两个或更多个退火零部件34c,并且在一个处理步骤中将成形零部件34b在成型模具22与退火模具24之间移动且同时将退火零部件34c从退火模具24移除。
32.图2为位于热冲压工具组件20内的热成型模具22中的一个热成型模具22的横截面侧视图。热成型模具22中的每个热成型模具22可以具有相同的构型和操作参数。热成型模具22包括上成型模具36和下成型模具38,在上成型模具36与下成型模具38之间限定有成型腔40。上成型模具36的内表面和下成型模具38的内表面可以包括形貌特征,以将成形零部件34b成形为任何数目的形状件,包括汽车部件比如汽车立柱。上成型模具36包括邻近成型腔40定位的一系列上成型模具通道42,并且下成型模具38包括邻近成型腔40定位的一系列下成型模具通道44。因此,上成型模具通道42和下成型模具通道44利用在其中循环的液体冷却剂或位于其中的静态冷却装置对成形零部件34b进行淬火。在一些实施方式中,热成型模具22中的淬火过程因此可以使冷却剂循环并改变成形零部件34b的至少一部分中的显微组织(例如,形成马氏体)。在一些实施方式中,成形零部件34b以至少每秒27℃的速率被冷却,并且马氏体可以在200℃与400℃之间形成。上成型模具36和下成型模具38可以限定腔40的弯曲部分46,弯曲部分46在成形零部件34b中形成加强凸缘35。冷却通道42、44可以定位成与其中将定位有成形零部件34b的整个轮廓、包括弯曲部分46相邻,使得主要对整个成形零部件进行淬火。在一些实施方式中,成型模具22中的冷却剂可以包括在7℃与38℃之间的温度处循环的液体、比如水。
33.图3a和图3b为位于热冲压工具组件20内的退火模具24的横截面侧视图。退火模具24中的每个退火模具可以具有相同的构型和操作参数。退火模具24包括上退火模具48和下退火模具50,在上退火模具48与下退火模具50之间限定有退火腔52。上退火模具48的内表面和下退火模具的内表面可以包括与热成型模具22的形貌特征类似的形貌特征。上退火模具48包括邻近退火腔52定位的一系列上模具通道54,并且下退火模具50包括邻近退火腔52定位的一系列下模具通道56。上模具通道54和下模具通道56可以利用在其中循环的冷却剂或位于其中的静态冷却材料对成形零部件34b进行连续冷却。退火模具24中的冷却操作可以导致将成形零部件34b的各部分的温度进一步降低至0℃与150℃之间。在一些实施方式中,退火模具24中的冷却剂可以包括在20℃与35℃之间的温度处循环的液体、比如水。在一些实施方式中,成形零部件34b在其达到低于200℃的温度时被放置在退火模具24中。
34.上退火模具48可以包括至少一个上加热元件、比如邻近退火腔52定位的上感应线圈58,并且下退火模具50可以包括至少一个下加热元件、比如邻近退火腔52定位的下感应线圈60。所述至少一个下感应线圈58可以设置成邻近腔52并且相对于所述至少一个上感应线圈60定位在腔52的相反侧上。在一些实施方式中,上退火模具48包括以间隔关系定位的两个上感应线圈58,其中,一系列上模具通道54位于各个上感应线圈48之间。类似地,下退火模具50可以包括以间隔关系定位的两个下感应线圈60,其中,一系列下模具通道56位于各个下感应线圈60之间。在一些实施方式中,模具通道54、56位于感应线圈58、60的两侧。在
一些实施方式中,感应线圈58、60位于成形零部件34b的修整位置处。在操作中,感应线圈58、60可以在修整位置处对成形零部件34b进行快速加热和退火,同时冷却通道54、56在成形零部件34b的邻近感应线圈58、60的位置上保持较低的温度,因此从而降低热传递的蔓延效应并减小成形零部件34b的退火部分与成形零部件34b的未退火部分之间的过渡区的尺寸。
35.如在图3b中最佳图示的,退火模具24可以包括退火模具插入件,该退火模具插入件包括能够独立于上退火模具48和下退火模具50移动的上退火模具插入件62和下退火模具插入件64。上退火模具插入件62和下退火模具插入件64限定了退火插入件腔66,其具有容纳加强凸缘35的弯曲部68。两个退火插入件62、64相对于感应线圈58、60定位在退火模具24的外部部分。这样,淬火区域通过退火零部件34c的经过退火已经被软化的部分与加强凸缘35间隔开。加强凸缘35可以稍后经由切割被移除。在加强凸缘35将被移除的情况下,邻近加强凸缘35可以不需要冷却通道。然而,与加强凸缘35相反的模具通道54、56防止过渡区蔓延到除退火部分和加强凸缘35之外的部分中。加强凸缘35还防止退火零部件34c在退火处理期间变形。然而,在一些实施方式中,应当理解的是,模具通道54、56可以位于感应线圈58、60的相反两侧。例如,允许加强凸缘35被淬火、使得退火部分上的修整操作被修改可能是有益的。在一些实施方式中,修整部分和/或修整操作在不背离本主题公开的情况下可以包括变形、穿孔、切割等。这样,当模具通道54、56位于感应线圈58、60的相反两侧时,退火部分可以完全被淬火部分包围。在一些实施方式中,修整部分从退火零部件34c的整个周缘或部分周缘插入,但是勾勒出退火零部件34c的整个周缘或部分周缘。在一些实施方式中,上退火模具插入件62和下退火模具插入件64可以执行修整操作。
36.图4大致图示了根据本公开的原理的控制系统80。控制系统80可以包括控制器82,并且控制器82可以包括处理器84和存储器86。处理器84可以包括任何适合的处理器,比如本文中所描述的那些处理器。附加地或替代性地,控制器82可以包括附加于处理器84或者不同于处理器84的任何适合数目的处理器。存储器86可以包括单个磁盘或多个磁盘(例如,硬盘驱动器),并且包括管理存储器86内的一个或更多个分区的存储管理模块。在一些实施方式中,存储器86可以包括闪存、半导体(固态)存储器等。存储器86可以包括随机存取存储器(ram)、只读存储器(rom)或其组合。存储器86可以包括指令,所述指令在由处理器84执行时使得处理器84至少执行本文中描述的系统和方法。控制器82可以控制成型模具22、退火模具24、第一传送臂26、第二传送臂28和其他特征的操作。
37.图5是热冲压工具的一系列俯视图,其图示了在形成具有小过渡区的零部件中的定制回火特性的过程100的连续步骤。过程100中的每个步骤可以通过来自存储器的由处理器执行的指令来执行。图5所示的热冲压工具中的每个热冲压工具在过程100的进程期间随着时间的变化是相同的热冲压工具。过程100开始于提供102具有一对退火模具和一对热成型模具的热冲压工具,其中,热成型模具各自包括坯料,并且退火模具各自包括成形零部件(成形零部件先前是在热成型模具的一个热成型模具中成型的坯料)。在热冲压工具的冲击104期间,热成型模具将坯料成形106为成形零部件,并且还可以包括淬火108步骤、比如通过一系列冷却通道执行淬火步骤,其中,可以在成形零部件内形成硬化的显微组织。在冲击104期间,退火模具对成形零部件上的相邻位置同时进行冷却110和退火112,以形成退火零部件。退火步骤可以包括利用感应线圈加热,并且冷却步骤可以包括对邻近感应线圈定位
的通道进行冷却。接下来,第二传送臂抓取114成形零部件中的每个成形零部件和退火零部件中的每个退火零部件,并将成形零部件移动116至退火模具以及将退火零部件移动118远离热冲压组件。一旦成形零部件被移动116,则第一传送臂将另外的经加热的坯料移动120到热成型模具中。可以将经加热的坯料直接从炉中移出。接下来,第二传送臂将退火零部件移动122到用于额外处理(比如退火部分的材料变形、修整、穿孔或材料去除)的区域中,并且返回124到步骤114的位置,其中,重复进行过程100。
38.图6a至图6f示出了过程100的放大的步骤102至步骤120。更具体地,图6a图示了提供102具有一对退火模具和一对热成型模具的热冲压工具,其中,热成型模具各自包括坯料,并且退火模具各自包括成形零部件(成形零部件先前是在热成型模具的一个热成型模具中成型的坯料)。图6b图示了第二传送臂抓取114成形零部件中的每个成形零部件和退火零部件中的每个退火零部件,并将成形零部件移动116至退火模具以及将退火零部件移动118远离热冲压组件。图6c图示了第一传送臂将另外的经加热的坯料从炉朝向热成型模具移动120,并且第二传送臂将退火零部件移动远离热冲压组件。图6d图示了第一传送臂将另外的经加热的坯料移动120到热成型模具中。图6e图示了第二传送臂将退火零部件移动122到用于进行额外处理的区域中。图6f图示了第二传送臂返回124到步骤114的位置,其中,重复进行过程100。
39.图7图示了经历形成定制回火特性且具有小过渡区的过程200的零部件的一系列横截面图。过程200中的每个步骤可以通过来自存储器的由处理器执行的指令来执行。图7所示的过程200可以在过程100中包括有不重叠的步骤,例如步骤102到步骤112之间的步骤。更具体地,该过程开始于直接从炉提供202经加热的坯料。然后,将经加热的坯料放置204在热成型模具内,在热成型模具中,将坯料成形206并经由冷却通道淬火208,以形成具有硬化显微组织、例如较高水平的马氏体的成形零部件。接下来,将成形零部件放置210在退火模具内,在退火模具中,经由模具通道继续对成形零部件进行冷却212,并且利用邻近模具通道的感应线圈对成形零部件进行局部退火214。冷却步骤可以包括将成形零部件的邻近感应线圈的部分冷却至0℃与150℃之间的温度。成形零部件的被冷却的部分完全位于图3a和图3b所示的相邻感应线圈对之间的空间内。局部退火214步骤可以包括在未退火部分内或邻近未退火部分形成退火部分,其中,过渡区至少部分地将退火部分与未退火部分分开,并且至少部分的、大部分的或基本上所有的过渡区小于20mm、小于15mm、为大约10mm或小于10mm。接下来,通过第二传送臂移动216零部件,以用于后续处理。后续处理包括使退火部分变形218。变形步骤218可以包括切割、铆接、弯曲、穿孔、修整尺寸等中的一者。切割步骤可以包括激光切割。所得到的零部件220可以是汽车的零部件、例如立柱,并且更具体地b柱。
40.图8图示了具有至少一个未退火部分302且具有小过渡区304的零部件300,其包括至少一个变形部306。更具体地,零部件300被图示为具有形成包括变形部306的外边缘的过渡区304的b柱,该变形部306包括沿着过渡区304的周缘边缘的切口。
41.图9为形成具有定制回火特性和小过渡区的零部件的方法400的流程图。方法400开始于在热成型模具中对坯料进行热型形402和淬火404,直到坯料成形为成形零部件401为止。淬火404的步骤可以包括改变成形零部件的显微组织。方法400通过将成形零部件放置406在退火模具中继续进行,在退火模具中,同时且在相邻的位置处对成形零部件进行部
分冷却408和部分加热410,直到成形零部件成为在退火部分与未退火部分之间具有小过渡区的退火零部件407为止。然后,使退火零部件的被加热410的部分(即、退火零部件的退火部分)变形412。
42.应当理解的是,前述实施方式的描述是出于说明的目的而提供的。换言之,本公开主题并不旨在穷举或限制本公开。特定实施方式的各个元件或特征通常不限于该特定实施方式,而是在适用的情况下可互换并且可以在选定的实施方式中使用,即使没有具体地示出或描述亦是如此。特定实施方式的各个元件或特征也可以以多种方式进行变型。这种变型不应被视为背离本公开,并且所有这种修改均旨在包含于本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1