无固定器的机器人装配的制作方法
无固定器的机器人装配
1.相关申请的交叉应用
2.本技术要求2019年11月21日提交的、名称为“无固定器的机器人装配(fixtureless robotic assembly)”的美国临时申请no.62/938,921和2020年11月17日提交的、名称为“无固定器的机器人装配(fixtureless robotic assembly)”的美国专利申请no.16/950,802的权益,这两项申请的全部内容通过引用整体明确地并入本文。
技术领域
3.本公开涉及机器人设备,更具体地,涉及使用机器人设备的无固定器装配技术。
背景技术:
4.比如汽车、卡车或飞机等交通工具由大量结合在一起的单独结构部件组成,以形成车身、框架、内表面和外表面等。这些结构部件为汽车、卡车和飞机提供形式,并对由比如加速和制动等各种动作产生或引起的各种不同类型的力做出适当反应。这些结构部件也提供支撑。不同尺寸和几何形状的结构部件能够集成在车辆中,例如,以提供面板、挤压件和/或其他结构之间的接口。因此,结构部件是车辆的一体成型部分。
5.大多数结构部件必须以安全、设计良好的方式与另一部分(比如另一个结构部件)结合。现代汽车工厂严重依赖结构部件的机器人装配。然而,汽车部件的机器人装配需要使用固定器。在汽车工厂中,将要进行机械地装配的汽车的每个零件都需要一个专门用于该零件的唯一固定器。考虑到汽车中大量的单独零件是机械地装配的,因此需要同样多的固定器。事实上,现代汽车底盘可以由数千个装配零件组成,每个零件都需要用于装配的专门设计的固定器。然而,固定器可能非常昂贵。事实上,汽车零件的单个固定器花费30万到50万美元并不罕见。汽车工厂中使用的固定器的成本占整个工厂的成本的一大部分。因此,建设现代化汽车工厂需要大量的资本投资,因此有必要建造和销售数十万辆汽车,才能收回初始投资并实现收支平衡,更不用说盈利了。
6.除了巨大的成本之外,固定器只能用于针对其设计的特定零件。因此,如果零件以某种方式改变,例如,如果车模型的设计更新,则必须设计和制造全新的固定器。这为更换或更新车模型的过程增加了大量的成本和时间。因此,汽车模型仅较少地被更新,例如,每五年或六年或更长时间。此外,固定器的成本和不灵活性已经导致汽车工业期望在不同的车辆模型中使用共同的结构,例如对于轿车模型和suv模型使用相同的副车架。然而,这种共性可能严重限制被迫共享结构的每个车辆的设计。因此,路上的车辆看起来越来越相似,留给消费者的不同选择也越来越少。
7.自从汽车的机器人装配出现以来,汽车制造商无疑一直依赖于固定器。这种确实的依赖在一定程度上创造了一个由相对较少的制造商主导的汽车工业,这些制造商能够投资建造一个现代汽车工厂所需的大量资本,然后在五年或更长时间内年复一年地制造和销售该工厂的数十万种特定车模型,以便收回初始投资并开始产生利润。这种确实的依赖也导致消费者的选择越来越少,因为汽车年复一年地越来越相似。
技术实现要素:
8.与传统汽车制造相比,本公开设想消除对固定器的依赖,作为装配车辆结构和其他多零件结构的新方法的一部分。此类装配操作可包括结合两个或更多个结构(例如,增材制造的结构,比如节点)、零件、部件等。在结合多个结构时,能够装配车辆的至少一部分。例如,结合多个结构可能导致车辆的车身、框架、底盘、面板等的至少一部分的装配。有利地,本公开描述了通过控制一组机器人在不使用固定器的情况下结合结构的这种装配操作。由该组机器人结合的结构能够被增材制造。
9.由于车辆需要安全、可靠等,因此精确执行与车辆生产相关的各种装配操作的方法可能是有益的。各种装配操作的这种方法能够由至少一个机器人设备(下文中称为机器人)来执行,该至少一个机器人设备能够经由一组指令进行指示以配合装配车辆的至少一部分(例如,车身、底盘、框架、面板等)。因此,控制器和/或其他处理系统能够实施各种技术来生成和/或执行用于至少一个机器人的指令,该指令将至少一个机器人引导至适于执行各种装配操作的一个或更多个位置。
10.在本公开中,描述了用于在装配车辆的至少一部分时,引导一组机器人在不使用固定器的情况下结合至少两个结构的技术和方法。这些技术和方法能够通过本文描述的各种系统、方法、设备和/或计算机可读介质来实现。
11.举例来说,计算系统能够基于第一组坐标将第一机械臂引导至第一位置。计算系统能够基于第一机械臂的第一位置使第一机械臂与第一结构接合。此外,计算系统能够基于第二组坐标将第一机械臂引导至第二位置,使得在没有保持第一结构的固定器和没有保持第二结构的固定器的情形下,第一结构处于第二结构的结合邻近区域内,其中第一结构被配置为当第一结构和第二结构在结合邻近区域内时与第二结构结合,结合邻近区域为第一结构和第二结构能够结合在一起的邻近区域。
12.应当理解,通过下文的详细描述,用于使用一组机器人实现车辆的至少一部分和其他多零件结构的无固定器装配的机构的其他方面,包括通过该组机器人在没有固定器的情况下结合增材制造的结构,对于本领域技术人员将变得显而易见,其中,通过图示的方式在若干实施例中示出和描述。如本领域技术人员将认识到的,所公开的主题能够具有其他和不同的实施例,并且其若干细节能够在各种其他方面进行修改,所有这些都不脱离本公开。因此,附图和详细描述本质上被认为是说明性的而不是限制性的。
附图说明
13.图1a-1e示出了汽车制造领域中已知的固定器的示例。
14.图2示出了直接金属沉积(dmd)3-d打印机的某些方面的示例实施例。
15.图3示出了使用3-d打印机的3-d打印过程的概念性流程图。
16.图4a-4d示出了在不同操作阶段期间的示例粉末床熔融(pbf)系统。
17.图5示出了示例装配系统的透视图,该装配系统包括多个机器人,其被配置为装配车辆的至少一部分。
18.图6a-6v示出了示例性装配系统的透视图,该装配系统包括多个机器人,其被配置为执行各种示例性操作,以用于装配车辆的至少一部分。
19.图7为示出控制至少一个机器人用于与无固定器装配系统中的结合结构相关的各
种示例操作的示例性方法的流程图。
20.图8为示出引导至少一个机器人结合至少两个结构以装配车辆的至少一部分的示例性方法的流程图。
21.图9为示出使至少一个机械臂定位至少一个零件以与至少一个不同零件结合的示例性方法的流程图。
22.图10为示例性控制器处理系统的框图,其被配置成执行一组或更多组指令,以引导至少一个机器人进行与车辆的至少一部分的装配相关联的各种操作。
具体实施方式
23.以下结合附图阐述的详细描述旨在提供对各种示例性实施例的描述,而非旨在代表可以实践本公开的仅有实施例。贯穿本公开使用的术语“示例性”、“说明性”等意味着“用作示例、实例或说明”,并且不应被解释为比本公开中呈现的其他实施例更优选或更有利。详细描述包括具体细节,其目的是提供彻底和完整的公开,以向本领域技术人员充分传达本公开的范围。然而,本公开能够在没有这些具体细节的情况下实施。在一些情况下,公知的结构和部件能够以框图形式示出,或者完全省略,以避免模糊本公开中呈现的各种概念。此外,附图可能未按比例绘制,而是以试图最有效地突出与所描述主题相关的各种特征的方式绘制。此外,应该理解,以单数描述的一些元件也能够实现为多于一个元件,以复数描述的一些元件也能够实现为单个元件。例如,“处理器”、“存储器”等的描述应当理解为包括具有多个处理器、存储器等的实施方式,以执行所描述的任务。同样,对“多个处理器”、“多个存储器”等的描述,应当理解为包括具有单个处理器、单个存储器等的实施方式。
24.汽车工业对固定器的绝对依赖已经造成了严重的不利因素,这些因素年复一年地继续被人们简单地接受。固定器是专门为匹配单个零件而设计的,因此,自动装配汽车底盘等复杂结构可能需要数千个固定器。此外,改变底盘设计可能需要创建一套全新的固定器。由于固定器的制造可能非常复杂和昂贵,所以任何新的设计或对现有设计的改变都会难以置信的昂贵。
25.在这点上,图1a至图1e示出了在包括汽车制造在内的制造业中常规使用的固定器的各种示例。固定器被设计为在预装配、装配和/或装配后操作期间,比如在装配线上,保持和/或定位结构或结构的一部分,例如车辆底盘的一部分。这样,固定器能够提供一种机构,通过该机构,机械臂可以接合和保持结构。此外,固定器可以提供刚性,以防止固定器在结合操作期间移动和/或偏转。进一步地,固定器可以作为将要执行的结合操作的参考点;也就是说,可以基于该结构被固定器保持在特定位置的假设,在该结构上执行结合操作。因此,固定器执行以下操作之一:保持用于结合的零件,定位零件以允许结合,辅助零件的结合,固定用于结合的零件(例如,如果零件在被机器人保持时会弯曲或者另外地缺少各种结合操作所需的刚性),等等。
26.本公开描述了在不使用固定器的情况下装配车辆的至少一部分的各种技术和方法。例如,本公开描述了一个或更多个机器人,其被配置为直接与结构接合,例如使用机械臂的末端执行器。通过省略固定器,本公开可以提供用于装配车辆的各种技术和方法,这些技术和方法在成本、空间、复杂性和/或精度方面比当前装配车辆的方法更经济。
27.图1a示出了传统固定器100,其被设计为在各种装配操作期间保持车辆的特定片
材金属板102(例如,门板、底板等)。在这个示例中,固定器100为片材金属板102提供强度和刚度,以防止在结合操作过程中意外移动和/或偏转。固定器100包括保持片材金属板102的上部部分的多个上定位支架105、保持片材金属板的下部部分的多个下定位支架107和保持片材金属板的侧部的多个横向定位支架109。固定器100还包括机器零件配合表面111、零件配合表面基板113和零件配合表面上板115,以为片材金属板102提供刚性。固定器100还包括定位销117以引导片材金属板102,以及肘节式夹具119以将片材金属板锁定在固定器上的适当位置。固定器100还包括工具支撑结构121,以支撑固定器的所有其他部件。由于固定器100是一个大型、重型结构,因此固定器还包括吊环123,以允许移动并定位固定器。
28.固定器100被设计为以特定的方式接合机械臂并由机械臂保持,因为面板102不能被机械臂直接接合和保持。在面板102上执行的结合操作需要固定器100提供参考点或参考系,从而可以假设和/或估计面板102的位置。这种假设和/或估计容易出现误差,比如当面板102以非预期方式移动和/或意外偏转时。这些误差可能会在装配过程中累积。因此,可能需要相对较大的设计公差,尤其是当多个其他零件必须与面板102结合时,由于精度可能难以实现。
29.图1b示出了另一种传统固定器130,其用于在结合操作期间保持汽车的特定结构。在图示的示例中,固定器130未与其结构接合,并且示出了固定器典型的复杂性。固定器130包括定位销131、上基板133、下基板135和工具基座结构137。固定器130还包括箱体支撑结构139和横梁支护结构141,以支撑固定器的所有部件。固定器130还包括安装夹具143,以用于将汽车结构安装至固定器。
30.图1c示出了另一种传统固定器150的侧面透视图。固定器150固定至底板,以提供固定器保持的结构的固定和刚性定位。具体地,固定器150具有安装区域151,其特定结构通过定位销153和安装夹具155连接到该安装区域,从而将该结构固定在安装区域151,以用于通过一个或更多个机器人接口进行结合操作。固定器150还包括基板157、支撑结构159和工具基座结构161,以支撑固定器的所有其他部件。
31.图1d-1e示出了传统固定器170的又一个示例。图1d示出了固定器170的顶部透视图,且图1e示出了固定器的侧面透视图。
32.传统固定器170被构造为接合并保持面板172(例如,门板、底板等)。例如,固定器包括多个固定器块173,以将面板172固定至固定器上,从而防止面板在各种装配操作过程中的意外移动和/或偏转。固定器170还包括定位臂175、定位销177、定位支架179和产品零件配合治具181,以在安装操作期间定位面板172。固定器170还包括基板183。
33.增材制造(3-d打印)。有利地,增材制造(am)是一种非设计特定的制造技术。am提供在零件内创建复杂结构的能力。例如,可以使用am产生节点。节点是可以包括一个或更多个接口的结构,所述接口用于连接到其他跨越部件,比如管、挤压件、面板、其他节点等。根据目标,使用am可以构建包括附加特征和功能的节点。例如,节点可以打印有一个或更多个端口,这些端口使得节点能够通过注射粘合剂来固定两个零件,而不是像传统地在制造复杂产品时将多个零件焊接在一起。可选地,一些部件可以使用钎焊浆料、热塑性塑料、热固性塑料或另一种连接特征连接到节点,其中的任何一种都可以替代粘合剂互换使用。因此,虽然焊接技术可能适用于某些实施例,但增材制造在使得能够使用替代的或附加的连接技术方面提供了显著的灵活性。
34.各种不同的am技术已经被用于3-d打印由各种类型的材料组成的部件。许多可用的技术存在,并且正在开发更多的技术。例如,定向能量沉积(ded)am系统使用来自激光或电子束的定向能量熔化金属。这些系统同时使用粉末和线材进给。线材进给系统有利地具有比其他主要的am技术更高的沉积速率。单程喷射(spj)结合了两个粉末撒布器和单个打印单元,以在单程中撒布金属粉末并打印结构,几乎没有或没有无用的运动。作为另一个示例,电子束增材制造过程使用电子束经由线材给料或在真空腔室中的粉末床上烧结来熔融金属。原子扩散增材制造(adam)是另一种最近开发的技术,其中在塑料粘合剂中使用金属粉末逐层打印部件。打印后,塑料粘合剂被移除,并且整个零件(例如,结构)被立即烧结成所需的金属。
35.如所指出的,多种此类am技术中的一种是dmd。图2示出了dmd 3-d打印机200的某些方面的示例实施例。dmd打印机200使用在预定方向219上移动的进给喷嘴203以将粉末流205a和205b推送到激光束207中,该激光束被引导朝向可以由基底支撑的工件213。进给喷嘴203还可以包括用于使保护气体217流动的机构,以保护焊接区域免受氧气、水蒸气或其他成分的影响。
36.然后,粉末金属被激光207熔合在熔池区域211中,该熔池区域随后可以作为沉积材料区域209结合至工件213。稀释区域215可以包括工件213的、在其中沉积粉末与工件213的局部材料集成在一起的区域。进给喷嘴203可以由计算机数字控制(cnc)机器人或台架或其它计算机控制机构支撑。进给喷嘴203可以在计算机控制下沿基底的预定方向移动多次,直到在工件213的期望区域上形成沉积材料的初始层209。然后,进给喷嘴203可以扫描在先前层正上方的该区域,以沉积连续层,直到形成期望结构。通常,进给喷嘴203可以被构造为相对于所有三个轴线移动,并且在一些情况下在其自身轴线上旋转预定量。
37.图3为示出了3-d打印的示例过程的流程图300。渲染待打印的预期3-d物体的数据模型(303)。数据模型为3-d物体的虚拟设计。因此,数据模型可以反映3-d物体的几何形状特征和结构特征,以及其材料组成。可以使用各种方法来创建数据模型,包括基于cae的优化、3-d建模、摄影测量软件和相机成像。基于cae的优化可以包括例如基于云的优化、疲劳分析、线性或非线性有限元分析(fea)和耐久性分析。
38.3-d建模软件继而可以包括许多商业上可获得的3-d建模软件应用中的一种。可以使用适用的例如以stl格式的计算机辅助设计(cad)包来渲染数据模型。stl是与商业上可获得的基于立体光刻的cad软件相关联的文件格式的一个示例。cad程序可以用于将3-d物体的数据模型创建为stl文件。因此,stl文件可以经历识别和解决文件中的误差的过程。
39.在误差解决之后,数据模型可以被称为切片器的软件应用
‘
切片’(305),从而产生用于3-d打印该物体的一组指令,其中指令与所利用的特定3-d打印技术兼容并关联。许多切片器程序在商业上可获得。通常,切片器程序将数据模型转换为一系列表示待打印的物体的薄切片(例如,100微米厚)的单独层,以及包含打印机特定指令的文件,所述打印机特定指令用于3-d打印这些连续的单独层以产生数据模型的实际3-d打印表示。
40.与3-d打印机和相关的打印指令相关联的层不需要是平面的或不需要厚度相同。例如,在一些实施例中,根据诸如3-d打印装备的技术复杂度和具体制造的物体等因素,3-d打印结构中的层可以是非平面的和/或可以在一种或更多种情况下相对于它们的单独厚度进行变化。
41.用于将数据模型切片为层的文件的常见类型是g代码文件,它是一种数字控制编程语言,其包括用于3-d打印物体的指令。将g代码文件或组成指令的其它文件上传(307)至3-d打印机。因为包含这些指令的文件通常被构造为可通过特定3-d打印过程运行,因此将理解,取决于所使用的3-d打印技术,许多指令文件的格式都是可行的。
42.除了指示物体的打印方式和内容的打印指令之外,使用几种常规且常用的打印机特定方法中的任何方法,将3-d打印机在打印物体时必需使用的合适的物理材料提供(309)至3-d打印机。在dmd技术中,例如,可以提供一种或更多种金属粉末,用于具有这种金属或金属合金的分层结构。在选择性激光熔化(slm)、选择性激光烧结(sls)和其它基于pbf的am方法(见下文)中,材料可以作为粉末提供至向构建平台进给粉末的腔室中。取决于3-d打印机,也可以使用其它用于提供打印材料的技术。
43.然后基于使用材料所提供的指令,打印3-d物体的相应数据切片(311)。在使用激光烧结的3-d打印机中,激光扫描粉末床并在所需结构的位置使粉末熔合在一起,并避免扫描切片数据指示不打印任何东西的区域。该过程可以重复数千次,直到形成所需结构,随后将打印零件(例如,结构)从打印机中移除。如上所述,在熔合沉积建模中,通过将支撑材料和模型的连续层应用于基底来打印零件。通常,出于本公开的目的,可以采用任何合适的3-d打印技术。
44.另一种am技术是粉末床熔合(pbf)。如同dmd一样,pbf逐层地创建
‘
构建件’。通过沉积粉末层并将粉末的一部分暴露于能量束形成每个层或
‘
切片(slice)’。能量束应用于粉末层的熔合区域,其与层中的构建件的横截面重合。熔融粉末冷却并熔合以形成构建件的切片。可以重复该过程以形成构建件的下一切片,以此类推。每个层沉积在前一层的顶部。由此产生的结构为构建件,其从底部向上逐片地装配而成。
45.图4a至4d示出了在不同操作阶段的示例性pbf系统400的相应侧视图。如上所述,图4a至图4d示出的特定实施例是适于在本公开使用的pbf系统的许多合适示例之一。还应当注意,本公开中的图4a至图4d以及其他附图的元件不一定按比例绘制,但为了更好地说明本文所述的概念,可以放大或缩小。pbf系统400可以包括:沉积器401,其可以沉积每层金属粉末;能量束源403,其可以产生能量束;偏转器405,其可以施加能量束以熔合粉末;以及构建板407,其可以支撑一个或更多个构建件(比如构建件409)。pbf系统400还可以包括定位在粉末床接收器内的构建底板411。粉末床接收器的壁412通常限定粉末床接收器的边界,该粉末床接收器从侧面夹置在壁412之间并在下方邻接构建底板411的一部分。构建底板411可以逐渐降低构建板407,使得沉积器401可以沉积下一层。整个机构都可以驻留在腔室413中,其可以封闭其它部件,从而保护装备,实现大气和温度调节并减轻污染风险。沉积器401可以包括送料器415,所述送料器包含粉末417,比如金属粉末,和整平器419,其可以整平每层沉积粉末的顶部。
46.具体参考图4a,该附图示出了在构建件409的切片已熔合之后在沉积下一层粉末之前的pbf系统400。事实上,图4a示出了pbf系统400已沉积并熔合了多个层(例如150个层)的切片,从而形成构建件409(例如,由150个切片形成)的当前状态的时间。已沉积的多个层形成了粉末床421,其包括沉积但未熔合的粉末。
47.图4b示出了处于一定阶段的pbf系统400,在所述阶段中构建底板411可以降低粉末层厚度423。构建底板411的降低导致建造件409和粉末床421下降粉末层厚度423,使得构
建件409和粉末床的顶部低于粉末床接收器壁412的顶部等于粉末层厚度的量。例如,以这种方式,可以在构建件409和粉末床421的顶部上创建具有等于粉末层厚度423的恒定厚度的空间。
48.图4c示出了处于一定阶段的pbf系统400,在所述阶段中沉积器401被定位为将粉末417沉积在构建件409和粉末床421的顶部表面上方形成的空间中,该空间由粉末床接收器壁412界定。在该示例中,沉积器401在限定空间上逐渐移动,同时从送料器415中释放粉末417。整平器419可以整平释放的粉末以形成粉末层425,其具有大致等于粉末层厚度423(参见图4b)的厚度。因此,pbf系统中的粉末可以由粉末支撑结构支撑,例如,该粉末支撑结构可以包括构建板407、构建底板411、构建件409、壁412等。应当注意,粉末层425的图示厚度(即粉末层厚度423(图4b))大于用于参考图4a在上文讨论的涉及150个先前沉积层的示例中的实际厚度。
49.图4d示出了pbf系统400在以下阶段的情况:在粉末层425(图4c)的沉积之后,能量束源403产生能量束427,且偏转器405施加能量束以熔合构建件409中的下一个切片。在各种示例性实施例中,能量束源403可以是电子束源,在这种情况下,能量束427构成电子束。偏转器405可以包括偏转板,该偏转板可以产生电场或磁场,其选择性地偏转电子束,从而导致电子束在指定熔合的区域上扫描。在各种实施例中,能量束源403可以是激光,在这种情况下,能量束427为激光束。偏转器405可以包括光学系统,该光学系统使用反射和/或折射来操纵激光束以扫描待熔合的选定区域。
50.在各种实施例中,偏转器405可以包括一个或更多个万向节和致动器,其可以旋转和/或平移能量束源以定位能量束。在各种实施例中,能量束源403和/或偏转器405可以调制能量束,例如,随着偏转器扫描而打开和闭合能量束,使得能量束仅应用于粉末层的适当区域中。例如,在各种实施例中,能量束可以由数字信号处理器(dsp)调制。
51.现在转到图5至图10,提供了各种实施例,用于控制机器人在不使用固定器的情况下通过结合至少两个结构来装配车辆的至少一部分。至少两个结构中的至少一个可以被增材制造,例如,如上关于图2、图3和图4a至图4d所述。在一些实施例中,至少两个结构中的至少一个可以是工件、零件、节点、部件和/或其他增材制造的结构,其可以包括先前已结合的两个结构。例如,结构或零件可以是与车辆相关联的至少一部分或部段,比如车辆底盘、面板、基座件、车身、框架和/或另一个车辆部件。
52.根据各种实施例,这种与车辆的装配相关联地待结合的结构可以增材制造有一个或更多个特征,这些特征可以在无需使用固定器(比如一个或更多个固定器)的情况下促进或实现各种装配操作(例如,结合),以在一个或更多个无固定器的装配操作期间,防止或减少结构的意外移动和/或结构的偏转的。例如,与车辆的无固定器装配相关联地待结合的一个或更多个结构可以增材制造有一个或更多个特征,所述特征设计成在各种无固定器装配操作期间提供稳定性、强度和/或刚性。这种特征的示例可以包括网格、蜂窝和/栅格子结构,其可以与结构共同打印(例如,当结构被增材制造时),且可以位于结构的内部和/或外部。
53.根据本文描述的各种实施例,装配系统可以包括两个机器人,其中至少一个机器人可以被定位成在不使用固定器的情况下将一个结构与另一个结构结合在一起。可以潜在地重复执行各种装配操作,以便可以结合多个结构用于车辆的至少一部分(例如,车辆底
盘、车身、面板等)的无固定器装配。
54.第一机器人可以配置为在与车辆的至少一部分的无固定器装配相关联地执行的各种操作期间,接合并保持一个或更多个其他结构可以与其结合的第一结构。例如,第一结构可以为车辆底盘、面板、基座件、车身、框架等的部段,而其他结构可以为车辆底盘、面板、基座件、车身、框架等的其他部段。
55.说明性地,第一机器人可以接合并保持将与第二结构结合的第一结构,并且第二结构可以由第二机器人接合并保持。利用第一结构执行的各种操作(例如,将第一结构与一个或更多个其他结构结合,其可以包括两个或更多个先前结合的结构)可以至少部分地在包括多个机器人的装配单元内执行。因此,在第一结构的无固定器操作期间,可以引导(例如,控制)至少一个机器人,以便根据与无固定器操作相称的精度运行。
56.本公开提供了至少部分地在装配系统内引导一个或更多个机器人进行装配操作(包括装配前和/或装配后操作)的各种不同实施例。应当理解,本文中所描述的各种实施例可以一起实践。例如,关于本公开的一个示例所述的实施例可以在关于本公开的另一示例所述的另一实施例中实施。
57.首先参考图5,该图示出了无固定器的装配系统500的透视图。无固定器装配系统500可以用于与车辆的无固定器装配相关的各种操作中,比如基于节点的车辆的机器人装配。无固定器装配系统500可以包括一个或更多个元件,其与无任何固定器的车辆的至少一部分装配相关联。例如,无固定器装配系统500的一个或更多个元件可以配置为用于一个或更多个操作,在所述一个或更多个操作中,在基于节点的车辆的机器人装配期间,第一结构与一个或更多个其他结构结合,而无需使用任何固定器。
58.装配单元505可以被配置在无固定器装配系统500的位置处。装配单元505可以是竖直装配单元。在装配单元505内,无固定器装配系统500可以包括一组机器人507、509、511、513、515、517。机器人507可以被称为“核心节点(keystone)机器人”。无固定器装配系统500可以包括零件台520、521和522,其可以保持用于机器人接近的零件和结构。例如,第一结构523、第二结构525和第三结构527可以定位在零件台521、522中的一个上,以由机器人拾取并装配在一起。在各种实施例中,每个结构的重量可以至少为10g、100g、500g、1kg、5kg、10kg或更多。在各种实施例中,每个结构的体积可以至少为10ml、100ml、500ml、1000ml、5000ml、10,000ml或更多。在各种实施例中,一个或更多个结构可以是增材制造的结构,比如复杂节点。
59.无固定器装配系统500还可以包括计算系统529,以向装配单元505的机器人的各种控制器发出命令,如下文更详细地描述。在这个示例中,计算系统529通过无线通信与机器人通信连接。无固定器装配系统500还可以包括计量系统531,该计量系统531可以精确地测量机器人的机械臂的位置和/或由机器人保持的结构的位置,如下文更详细地描述。
60.与传统的机器人装配工厂相比,在无固定器装配系统500中,结构可以在无固定器的情况下装配。例如,结构无需在任何固定器内连接,比如上述的固定器。相反,装配单元505中的至少一个机器人可以提供来自固定器的预期的功能,如本公开中所述。例如,机器人可以被配置为直接接触(例如,使用机械臂的末端执行器)将被装配在装配单元505内的结构,使得这些结构可以在没有任何固定器的情况下被接合和保持。此外,至少一个机器人可以提供从定位器和/或固定器台预期的功能。例如,核心节点机器人507可以代替无固定
器装配系统500中的定位器和/或固定器台。
61.核心节点机器人507可以包括基座和机械臂(例如,参见下文本描述的图6b和图6c)。机械臂可以配置为用于移动,该移动可以由加载到与核心节点机器人507通信连接的处理器中的计算机可执行指令来引导。核心节点机器人507可以通过基座接触装配单元505的表面(例如装配单元的底板)。
62.核心节点机器人507可以包括和/或连接到末端执行器,该末端执行器被配置为接合和保持结构,例如车辆的一部分。末端执行器可以是被配置为与至少一个结构接口连接的部件。末端执行器的示例可以包括钳夹、夹持器、销或其他类似部件,其能够促进机器人对结构的无固定器的接合和保持。在一些实施例中,该结构可以是车辆底盘、车身、框架、面板、基座件等的部段。例如,该结构可以包括底板。
63.在一些实施例中,核心节点机器人507可以通过末端执行器(例如,图6c中示出的第二结构525和末端执行器543,并将在下文更详细地描述)保持与结构的连接,同时一组其他结构(直接或间接)连接至该结构。核心节点机器人507可以被配置为在没有任何固定器的情况下接合和保持该结构,例如,上述固定器中的任一个都不可能存在于无固定器装配系统500中。在一些实施例中,由至少一个机器人保持的结构(例如,第一结构)可以与一个或更多个特征增材制造或共同打印,所述一个或更多个特征有助于在不使用任何固定器的情况下这些结构与至少一个机器人的接合和保持。
64.例如,结构可以与增加该结构的强度的一个或更多个特征(比如网格、蜂窝和/或栅格布置)共同打印或增材制造。这些特征可以加固结构,以防止该结构在装配过程中的意外移动。在另一个示例中,结构可以与促进结构与末端执行器接合和保持的一个或更多个特征共同打印或增材制造,比如适于与末端执行器接合(例如,“夹持”)的突起和/或凹部。结构的上述特征可以与该结构共同打印,因此可以具有与该结构相同的材料。
65.在保持结构时,核心节点机器人507可以定位(例如移动)结构;即当由核心节点机器人保持时,结构的位置可以由核心节点机器人507控制。核心节点机器人507可以通过“保持”或“夹持”结构来保持该结构,例如使用核心节点机器人的机械臂的末端执行器。例如,核心节点机器人507可以通过使夹持器爪、钳夹等接触结构的一个或更多个表面并向其施加足够的压力来保持该结构,使得核心节点机器人控制结构的位置。也就是说,当由核心节点机器人507保持时,可以防止结构在空间中自由移动,并且结构的移动可以由核心节点机器人约束。如上所述,结构可以包括一个或更多个特征,这些特征有助于结构与核心节点机器人507的无固定器地接合和保持。
66.作为其他结构(包括子组件、结构的子结构等)连接至该结构,核心节点机器人507可以通过末端执行器保持与结构的接合。结构和与其连接的一个或更多个结构的集合体可以称为结构本身,但也可以称为“组件”或“子组件”。一旦核心节点机器人已经接合结构,核心节点机器人507可以保持与组件的接合。
67.在一些实施例中,装配单元505的机器人509和511可以类似于核心节点机器人507,并且因此可以包括相应末端执行器,其被配置为与结构接合,该结构可以与由核心节点机器人保持的结构连接。在一些实施例中,机器人509、511可以被称为“装配机器人”和/或“材料搬运机器人”。
68.在一些实施例中,装配单元505的机器人513可以用于影响结构之间的结构连接。
在图6a至图6v的说明性示例中,机器人513可以被称为“结构粘合机器人”。结构粘合机器人513可以类似于核心节点机器人507,除了结构粘合机器人可以包括位于机械臂的远端处的工具,该工具被配置为将结构粘合剂施加到由核心节点机器人无固定地保持的结构和由装配机器人509、511无固定地地保持的结构的至少一个表面,在结构相对于其它结构定位在结合邻近区域处以与其它结构结合之前或之后。结合邻近区域可以是允许第一结构结合到第二结构的位置。例如,在各种实施例中,当第一结构和第二结构在结合邻近区域内时,可以通过施加粘合剂结合所述结构,并且随后使粘合剂固化。
69.然而,结构粘合剂可能需要相对较长的时间才能固化。如果是这种情况,例如,保持第一结构和第二结构的机器人可能必须将该结构在结合邻近区域保持很长时间,以便在结构粘合剂最终固化后,通过结构粘合剂结合该结构。在结构粘合剂固化的很长时间内,将阻止机器人用于其他任务,比如继续拾取和装配结构。例如,为了允许更有效地使用机器人,在各种实施例中,可以额外地施加快速固化粘合剂以快速地结合结构并保持结构,使得结构粘合剂可以固化,而无需两个机器人保持该结构。
70.在这点上,无固定器的装配系统500的机器人515可以用于施加快速固化粘合剂并快速地固化粘合剂。在该示例实施例中,可以使用快速固化uv粘合剂,并且机器人515可以被称为“uv机器人”。uv机器人515可以类似于核心节点机器人507,除了uv机器人可以包括在机械臂的远端处的工具,例如当第一结构相对于第二结构定位在结合邻近区域内时,该工具被配置为施加快速固化uv粘合剂并使粘合剂固化。也就是说,当第一结构和/或第二结构在通过核心节点机器人507和/或装配机器人509、511的至少一个机械臂的方向获得的结合邻近区域内时,uv机器人515可以在将粘合剂施加至第一结构和/或第二结构之后固化粘合剂。
71.与上述可能包括定位器和/或固定器台的各种其他装配系统相比,可固化粘合剂(例如快速固化粘合剂)的使用可以提供部分粘合剂结合物,这提供了在结合过程中无需使用固定器以保持第一结构和第二结构的方式。部分粘合剂结合物可以提供一种方式代替各种固定器,否则这些固定器将用于装配系统中的结构的接合和保持,例如,该装配系统使用定位器和/或固定器台。与使用固定器和/或其它零件保持工具相比,无固定器组件(尤其是使用可固化粘合剂)的另一个潜在好处是,改进了对结构组件的各种结构的访问,固定器和/或其它零件保持工具固有地阻挡了对它们所附接的结构的部段的接近。
72.此外,利用可固化粘合剂至少部分地替换固定器和/或其它零件保持工具,可以在需要支撑的结构组件上的一个或更多个位置处提供更可靠的连接,尤其是在需要支撑的这种位置几乎或完全不能被固定器和/或其它零件保持工具接近的情况下。此外,利用可固化粘合剂至少部分地替换固定器和/或其他零件保持工具,可以提供在应用(永久性)结构粘合剂之前向结构组件添加更多结构的能力,尤其是在固定器和/或其他零件保持工具将阻碍用于结合附加结构的访问的情况下。
73.在各种实施例中,机器人可以用于多个不同的角色。例如,机器人517可以执行装配机器人(比如装配机器人509、511)的角色,以及uv机器人(比如uv机器人515)的角色。在这点上,机器人517可以被称为“装配/uv机器人”。当装配/uv机器人的机械臂的远侧端包括末端执行器(例如,通过工具凸缘连接)时,装配/uv机器人517可以提供与装配机器人509、511中的每一个类似的功能。然而,当装配/uv机器人的机械臂的远侧端包括配置为施加uv
粘合剂并发射uv光以固化uv粘合剂的工具时,装配/uv机器人517可以提供类似于uv机器人515的功能。
74.由uv机器人515和装配/uv机器人517施加的快速固化粘合剂可以提供部分粘合剂结合物,因为粘合剂可以在结合邻近区域内保持第一结构和第二结构的相对位置,直到结构粘合剂可以施加和/或固化以永久地结合第一结构和第二结构,在此之后,提供部分粘合剂结合物的粘合剂可以被移除(例如,使用临时粘合剂)或不移除(例如,使用补充粘合剂)。
75.在无固定器装配系统500中,可以基于重力和/或导致负载被施加到组件的各种结构和/或连接上的其他力来确定第一结构和/或第二结构的至少一个表面,粘合剂将施加至该表面。有限元方法(fem)分析可以用于确定粘合剂所施加的、第一结构和/或第二结构的至少一个表面以及该至少一个表面上的一个或更多个离散区域。例如,fem分析可以指示结构组件的一个或更多个连接,该连接也许不太可能或无法支撑布置在一个或更多个连接周围的结构组件的部段。
76.在装配单元505中装配车辆的至少一部分时,第二结构可以通过引导如本文所述的多种无固定器的机器人507、509、511、513、515、517直接结合至第一结构。附加结构可以间接结合至第一结构。例如,第一结构可以通过核心节点机器人507、结构粘合机器人513、至少一个装配机器人509、511和/或uv机器人515的运动直接结合至第二结构。此后,在附加结构直接结合至第二结构时,与第二结构结合的第一结构可以间接结合至附加结构。因此,随着附加结构直接或间接结合至第一结构上,可以继续由核心节点机器人507保持的第一结构可以贯穿整个装配过程而演进。
77.在一些实施例中,装配机器人509、511可以在将两个或更多个结构与由核心节点机器人507保持的第一结构无固定器地结合之前,例如用部分快速固化粘合结合物,将这两个或更多个结构无固定器地结合在一起。在与结构组件结合之前相互结合的两个或多个结构也可以是一种结构,并且可以进一步称为“子组件”。因此,当结构形成通过核心节点机器人507、结构粘合机器人513、至少一个装配机器人509、511和uv机器人515的运动与第一结构连接的结构子组件的一部分时,在结构子组件结合至包括第一结构的结构组件时,结构子组件的结构可以间接地连接至第一结构。
78.在一些实施例中,在第一结构和第二结构置于结合邻近区域内之前,可以将结构粘合剂施加在、例如沉积在结构中的一个的凹槽中。例如,结构粘合机器人513可以包括用于结构粘合剂的分配器,并且可以在结构置于结合邻近区域内之前施加结构粘合剂。在一些实施例中,结构粘合剂可以在结构组件完全装配之后施加,例如,一旦车辆的部分的每个结构带至其相应的结合邻近区域,并且通过施加快速固化uv粘合剂相对于结合邻近区域固定。例如,结构粘合剂可以施加至第一结构和第二结构之间的一个或更多个接头或其他连接处。可以在由uv机器人515执行最后一次粘合剂固化之后施加结构粘合剂。在一些实施例中,结构粘合剂可以独立于无固定器装配系统500施加。
79.在装配完成之后,即所有的结构都已装配,通过部分粘合剂结合物保持,例如,通过应用快速固化uv粘合剂,以及已应用结构粘合剂,可以固化结构粘合剂。在固化结构粘合剂后,车辆的部分可以完成,因此可以适用于车辆。例如,完成的结构组件可以符合为消费者和/或商用车辆定义的任何适用工业和/或安全标准。在一些实施例中,例如,在结构粘合剂固化之后,可以移除由uv机器人515施加以实现用于保持结构的部分粘合剂结合物。在一
些实施例中,用于部分粘合剂结合物的粘合剂可以保持附接在结构上。
80.根据各种实施例,机器人507、509、511、513、515、517中的一个或更多个可以通过每个机器人的相应基座固定到装配单元505的表面。例如,一个或更多个机器人可以具有螺栓连接到装配单元的底板的基座。在各种其他实施例中,一个或更多个机器人可以包括或可以与被配置为在装配单元505内移动机器人的部件连接。例如,装配单元505中的载具519可以连接至装配/uv机器人517。
81.参考图6a至图6v,这些图示出了在无固定器装配系统500的各种操作期间的机器人507、509、511、513、515、517的各种构造。图6a至图6v示出了根据各种实施例的示例性无固定器结合操作。
82.首先,将描述示例性控制系统。机器人507、509、511、513、515、517中的每一个可以与控制器通信连接,比如图5和图6a至图6v中所示的控制器607、609、611、613、615、617中相应的一个。例如,控制器607、609、611、613、615、617中的每一个可以包括存储器和通信连接至存储器的处理器(例如,如下文关于图10所述)。根据一些其他实施例,控制器607、609、611、613、615、617中的一个或更多个可以实施为单个控制器,其通信地连接至由单个控制器控制的一个或更多个机器人。
83.用于执行无固定器装配的计算机可读指令可以存储在控制器607、609、611、613、615、617的存储器中,并且控制器的处理器可以执行所述指令以使机器人507、509、511、513、515、517执行各种无固定器操作,比如参照图6a至图6v所述的那些操作。
84.例如,控制器607、609、611、613、615、617可以经由有线(例如,总线或其他互连件)和/或无线(例如,无线局域网、无线内联网)连接通信地连接到相关联的机器人507、509、511、513、515或517的一个或更多个部件。例如,每个控制器可以向相关联的机器人的一个或更多个部件发出命令、请求等,以便执行各种无固定器操作。
85.根据一些实施例,控制器607、609、611、613、615、617可以向相关联的机器人507、509、511、513、515或517的机械臂发出命令等,并且例如可以基于相对于装配单元505的全局单元参考系的一组绝对坐标来引导机械臂。在各种实施例中,控制器607、609、611、613、615、617可以向连接至机械臂的远侧端的工具发送命令等。例如,控制器可以控制工具的操作,包括通过粘合剂施用器将受控量的粘合剂沉积在第一结构或第二结构的表面上,通过固化工具将沉积在结构之间的粘合剂暴露于uv光达受控的持续时间,等等。在各种实施例中,控制器607、609、611、613、615、617可以向在机械臂的远侧端处的末端执行器发送命令等。例如,控制器可以控制末端执行器的操作,包括接合、保持和/或操纵结构。
86.根据各种其他方面,类似地具有处理器和存储器的计算系统,比如计算系统529,可以与控制器607、609、611、613、615、617中的一个或更多个通信连接。在各种实施例中,计算系统可以经由有线和/或无线连接(比如局域网、内联网、广域网等)与控制器通信连接。在一些实施例中,计算系统可以在控制器607、609、611、613、615、617中的一个或更多个中实现。在一些其他实施例中,计算系统可以位于装配单元505外部。下文参考图10描述这种计算系统的一个示例。
87.计算系统的处理器可以执行从存储器加载的指令,并且指令的执行可以使计算系统向控制器607、609、611、613、615、617发送命令等,比如通过网络连接或其他通信链路向控制器中的一个传送包括该命令的消息等。
88.根据一些实施例,一个或更多个命令可以指示一组坐标,并且可以指示与接收命令的控制器中的一个相关联的机器人507、509、511、513、515、517中的一个待执行的动作。可以由命令指示的动作的示例包括引导机械臂的移动、操作工具、通过末端执行器接合结构、旋转和/或平移结构等等。例如,由计算系统发出的命令可以使装配机器人509的控制器609引导装配机器人509的机械臂,使得机械臂的远侧端可以基于由该命令指示的一组坐标进行定位。
89.从存储器加载并由计算系统的处理器执行的指令可以基于计算机辅助设计(cad)数据,所述指令使控制器控制机器人的动作。例如,装配单元505的cad模型(例如,包括物理机器人的cad模型)可以被构建并用于生成由计算系统发出的命令。
90.在一些实施例中,一个或更多个cad模型可以表示与装配单元505内的各种元件相对应的位置。具体地,cad模型可以表示与一个或更多个机器人507、509、511、513、515、517相对应的位置。此外,cad模型可以表示对应于结构和结构的储存库的位置(例如,无固定器装配系统500内的存储元件,比如零件台,在与装配机器人接合之前,结构可以位于该存储元件处)。在各种实施例中,cad模型可以表示与每个机器人507、509、511、513、515、517的各自初始或基座位置相对应的一组坐标。
91.对于这种cad建模,可以定义坐标系的参考系。坐标系可以包括绝对坐标、相对坐标或其组合。对于一组绝对坐标,坐标系可以是全局坐标系或全局单元参考系,并且坐标系可以包括(例如,可以由其限定和/或可以由其定义)装配单元505。
92.坐标系可以基于装配单元505中的一个或更多个接地参考建立,比如一个或更多个激光棱镜,其中的每一个都可以在装配单元中测量,从而总体上,参考系被定义为具有对应于激光棱镜数量的多个参考点。因此,与装配单元505相对应的cad模型可以是构造式cad模型,其可以比标称式cad模型更准确地表示装配单元。基于cad建模的绝对坐标可以提供一定程度的精确度,其对于车辆的无固定器装配是可接受的。例如,基于通过cad建模建立的绝对坐标引导机器人507、509、511、513、515、517可以遵守在装配车辆时要遵守的各种工业和/或安全标准。
93.在各种实施例中,相对坐标可以用于无固定器装配系统500,例如,作为绝对坐标系统的替代或补充。特别地,相对坐标可以用于无固定器结合过程的一些部分,其中第二结构可以结合至第一结构和/或结合至另一个结构。例如,与装配机器人相关联的控制器可以基于相对于全局单元参考系定义的一组绝对坐标,将装配机器人的机械臂引导至结合位置。在装配机器人到达基于该组绝对坐标的结合位置之后,可以测量机械臂的位置(例如,通过装配机器人的控制器、通过核心节点机器人的控制器、通过另一个控制器和/或处理系统等),并且可以将装配机器人的测量位置提供给核心节点机器人的控制器。核心节点机器人的控制器可以基于装配机器人的机械臂的测量位置来定位核心节点机器人的机械臂。因此,例如,可以相对于装配机器人的臂来定位核心节点机器人的臂,而不是根据全局单元参考系校正核心节点机器人和装配机器人中的每一个的相应位置,同时控制器可以对核心节点机器人或装配机器人的位置保持不可知。
94.此外,cad模型可以表示将在装配单元505内执行的一个或更多个操作,以用于车辆的至少一部分的构造。换句话说,cad模型可以模拟无固定器装配系统500的装配过程,并且因此可以模拟由一个或更多个机器人执行的每个运动和/或动作。cad模拟可以被转换成
一组离散操作(例如,离散操作可以包括相关联的一组坐标的方向),其可以由一个或更多个机器人物理地执行。
95.举例来说,可以模拟装配机器人和结构粘合机器人在装配单元505的参考系内的运动,以便对用于装配机器人和结构粘合机器人的操作的绝对坐标(以及可选地,时间)建模。例如,cad模型可以模拟三种操作:(1)第一时间和第一组坐标,用于定位在零件台上的结构与装配机器人的末端执行器无固定器地接合,(2)第二时间和第二组坐标,用于引导装配机器人将结构定位在结构粘合机器人附近以便施加粘合剂,以及(3)第三时间和第三组坐标,用于引导结构粘合机器人将粘合剂施加至结构的表面。随后,示例性模拟操作可以被转换为一组或多组离散指令,所述指令可以被加载到一个或更多个控制器的存储器中,该一个或更多个控制器通信地连接至装配机器人和结构粘合机器人。当由相应控制器的处理器执行时,该组离散指令可以使无固定器装配系统500中的机器人执行通过cad模型模拟的操作。
96.机器人507、509、511、513、515、517中的每一个可以包括所有或部分机器人共有的特征。例如,所有机器人可以包括基座,每个基座具有接触装配单元505的表面(例如,底部表面)(例如,搁置或固定到装配单元的底板上)。每个基座可以具有另一表面(例如,顶部表面和/或布置在基座上的与接触装配单元505的表面相对的表面),并且在相应的其它表面,基座可以与相应机器人中的一个的相应机械臂的近侧端连接。
97.在一些实施例中,基座可以通过至少一个旋转和/或平移机构连接至机械臂的近侧端。至少一个旋转和/或平移机构可以在机械臂的末端执行器或其他工具的移动中提供至少一个自由度。相应地,至少一个旋转和/或平移机构可以在由机械臂的末端执行器或其他工具接合并保持的结构的移动中提供至少一个自由度。
98.机器人507、509、511、513、515、517的每个机械臂可以包括与机械臂的近侧端相对布置的远侧端。如本文所述(例如,下文参考图6a至6v),每个机器人的每个机械臂可以包括末端执行器和/或工具,比如粘合剂施加工具、固化工具等。末端执行器或工具可以位于机械臂的远侧端。在一些实施例中,机械臂的远侧端可以通过至少一个旋转和/或平移机构连接至末端执行器或工具(或工具法兰),其可以在工具的移动和/或由机械臂的工具接合和保持的结构的移动中提供至少一个自由度。
99.在一些实施例中,机械臂的远侧端可以包括工具法兰和包含在工具法兰处的工具;例如,工具可以通过工具法兰连接至机械臂的远侧端。工具法兰可以配置为包括多个工具。以这种方式,例如,当装配/uv机器人517的机械臂的远侧端包括末端执行器(例如,通过工具法兰连接)时,装配/uv机器人517可以提供与每个装配机器人509、511类似的功能。此外,当装配/uv机器人517的机械臂的远侧端包括配置为施加uv粘合剂并发射uv光以固化粘合剂的工具时,装配/uv机器人517可以提供与uv机器人515类似的功能。
100.根据一些实施例,工具法兰和/或工具可以提供一个或更多个附加自由度,用于旋转和/或平移由工具接合并保持的结构。这种附加自由度可以补充通过一个或更多个机构提供的一个或更多个自由度,该一个或更多个机构将基座连接至机械臂的近侧端和/或将机械臂的远侧端连接至工具(或工具法兰)。说明性地,机器人507、509、511、513、515、517中的至少一个的机械臂可以包括至少一个接头,其被配置用于在远侧端和/或近侧端处旋转和/或平移,比如铰接接头、球接头和/或其他类似的接头。
101.机器人507、509、511、513、515、517的相应连接中的一个或更多个(例如,连接机器人之一的各种部件的一个或更多个旋转和/或平移机构)、相应工具法兰和/或相应的工具可以为由机器人接合并保持的结构提供六个自由度(6dof)中的至少一部分(且可能全部)。6dof可以包括用于在空间中平移的向前/向后(例如,波动)、向上/向下(例如,起伏)、向左/向右(例如,摇摆),并且还可以包括用于在空间中旋转的偏航、俯仰和滚动。与使用固定器来保持结构相反,接近结构的各个部分通过一个或更多个6dof是可达到的,固定器不能在结构的运动中提供6dof,并且还阻碍访问与其附接的结构的重要部分。
102.在包括固定器、定位器和/或固定器台的装配系统中,在装配过程中可能无法获得6dof,例如,由于固定器、定位器和/或固定器台的至少一个可以阻止固定器所附接的结构的波动、起伏、摇摆、偏航、俯仰和/或滚动中的一个或更多个。与使用固定器、定位器和/或固定器台来接近和/或操纵结构相称的可用空间的减少相联接,6dof中不可达到的一个(或更多个)可能使结构的一些重要部分不可接近。
103.结构的部分的不可接近性使得车辆的装配过程变得困难。例如,与另一结构结合的结构的表面的不可接近性可能使得结构组件不适合用于符合商用和/或消费车辆的各种工业和/或安全标准的车辆。
104.相比之下,与依赖于固定器、定位器和/或固定器台的装配系统相比,用于构建如本文所述的结构组件的无固定器机器人操作(例如,关于无固定器装配系统500)可以表征更多的自由度(例如,全部6dof)。相称的无固定器机器人操作(例如,无固定器装配系统500)可以减少结构的操纵和/或可接近性固有的复杂性和/或困难,从而增加通过无固定器装配系统500衍生的结构组件可以符合各种工业和/或安全标准的可能性。
105.现在将在图6a至图6v中描述无固定器装配系统500的示例性操作。如本文所述,示例性操作可以由与机器人507、509、511、513、515、517通信联接的控制器607、609、611、613、615、617中的至少一个引起。在一些实施例中,计算系统529可以向控制器607、609、611、613、615、617发送命令以引起示例性操作。计算系统529和/或控制器607、609、611、613、615、617可以基于cad数据和/或位置数据引起示例操作,cad数据可以对执行示例性操作的物理机器人进行建模,该位置数据可以由计量系统531提供。
106.对于无固定器装配系统500的示例操作,机器人507、509、511、513、515、517可以彼此相对靠近地定位,例如,定位在适合于下述示例性操作的距离处。在一些实施例中,在下述示例性操作之前,一个或更多个机器人507、509、511、513、515、517可以在无固定器装配系统500中定位在适合一个或更多个示例性操作的位置处。在这些位置,在无固定器装配系统500的整个示例性操作中,那些一个或更多个机器人的相应基座可能是静态的。然而,机器人507、509、511、513、515、517的机械臂的运动可以在无固定器装配系统500的各个阶段进行协调控制,比如通过绕相应基座旋转、在铰链处转动和/或以其他方式铰接。
107.在一些其他实施例中,不同的机器人507、509、511、513、515、517可以在无固定器装配的不同阶段以彼此相距不同的距离处动态地(重新)定位。载体519可以配置为将一个或更多个机器人507、509、511、513、515、517移动至它们的相应位置,例如,根据一个或更多个处理器对与无固定器装配相关联的一组或更多组指令的执行。无论是静态还是动态,每个机器人507、509、511、513、515、517所定位的相应位置可以基于与无固定器装配系统500相关联的一组或更多组坐标(例如,一组或更多组绝对坐标)。
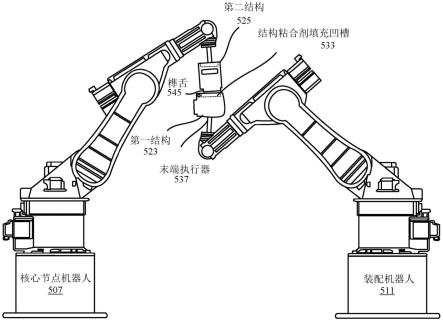
108.首先参考图6a,装配机器人511可以接合第一结构523。第一结构523可以包括一个或更多个特征,其使得第一结构523能够与一个或更多个其他结构结合。说明性地,第一结构523可以包括第一表面上的凹槽533,并且可以包括第二表面上的榫舌535。第一结构523的第一表面和第二表面可以为第一结构的不同侧(例如,第一表面可以在第一结构523的左侧或顶侧,而第二表面可以在第一结构523的右侧或底侧,反之亦然)。
109.装配机器人511可以定位成相对靠近零件台521。在这样的位置,装配机器人511的机械臂可以在装配机器人511的机械臂能够到达位于零件台521上的零件的至少一部分的附近区域。在图6a的示例性实施例中,装配机器人511可以位于零件台521的一侧,并且在装配机器人511的该位置处,第一结构523的凹槽533可以比第一结构523的榫舌535相对更靠近装配机器人511。
110.装配机器人511可以连接至末端执行器537。说明性地,装配机器人511的机械臂的远侧端可以连接至末端执行器537,该末端执行器可以构建在机械臂的远侧端上或者可以附接至机械臂(并且可以是固定的或者可移除的)。装配机器人511的末端执行器537可以被配置为接合(例如,“拾取”)并保持一个或更多个结构。例如,装配机器人511的末端执行器537可以配置为与不同的结构接合,比如经由不同结构的一个或更多个特征。这种末端执行器的一些示例可以包括钳夹或夹持器。
111.装配机器人511可以与第一结构523接合,例如,大致在第一结构的不具有凹槽533或榫舌535的一侧。具体地,装配机器人511的机械臂可以移动至装配机器人511的末端执行器537可以接合第一结构523的位置。在该位置,装配机器人511的末端执行器537与第一结构523接合,例如在与凹槽533或榫舌535不同的侧面和/或表面。例如,一旦接合,装配机器人511可以通过末端执行器537保持第一结构523。当第一结构523由装配机器人511保持时,装配机器人511可以将第一结构523移动至一个或更多个位置,在所述一个或更多位置可以执行无固定器装配的一个或更多个示例性操作,如下文进一步描述。
112.接下来参考图6b,装配机器人511可以转动为面向结构粘合机器人513。装配机器人511的机械臂的远侧端可以朝向结构粘合机器人513定位,类似地,结构粘合机器人513的机械臂的远侧端可以朝向装配机器人511定位。
113.在图6b所示的该示例性位置,装配机器人511可以将第一结构523移动至第一结构大致位于装配机器人511和结构粘合机器人513之间的位置。此外,装配机器人511可以定向第一结构523,使得凹槽533大致向上面向,比如通过使装配机器人511的机械臂和/或装配机器人511的末端执行器537移动,使得第一结构523大致向上定向。
114.结构粘合机器人513可以连接至结构粘合剂施用器539或其他类似工具。说明性地,结构粘合剂施用器539可以构建在机械臂的远侧端上,或者可以附接至机械臂(并且可以是固定的或可移除的)。结构粘合剂施用器539可以配置为将粘合剂沉积在结构表面上。
115.当第一结构523被适当地定位时(例如,在两个机器人511、513之间),结构粘合机器人513可导致将粘合剂施加到第一结构523上。具体地,结构粘合机器人513可以将粘合剂沉积到第一结构523的凹槽533中。为此,结构粘合机器人513可以将其机械臂移动到一位置,使得结构粘合剂施用器539位于凹槽533上方,并且足够靠近,使得受控量的粘合剂可以沉积在限定的区域内,同时避免粘合剂沉积在非预期表面上。在上述位置,结构粘合剂施用器539的粘合剂施用尖端可以大致直接位于凹槽533上方,并且可以向下指向凹槽533。
116.沉积后,受控量的粘合剂可以至少部分地填充凹槽533。在一些实施例中,受控量的粘合剂可以完全或几乎完全填充凹槽533。然而,可以控制粘合剂的量,使得粘合剂不会溢出凹槽533,并且不会溢出到界定凹槽533的第一结构523的第一表面上。例如,可以控制沉积在凹槽533中的粘合剂的量,使得当第一结构523与另一个结构结合时,在另一个结构的突起(比如榫舌)插入凹槽533中时,粘合剂不会泄漏到第一结构523的任何表面上。
117.转向图6c,核心节点机器人507可以接合第二结构525。类似于第一结构523,第二结构525可以包括能够使第二结构525与一个或更多个其他结构结合的一个或更多个特征。在图示的实施例中,第二结构525可以包括在第一表面上的凹槽547,并且可以包括在第二表面上的榫舌545。第二结构525的第一表面和第二表面可以在彼此大致相对的侧面上。
118.第二结构525可以位于零件台522上,且核心节点机器人507可以定位成相对靠近零件台522。在这样的位置,核心节点机器人507的机械臂可以在核心节点机器人507的机械臂能够到达位于零件台522上的零件的至少一部分的邻近区域。在图6c的示例性实施例中,核心节点机器人507可以位于零件台522的一侧,并且第二结构525的榫舌545可以定位成朝向零件台522的与核心节点机器人507所在的一侧相对地相反的一侧。在该位置,第二结构525的凹槽547指向核心节点机器人507。
119.核心节点机器人507可以连接至末端执行器543。示例性地,核心节点机器人507的机械臂的远侧端可以连接至末端执行器543,该末端执行器可以构建在机械臂的远侧端上或者可以附接至机械臂(并且可以是固定的或可移除的)。核心节点机器人507的末端执行器543可以被配置为接合(例如,“拾取”)并保持一个或更多个结构。例如,核心节点机器人507的末端执行器543可以配置为与不同的结构无固定器地接合,比如经由不同结构的一个或更多个特征。这种末端执行器的一些示例可以包括钳夹或夹持器。
120.核心节点机器人507可以在第一表面(即凹槽547所在的表面)与第二结构525接合。具体而言,核心节点机器人507的机械臂可以移动到核心节点机器人可以接合第二结构525的位置,然后核心节点机器人507可以使用末端执行器543接合第二结构525并将其保持在第一表面。
121.关于图6d,核心节点机器人507可以转动为面向装配机器人511,并且装配机器人可以转动为面向核心节点机器人。核心节点机器人507的机械臂的远侧端可以朝向装配机器人511定位,类似地,装配机器人511的机械臂的远侧端可以朝向核心节点机器人507定位。
122.在图6d所示的这个示例性位置,核心节点机器人507可以将第二结构525移动至第二结构525大致位于核心节点机器人507和装配机器人511之间的位置。此外,核心节点机器人507可以定向第二结构525,使得第二结构525的榫舌545大致向下面向,比如通过使核心节点机器人507的机械臂和/或核心节点机器人507的末端执行器543移动,使得第二结构525大致向下定向。
123.在一些实施例中,核心节点机器人507可以根据一个或更多个矢量移动第二结构525,该矢量可以基于cad建模。一个或更多个矢量中的每一个都可以指示核心节点机器人507移动第二结构525的幅度(例如距离)和方向。每个矢量可以旨在使第二结构525位于结合邻近区域内,尽管一些矢量可以是中间矢量,其旨在将第二结构525置于可以应用结合第一结构523和第二结构525的矢量的位置。
124.装配机器人511可以将第一结构523定位成比核心节点机器人507相对更靠近装配机器人511。在一些实施例中,装配机器人511可以将第一结构523定位成至少部分地位于第二结构525的至少一部分上方。例如,装配机器人511可以将第一结构523保持在大致头顶的位置。
125.现在参考图6e,装配机器人511和核心节点机器人507可以分别将第一结构523和第二结构525移动至彼此靠近但未靠近到足以结合的位置。此外,第一结构523可以定位在第二结构525下方,例如,使得第一结构523和第二结构525在立面平面(或竖直空间)中至少部分地重叠。装配机器人511可以定向第一结构523,使得第一结构523的凹槽533大致向上面向,其具有预先沉积在其中的受控量的粘合剂。例如,装配机器人511可以使其机械臂和/或末端执行器537移动,使得第一结构523的凹槽533大致向上定向。因此,第一结构523的凹槽533可以面向第二结构525的榫舌545。
126.与核心节点机器人507移动第二结构525类似,装配机器人511可以根据一个或更多个矢量移动第一结构523,该矢量可以基于cad建模。一个或更多个矢量中的每一个可以指示由装配机器人511移动第一结构523的幅度(例如,距离)和方向。每个矢量可以旨在将第一结构523置于结合邻近区域内,尽管一些矢量可以是中间矢量,其旨在将第一结构523置于可以应用结合第一结构523和第二结构525的矢量的位置。
127.核心节点机器人507可以将第二结构525保持在前述位置,使得榫舌545大致向下定向;尽管由于装配机器人511引起的第一结构523的移动,第二结构525现在可以定位在第一结构523上方。然而,第一结构523和第二结构525可以不在第一结构可以与第二结构结合的结合邻近区域内。
128.图6f示出了如何将第一结构523和第二结构525置于两个结构可以结合的结合邻近区域内。为了将第一结构523和第二结构525置于结合邻近区域内,第一结构和/或第二结构中的一个或两个可以分别由装配机器人511和/或核心节点机器人507中的一个或两个移动。例如,装配机器人511可以使其机械臂的远侧端(第一结构523接合在该远侧端处)朝向第二结构525沿大致向上的方向移动。附加地或替代地,核心节点机器人507可以使其机械臂的远侧端(第二结构525接合在该远侧端处)朝向第一结构523沿大致向下的方向移动。
129.在各种实施例中,由无固定器装配系统500中的机器人接合的结合结构可以使用“移动-测量-校正”程序来完成。实际上,移动-测量-校正程序可以包括使至少一个结构朝向结合邻近区域移动,测量结构中的一个的当前位置(例如,结构的物理位置)和结构可以在其结合的位置(例如,结合邻近区域)之间的至少一个差异,以及校正结构中的至少一个的位置,使得结构可以置于结合邻近区域内,在该结合邻近区域内可以结合结构。移动-测量-校正程序可以对一个或更多个待结合的结构重复进行,直到结构置于结合邻近区域内,此时可以完成结合操作,使得结构被结合(例如,在可接受的公差范围内)。有可能在一个步骤中可以将结构置于结合邻近区域内,因此在所有情况下都不必重复该程序。
130.移动-测量-校正程序可以使用计量系统531,该计量系统可以被配置为确定(例如,检测、计算、测量、捕获等)与装配单元505相关联的位置数据。位置数据可以包括指示结构和/或机器人(例如,包括机械臂和/或与机器人连接的部件,比如工具、法兰、末端执行器等)的一个或更多个位置的一组测量值或其他值。计量系统531可以包括位于装配单元505内和/或邻近该装配单元的一个或更多个装置,并且可以包括例如跟踪器机器控制传感器
(t-mac)、激光计量装置(例如,配置为用于激光扫描和/或跟踪)、摄影测量装置、相机(例如,配置用于捕获静止图像和/或视频)、和/或被配置为用于类似地确定位置数据的其他装置。
131.在一些实施例中,计量系统531可以基于装配单元505中的至少一个目标确定位置数据,该目标可以位于一个或更多个机器人上(例如,包括机械臂和/或与机器人连接的部件,比如工具、法兰、末端执行器等)、一个或更多个待结合结构上和/或装配单元505中的其他位置。至少一个目标可以由装配单元505中的计量系统531可检测/可识别,例如,该至少一个目标可以为反光的和/或可以具有特定形状,以便区分装配单元505中的至少一个目标。
132.计量系统531可以向计算系统529提供位置数据。例如,位置数据可以指示与结构相关联的一组坐标。该组坐标可以包括一组绝对坐标(例如,用于装配单元505的全局坐标系)和/或一组相对坐标(例如,相对于结合邻近区域和/或相对于另一个结构)中的至少一个。
133.计算系统529可以使用位置数据来确定(例如,测量或计算)结构中的一个的当前位置和结合邻近区域之间的差异。例如,计算系统529可以确定由位置数据指示的该组坐标和一组或预期坐标之间的差异,一组坐标或预期坐标可以是该结构为了置于结合邻近区域内而预期定位在其处的坐标。
134.如有必要,可以基于所确定的差异校正至少一个结构的位置。例如,无固定器装配系统500中的机器人缺陷和/或其他不精确性可能导致结构漂移或以其他方式与结合邻近区域和/或矢量或坐标不对准,根据该矢量或坐标,结构将被移动至结合邻近区域内。如果所确定的差异不在结合邻近区域的可接受的公差范围内,计算系统529可以确定矢量和/或一组坐标,根据该矢量和/或一组坐标,移动其中一个结构,使得可以将该结构置于结合邻近区域内。
135.计算系统529然后可以向控制器607、609、611、613、615、617中的一个发送命令,该控制器与保持该结构的机器人507、509、511、513、515、517中的一个通信连接,并且发送的命令可以使控制器校正该结构的位置,使得该结构位于结合邻近区域内。例如,机器人507、509、511、513、515、517中的一个可以根据基于发送的命令的确定的矢量和/或一组坐标移动结构。
136.在图6f的情况下,计量系统531可以确定与装配单元505中的第一结构523和/或第二结构525中的至少一个相关联的位置数据。例如,计量系统531可以确定与第一结构523相关联的一组坐标。该组坐标可以指示第一结构523在装配单元505中的物理位置和/或相对于结合邻近区域或第二结构525的物理位置。
137.计量系统531可以向计算系统529提供位置数据。计算系统529可以接收位置数据,并且基于该位置数据,可以确定待施加的一组校正操作,使得第一结构523可以置于结合邻近区域内并且与第二结构525结合。例如,计算系统529可以确定与第一结构523相关联的该组坐标和结合邻近区域之间的差异。
138.基于所确定的差异,计算系统529可以确定待施加到第一结构523的该组校正操作,使得第一结构523可以置于结合邻近区域内。在一些实施例中,该组校正操作可以包括一组矢量,每个矢量指示第一结构523可以基于其在结合邻近区域内移动的量值和方向。在
一些其他实施例中,该组校正操作可以包括与使第一结构523置于结合邻近区域内相关联的一组坐标,比如一组坐标,根据该组坐标控制装配机器人511的机械臂,使得第一结构523被置于结合邻近区域内。
139.计算系统529可以向与装配机器人511通信连接的控制器611提供该组校正操作,比如通过向控制器611发送一组命令。控制器611可以根据由该组命令指示的该组校正操作通过控制装配机器人511的机械臂来应用该组命令。
140.在一些实施例中,在应用上述组的校正操作之后,计量系统531可以再次确定与第一结构523和/或第二结构525中的至少一个相关联的位置数据。计算系统529可以接收后续位置数据,并且如果需要将第一结构523和第二结构525置于结合邻近区域内,可以基于后续位置数据来确定下一组校正操作。如果需要下一组校正操作,计算系统529可以向控制器607或控制器611中的一个发送下一组命令(例如,取决于第一结构523或第二结构525中的哪一个将被移动)。接收下一组命令的控制器可以根据下一组校正操作来控制核心节点机器人507或装配机器人511中的相应的一个。移动-测量-校正程序可以迭代地重复,直到计算系统529确定第一结构523和第二结构525在结合邻近区域,并且不应该应用进一步的校正操作。因此,第一结构523和第二结构525可以在结合邻近区域结合。
141.当结构在结合邻近区域内时,一个结构的至少一部分在方位(或水平)平面和/或立面平面的至少一个中与另一个结构的至少一部分重叠。根据这种重叠,一个结构的一个或更多个特征可以与另一个结构的一个或更多个互补特征连接,例如通过互锁或配合在一起,比如当一个结构的突起插入至另一个结构的凹部中时。在所示的无固定器装配系统500的示例性操作中,当第一结构523和第二结构525在结合邻近区域内时,第二结构525的榫舌545可以位于第一结构523的凹槽533内,从而产生榫槽接头。
142.在一些实施例中,第二结构525的榫舌545可以在结合邻近区域处不接触第一结构523。换句话说,可以控制机器人将结构置于结合邻近区域内,同时防止结构彼此接触。例如,第二结构525的榫舌545可以位于第一结构523的凹槽533内,但在由于榫舌插入凹槽而未接触侧面和底部的情形下,可以形成横向结合间隙、比如横向结合间隙561a、561b(在本文统称为榫舌和凹槽的侧面之间的横向结合间隙561),以及榫舌和凹槽的底部之间的竖直结合间隙562。相反,当第一结构523和第二结构525处于结合邻近区域时,第二结构525的榫舌545可以仅接触沉积在第一结构523的凹槽533中的结构粘合剂(如图6b所示)。然而,在一些进一步的实施例中,围绕第一结构523的凹槽533的表面可以接触围绕第二结构525的榫舌545的表面。
143.在装配多零件结构时,在不接触的情形下由结合产生的结合间隙可以提供显著优势。具体而言,对于每个单独结合操作,可能存在空间误差,例如,这可能由结构的不正确定位、结构尺寸的变化(例如,由于3d打印的性质,3d打印结构可能不具有预期的精确尺寸)引起。在典型的结合操作中,这些误差会随着多零件结构的每个结合操作而叠加在一起,导致最终装配具有大的尺寸误差。然而,无接触结合产生的结合间隙可以吸收每个单独结合的尺寸误差。图6o中所示的结合提供了结合间隙如何吸收尺寸误差的更多细节。
144.现在参考图6g,核心节点机器人507和装配机器人511可以保持在其相应位置,使得第二结构525和第一结构523处于结合邻近区域。
145.通过保持这种定位,uv机器人515可以定位成相对地靠近核心节点机器人507和装
配机器人511。uv机器人515的机械臂的远侧端可以朝向第一结构523和第二结构525定位,具体地,朝向第一结构523和第二结构525结合的点(例如,朝向榫槽接头)。在这种位置,uv机器人515的机械臂的远侧端可以在核心节点机器人507和装配机器人511之间。
146.uv机器人515可以与工具549连接,该工具具体地可以与uv机器人515的机械臂的远侧端连接。工具549可以配置为在结合邻近区域处结合第一结构523和第二结构525。例如,工具549可以配置有或连接至一个或更多个施用器,比如施用器575、577,以施加uv或其他临时粘合剂(例如,经由uv粘合剂施用器575)并发射uv光(例如,经由uv光施用器577)或以其他方式固化uv或其他临时粘合剂,从而结合第一结构523和第二结构525。由uv机器人515产生的结合可以是临时的,而结构粘合剂(由结构粘合机器人513施加,如上图6b所示)在固化时可以提供永久性结合。
147.uv机器人515的机械臂的远侧端可以定位成使得与uv机器人515连接的工具549接近第一结构523和第二结构525处于结合邻近区域的点。例如,uv机器人515的机械臂可以定位为使得工具549被定位在距适于分配uv粘合剂的榫槽接头(通过将第一结构523和第二结构525定位在结合邻近区域处而形成)的一定距离处。在这个合适的距离处,uv机器人515可以在通过结合第一结构523和第二结构525形成的榫槽接头上和/或附近施加uv粘合剂。
148.在一些实施例中,与uv机器人515连接的工具549可以施加作为一个或更多个uv粘合剂带的uv粘合剂。可以施加每个uv粘合剂带,使得其接触第一结构523和第二结构525。例如,uv机器人515可以定位工具549,使得一个uv粘合剂带放置在第一结构523(例如,靠近第一结构523的凹槽533)和第二结构525(例如,靠近第二结构525的榫舌545)的相应表面上。在这个阶段,uv粘合剂可以是未固化的(例如,未固化的uv粘合剂579)。
149.现在参考图6h,核心节点机器人507和装配机器人511可以保持在其相应位置,使得第二结构525和第一结构523定位在结合邻近区域处,uv粘合剂(例如,未固化uv粘合剂带579)放置在第一结构523和第二结构525上。
150.在一些实施例中,uv机器人515可以再次相对靠近核心节点机器人507和装配机器人511定位。uv机器人515的机械臂的远侧端可以再次朝向第一结构523和第二结构525定位,具体地,朝向第一结构523和第二结构525在结合邻近区域处的点(例如,朝向榫槽接头)。如上所述,uv机器人515可以与工具549连接,该工具包括固化装置,例如uv光施用器577,其被配置为固化uv粘合剂或由uv机器人515先前施加的其他临时粘合剂。uv光施用器577可以是配置为发射uv光581以固化uv粘合剂的uv固化工具。在一些其他实施例中,工具549可以配置为施加可以通过其他手段(比如热量和/或空气)快速固化的临时粘合剂,并且该工具可以包括足以固化其他临时粘合剂的施用器,比如具有空气干燥器或热源的施用器。在各种实施例中,临时粘合剂可以是自身快速固化的快速固化粘合剂,例如快速固化环氧树脂,在这种情况下,工具可以仅包括粘合剂施用器。
151.如本实施例中所述,工具549可以包括被配置为施加uv粘合剂的uv粘合剂施用器和被配置为固化uv粘合剂的uv光施用器,例如,uv机器人515可以将工具549的操作模式从用于施加未固化uv粘合剂的一种模式切换至用于固化uv粘合剂的另一种模式。在一些其他实施例中,工具可以是不同的,例如,可以具有用于uv粘合剂施用器和uv光施用器的单独工具。例如,uv机器人515可以从uv粘合剂施用器(分配器)工具切换至uv光施用器(固化)工具。
152.uv机器人515可以将工具549定位在距适于固化uv粘合剂的uv粘合剂一定距离处,其可以与先前施加uv粘合剂的位置相同或不同。当工具549处于该距离时,uv机器人515可以使工具的uv光施用器577固化uv粘合剂。例如,uv机器人515可以使uv光施用器577发射uv光581一段时间,以足以固化uv粘合剂。然而,uv机器人515可能无法固化结构粘合剂,例如,由于结构粘合剂可能不通过暴露于uv光而固化。
153.在一些实施例中,在第一结构523和第二结构525上的一个以上的位置处施加uv粘合剂(例如,uv粘合剂带),uv机器人515可以将工具549移动至不同的位置,每个位置可以适于固化uv粘合剂。uv机器人515可以将工具549在每个不同的位置保持一段时间,该段时间足以固化uv粘合剂,同时uv光施用器577发射uv光581以用于固化。固化后,未固化uv粘合剂579变成固化uv粘合剂583。
154.一旦uv粘合剂固化,uv机器人515可以将其机械臂远离第一结构523和第二结构525移动。第一结构523和第二结构525可以通过固化uv粘合剂583至少临时地结合。然而,结构粘合剂(由结构粘合机器人513施加,如上图6b所示)在此阶段可能仍未固化。
155.接下来,图6i示出核心节点机器人507可以保持在其位置,并且可以继续保持第二结构525。在这个阶段,第二结构525可以至少临时地结合至第一结构523,例如通过在第一结构523和第二结构525上的固化uv粘合剂583带。
156.装配机器人511可以与第一结构523分离。例如,装配机器人511可以使其末端执行器从第一结构523脱开,比如通过打开末端执行器537的钳夹,从第一结构523的一个或更多个特征上松开末端执行器537,和/或以其他方式使末端执行器537释放第一结构523。
157.一旦与第一结构523分离,装配机器人511可以将其机械臂远离第一结构移动。例如,装配机器人511可以远离核心节点机器人507收回其机械臂。这样,核心节点机器人507可以被提供更大的移动区域。
158.当装配机器人511与第一结构523分离时,核心节点机器人507可以保持第一结构523,例如通过其保持至少与第一结构523临时结合的第二结构525。固化uv粘合剂583可以提供足够的结合力以支持第一结构523的这种保持,使其与第二结构525结合,即使核心节点机器人507不直接接合第一结构523(例如,当核心节点机器人507的末端执行器543接合第二结构525时)。当结合时(即使是临时地),第一结构523和第二结构525可以是一种结构和/或可以被称为子组件603。
159.转向图6j,装配机器人511可以转动朝向零件台521并接合第三结构527。第三结构527可以包括能够将第三结构527与一个或更多个其他结构结合的一个或更多个特征。说明性地,第三结构527可以包括第一表面上的凹槽551,并且可以包括第二表面上的凹槽553。第三结构527的第一表面和第二表面可以是大致相对的表面(例如,第一表面可以在第三结构527的左侧上,而第二表面可以在第三结构527的右侧上,反之亦然)。
160.当其机械臂朝向零件台521定位时,装配机器人511可以比第三结构527的凹槽553相对更靠近第三结构527的凹槽551。装配机器人511可以与第三结构527接合,例如,大致在第三结构527的凹槽551处。具体地,装配机器人511的机械臂可以移动至装配机器人511的末端执行器537可以接合第三结构527的位置。在该位置,装配机器人511的末端执行器537与第三结构527接合。例如,一旦接合,装配机器人511可以通过末端执行器537保持第三结构527。
161.现在参考图6k,装配机器人511可以将其机械臂朝向结构粘合机器人513移动,比如通过将其机械臂绕其基座旋转至其机械臂朝向结构粘合机器人513的机械臂的位置。在一些实施例中,结构粘合机器人513可以附加地将其机械臂移向由装配机器人511保持的第三结构527。
162.如图6k所示,装配机器人511可以定向第三结构527,使得凹槽551大致向上面向,比如通过使装配机器人的机械臂和/或装配机器人的末端执行器537移动,使得凹槽551大致向上定向。
163.与结构粘合剂施用器539(或其他类似工具)连接的结构粘合机器人513可以将其机械臂移动到一位置,使得结构粘合剂施用器位于凹槽551上方,并且足够靠近,使得受控量的结构粘合剂可以沉积在凹槽中的限定区域内,同时避免结构粘合剂沉积在其他地方。在这种上方位置,结构粘合剂施用器539的粘合剂施用尖端可以大致直接位于凹槽551上方,并可以向下指向向上面向的凹槽。
164.当被适当定位时,结构粘合机器人513可以使结构粘合剂施用器539将受控量的结构粘合剂沉积至凹槽551中。受控量的结构粘合剂可以至少部分地填充凹槽551。在一些实施例中,受控量的结构粘合剂可以完全或几乎完全填充凹槽551。
165.然而,可以控制结构粘合剂的量,使得结构粘合剂不溢出凹槽551,并且不会溢出到界定凹槽551的第三结构527的第一表面上。例如,可以控制沉积在凹槽551中的结构粘合剂的量,使得当第三结构527与另一结构结合时,在另一结构的突起插入凹槽551中时,结构粘合剂不会泄漏到第三结构527的任何表面上。
166.继续图6l,装配机器人511可以绕其基座旋转其机械臂至其机械臂朝向核心节点机器人507的机械臂的位置。因此,核心节点机器人507的机械臂的远侧端可以朝向装配机器人511定位,类似地,装配机器人511的机械臂的远侧端可以朝向核心节点机器人507定位。
167.核心节点机器人507可以保持子组件603,使其末端执行器直接接合子组件603的第二结构525。子组件603可以大致定位在两个机器人507、511之间。核心节点机器人507可以保持子组件603,使得第一结构523的榫舌535面向核心节点机器人507定向。
168.在装配机器人511旋转其机械臂远离零件台521并朝向核心节点机器人507之后,第三结构527可以大致定位在装配机器人511和核心节点机器人507之间。装配机器人511可以定向第三结构527,使得凹槽551大致向上面向,具有预先沉积在其中的受控量的粘合剂。
169.装配机器人511可以根据一个或更多个可以基于cad建模的矢量移动第三结构527。一个或更多个矢量中的每一个可以指示第三结构527根据其由装配机器人511移动的幅度(例如,距离)和方向。每个矢量可以旨在使第三结构527朝向第三结构527可以与子组件603结合的结合邻近区域,尽管一些矢量可以是中间矢量,其旨在将第一结构523置于可以施加用于结合第一结构523和第二结构525的矢量的位置。
170.现在参考图6m,核心节点机器人507可以将子组件603移动至第一结构523的榫舌535大致向下定向的位置。例如,当第一结构523与第二结构525结合时(例如,如上图6i所示),核心节点机器人507可以从子组件603的位置将子组件603逆时针旋转约90
°
。在这种定向下,第一结构523的榫舌535向下面向第三结构527的向上定向的凹槽551。
171.在一些实施例中,核心节点机器人507可以根据一个或更多个矢量移动子组件
603,该矢量可以基于cad建模。一个或更多个矢量中的每一个可以指示核心节点机器人507根据其移动子组件603的幅度(例如,距离)和方向。每个矢量可以旨在将子组件603置于子组件603可以与第三结构527结合的结合邻近区域,尽管一些矢量可以是中间矢量,其旨在将子组件603置于可以施加用于结合子组件603和第三结构527的矢量的位置。
172.接下来,图6n示出了装配机器人511和核心节点机器人507可以分别定位第三结构527和子组件603,使得第三结构和子组件靠近,但不在结合邻近区域处,在这种情况下,使得第三结构至少部分地在第一结构523下方,例如,使得第三结构527和子组件603在立面平面(或竖直空间)中至少部分地重叠。
173.第三结构527可以定向为使得凹槽551大致向上面向,其具有预先沉积在其中的受控量的粘合剂。装配机器人511可以朝向子组件603向上移动第三结构527。此外,装配机器人511可以定位第三结构527,使得向上面向的凹槽551与向下面向的榫舌535大致竖直和水平对准。
174.核心节点机器人507可以将子组件603保持在上述位置,使榫舌535朝向向上面向的凹槽551大致向下定向。然而,第三结构527和子组件603可能不在第三结构527和子组件603可以结合的结合邻近区域内。
175.图6o示出了子组件603和第三结构527可以被置于子组件和第三结构可以结合的结合邻近区域。为此,子组件603和/或第三结构527中的一个或两个可以分别由核心节点机器人507和/或装配机器人511中的一个或两个移动。例如,装配机器人511可以使其机械臂的远侧端(第三结构527接合在该远端处)朝向子组件603沿大致向上的方向移动。附加地或替代地,核心节点机器人507可以使其机械臂的远侧端(子组件603保持在该远端处)朝向第三结构527沿大致向下的方向移动。
176.类似于以上在图6f中描述的示例性操作,计量系统531可以确定与装配单元505中的子组件603和/或第三结构527中的至少一个相关联的位置数据。例如,计量系统531可以确定与第三结构527相关联的一组坐标。该组坐标可以指示第三结构527在装配单元505中和/或相对于结合邻近区域或子组件603的物理位置。
177.计量系统531可以向计算系统529提供位置数据。计算系统529可以接收位置数据,并且基于该位置数据,可以确定待施加的一组校正操作,使得第三结构527可以置于结合邻近区域内并与子组件603结合,并且具体地,通过将第一结构523的榫舌535插入到具有结构粘合剂的第三结构527的凹槽551中。例如,计算系统529可以确定与第三结构527相关联的该组坐标和结合邻近区域之间的差异。
178.基于所确定的差异,计算系统529可以确定待施加到第三结构527的该组校正操作,使得第三结构可以置于结合邻近区域内。在一些实施例中,该组校正操作可以包括一组矢量,每个矢量指示第三结构527可以基于其在结合邻近区域内移动的幅度和方向。在一些其他实施例中,该组校正操作可以包括与使第三结构527处于结合邻近区域内相关联的一组坐标,比如这样一组坐标,根据该组坐标,装配机器人511的机械臂被控制,使得第三结构527处于结合邻近区域内。
179.计算系统529可以向与装配机器人511通信连接的控制器611提供该组校正操作,比如通过向控制器611发送一组命令。控制器611可以通过根据由该组命令指示的该组校正操作以控制装配机器人511的机械臂来应用该组命令。
180.在一些实施例中,计算系统529可以从计量系统531接收位置数据,该位置数据指示子组件603和第三结构527位于结合邻近区域内。例如,计算系统529可以通过接收到的位置数据确定第三结构527位于结合第三结构527和子组件603的可接受公差范围内。可接受公差可以由结合间隙提供,类似于图6f所示的结合间隙。
181.然而,在图6o所示的结合操作中,横向结合间隙不相等。具体地,第一横向结合间隙565大于第二横向结合间隙566。例如第一横向结合间隙和第二横向结合间隙的尺寸差异可能是由于榫舌被不正确地打印而导致的,使得榫舌偏移到一侧(从图的角度来看)。然而,由于结合间隙允许一定量的尺寸误差,因此子组件603的其余部分的最终位置可以相对于第三结构527精确定位。以这种方式,例如,由无接触结合产生的结合间隙可以抵消尺寸误差,从而允许大型多结构组件具有更高的尺寸精度。尤其是在汽车领域,尺寸精度是质量结构的关键要素。因此,汽车结构的无固定器、无接触结合可以提供显著优势。
182.现在参考图6p,uv机器人515可以定位成相对靠近核心节点机器人507和装配机器人511。uv机器人515的机械臂的远侧端可以朝向子组件603和第三结构527定位,具体地,朝向子组件603和第三结构527定位在结合邻近区域处的点(例如,朝向榫槽接头)。在这种位置,uv机器人515的机械臂的远侧端可以在核心节点机器人507和装配机器人511之间。
183.uv机器人515的机械臂的远侧端可被定位成使得工具549接近子组件603和第三结构527处于结合邻近区域的点。例如,uv机器人515的机械臂可以被定位成使得工具549被定位在距适于分配uv粘合剂的榫槽接头(通过在结合邻近区域处结合子组件603和第三结构527形成)一定距离处。
184.在该适当距离处,uv机器人515可以在通过将子组件603和第三结构527定位在结合邻近区域而形成的榫槽接头上和/或附近施加uv粘合剂。例如,工具549的uv粘合剂施用器575可以施加作为一个或更多个uv粘合剂带的uv粘合剂,每个uv粘合剂带可以接触子组件603的第一结构523以及第三结构527。例如,uv机器人515可以定位工具549,使得一个uv粘合剂带被放置在第一结构523(例如,接近第一结构523的榫舌535)和第三结构527(例如,接近第三结构527的凹槽551)的相应表面上。在这个阶段,uv粘合剂可以是未固化的(例如,未固化uv粘合剂585)。
185.继续图6q,uv机器人515可以将工具549的uv光施用器577定位在距适于固化uv粘合剂的未固化uv粘合剂585一定距离处,其可以是与先前施加uv粘合剂的位置相同或不同的位置(如图6p所示)。当工具549处于该距离时,uv机器人515可以使uv光施用器577固化uv粘合剂。例如,uv机器人515可以使uv光施用器577发射uv光581一段时间以足以固化uv粘合剂,从而产生固化uv粘合剂587。然而,uv机器人515可能不会固化由结构粘合机器人513施加的结构粘合剂(如以上图6k所示),例如,由于结构粘合剂可能不会通过暴露于uv光而固化。
186.在一些实施例中,在子组件603和第三结构527上的一个以上的位置处施加uv粘合剂(例如,uv粘合剂带),uv机器人515可以将工具549移动至不同位置,每个不同位置可以适于固化在子组件603和第三结构527上的不同位置处施加的uv粘合剂。uv机器人515可以将工具549在每个不同的位置保持一段时间,这段时间足以固化uv粘合剂,同时uv光施用器577发射uv光581以用于固化。
187.接下来,图6r示出了一旦uv粘合剂固化,uv机器人515可以将其机械臂远离子组件
603和第三结构527移动。子组件603和第三结构527可以通过固化uv粘合剂587至少临时地结合,以形成子组件605。然而,结构粘合剂(由结构粘合机器人513施加,如上图6k所示)在此阶段可能仍未固化。
188.核心节点机器人507可以保持在其位置,并且可以继续保持子组件605。装配机器人511可以与第三结构527脱开。例如,装配机器人511可以使其末端执行器从第三结构527脱开,比如通过打开末端执行器537的钳夹,从第三结构的一个或更多个特征松开末端执行器,和/或以其他方式使末端执行器释放第三结构。
189.一旦与第三结构527分离,装配机器人511可以将其机械臂远离第三结构527移动。例如,装配机器人511可以远离核心节点机器人507收回其机械臂。这样,核心节点机器人507可以被提供更大的移动区域,同时保持子组件605。
190.当装配机器人511与第三结构527分离时,核心节点机器人507可以保持第三结构527,例如,通过其保持与第一结构523至少临时结合的第二结构525,以及通过第一结构523与第三结构527的至少临时结合。固化uv粘合剂587可以提供足够的结合以支持第三结构527的这种保持,使其与第一结构523结合,并通过与第一结构523的结合间接地与第二结构525连接,即使核心节点机器人507不直接接合第一结构523(例如,当核心节点机器人507的末端执行器543接合第二结构525时)。当结合时(即使是临时的),第一结构523、第二结构525和第三结构527可以是一种结构和/或可以被称为子组件,即子组件605。
191.机器人可以重复执行类似于以上在图6a至6r中描述的无固定器装配系统500的示例性操作,以无固定器地装配作为车辆的至少一部分的子组件,比如框架、底盘、车身、面板等。在示例性操作期间,当装配机器人511(和/或装配机器人509)接合并保持其他结构时,核心节点机器人507可以连续保持子组件,结构粘合机器人513将结构粘合剂施加到每个其他结构,装配机器人511(和/或装配机器人509)将每个其他结构与由核心节点机器人507保持的子组件结合,uv机器人515施加并固化uv或其他临时粘合剂,以至少临时结合与子组件结合的每个其他结构,然后在uv或其他临时粘合剂固化后,装配机器人511(和/或装配机器人509)释放每个其他结构。
192.如图6s所示,通过结合第一结构523和第二结构525以形成子组件603、结合第三结构527和子组件603以形成子组件605等示例性操作来装配子组件637。在这个示例中,在子组件637的结合的先前步骤中,核心节点机器人507先前已从第二结构525脱开。例如,核心节点机器人可能已脱开并允许装配机器人保留先前的子组件,而核心节点机器人可能已从零件台中拾取另一个零件以继续装配过程。当由核心节点机器人507(例如,仅通过一个末端执行器和仅在一个结构处)保持时,由uv或其他临时粘合剂产生的结合可以足以支撑子组件637。核心节点机器人507可以有效地能够单独保持和支撑子组件637(以及更大、更重和/或更复杂的子组件和已完成组件)。此外,核心节点机器人507可以能够在没有其他机器人协助的情况下移动子组件637(以及更大、更重和/或更复杂的子组件和已完成组件)。例如,核心节点机器人507能够移动、旋转和/或以其他方式铰接其机械臂和/或末端执行器543,同时保持子组件637。当最终装配完成时,核心节点机器人507将保持整个组件,如参照图6t所述。
193.在一些实施例中,其他子组件可以由其他结构装配而成,而无需核心节点机器人507。例如,装配机器人509、511可以从另一组结构装配另一个子组件639,类似于从第一结
构523、第二结构525和第三结构527装配子组件605;然而,子组件639可以在没有核心节点机器人507的情况下被装配。相反,当装配机器人509接合并保持其它结构时,装配机器人511可以接合并连续保持一个结构,结构粘合机器人513将结构粘合剂施加到每个其它结构,装配机器人509将每个其它结构与子组件639结合,同时由装配机器人511连续保持,uv机器人515施加并固化uv粘合剂,以至少临时地结合与子组件639结合的每个其它结构,然后在uv粘合剂固化后,装配机器人509释放每个其它结构。因此,当核心节点机器人507连续保持子组件637时,子组件639可以装配在装配单元505中。然后,在一些实施例中,至少两个子组件可以在无固定器装配系统500中同时装配。
194.再次参考图6s,装配机器人511可以将子组件639至少部分地定位在子组件637下方,例如,使得子组件639和子组件637在立面平面(或竖直空间)中至少部分重叠。子组件639可以定向成使其组成结构的凹槽621、623大致向上面向。子组件639的凹槽621、623可以具有预先沉积在其中的受控量的结构粘合剂。装配机器人511可以朝向子组件637向上移动子组件639。此外,装配机器人511可以定位子组件639,使得向上面向的凹槽621、623近似或接近竖直和水平地与子组件637的向下面向的榫舌625、627对准。
195.核心节点机器人507可以将子组件637保持在一位置,使得子组件637的榫舌625、627朝向子组件639的大致向上面向的凹槽621、623大致向下定向。然而,子组件637、639可能不在子组件637可以与子组件639结合的结合邻近区域内。
196.参考图6t,子组件637和子组件639可以被置于子组件637和子组件639可以结合的结合邻近区域内。为此,子组件637和/或子组件639中的一个或两个可以分别由核心节点机器人507和/或装配机器人511中的一个或两个移动。例如,装配机器人511可以使其机械臂的远侧端(子组件639接合在该远侧端处)朝向子组件637沿大致向上的方向移动。附加地或替代地,核心节点机器人507可以使其机械臂的远侧端(子组件637保持在该远侧端处)朝向子组件639沿大致向下的方向移动。
197.类似于以上在图6f中描述的示例性操作,计量系统531可以确定与装配单元505中的子组件637和/或子组件639中的至少一个相关联的位置数据。计量系统531可以向计算系统529提供位置数据。计算系统529可以接收位置数据,并且基于位置数据,可以确定待施加的一组校正操作,使得子组件639可以被置于结合邻近区域内并与子组件637结合,并且具体地,通过将子组件637的每个榫舌625、627插入子组件639的其中施加有结构粘合剂的相应一个凹槽621、623中。
198.基于位置数据,计算系统529可以确定将待施加于子组件639的一组校正操作,使得子组件639可以被置于结合邻近区域内。在一些实施例中,该组校正操作可以包括一组矢量,每个矢量指示子组件639可以基于其在结合邻近区域内移动的幅度和方向。在一些其他实施例中,该组校正操作可以包括与使子组件639处于结合邻近区域内相关联的一组坐标,比如这样一组坐标,根据该组坐标控制装配机器人511的机械臂使得子组件639处于结合邻近区域内。
199.计算系统529可以向与装配机器人511通信连接的控制器611提供该组校正操作,比如通过向控制器611发送一组命令。控制器611可以通过根据由该组命令指示的该组校正操作来控制装配机器人511的机械臂以应用该组命令。
200.在一些实施例中,计算系统529可以从计量系统531接收位置数据,该位置数据指
示子组件637和子组件639在结合邻近区域内。例如,计算系统529可以根据接收到的位置数据确定子组件639位于结合子组件637和子组件639的可接受公差范围内。可接受公差可以由子组件639的凹槽621、623的结合间隙提供。
201.当计算系统529确定子组件637和子组件639处于结合邻近区域,并且基于从计量系统531接收的位置数据没有施加进一步的校正操作时,子组件637和子组件639可以在结合邻近区域处结合。例如,装配机器人511可以沿大致向上的方向移动子组件639,和/或核心节点机器人507可以沿大致向下的方向移动子组件637,因此,子组件637的至少一部分在方位(或水平)平面和/或立面平面的至少一个中与子组件639的至少一部分重叠。根据在结合邻近区域处的这种重叠,子组件637的每个榫舌625、627可以定位在子组件639的相应一个凹槽621、623内,并且形成榫槽接头。
202.在一些实施例中,子组件637的榫舌625、627可以在结合邻近区域不接触子组件639。例如,子组件637的榫舌625、627可以分别位于子组件639的凹槽621、623内,但凹槽621、623的侧面和底部处的结合间隙可以允许榫舌625、627分别插入凹槽621、623中,而不接触子组件639的任何表面,比如凹槽621、623的侧面和底部。相反,当子组件637、639在结合邻近区域处时,子组件637的榫舌625、627可以接触沉积在子组件639的凹槽621、623中的结构粘合剂。然而,在一些进一步的实施例中,围绕子组件639的凹槽621、623的表面可以接触围绕子组件637的榫舌625、627的表面。
203.随后,uv机器人515的机械臂的远侧端可以朝向子组件637、639定位,并且具体地,朝向子组件637、639结合的点中的一个定位(例如,朝向榫槽接头中的一个)。uv机器人515的机械臂的远侧端可以定位成使得与uv机器人515连接的工具549接近子组件637、639定位在结合邻近区域的点。
204.当处于合适的距离时,uv机器人515可以在通过结合子组件637、639形成的榫槽接头中的一个上和/或附近施加uv粘合剂。例如,与uv机器人515连接的工具549可以施加作为一个或更多个uv粘合剂带的uv粘合剂,其中每个uv粘合剂带可以接触两个子组件637、639。
205.然后,uv机器人515可以将工具549移动至通过结合子组件637、639形成的另一个榫槽接头。然后,uv机器人515可以在通过结合子组件637、639形成的另一个榫槽接头上和/或附近施加uv粘合剂。例如,与uv机器人515连接的工具549可以施加作为一个或更多个uv粘合剂带的uv粘合剂,每个uv粘合剂带可以接触两个子组件637、639。
206.接下来,uv机器人515可以定位工具549,以在施加uv粘合剂的每个点固化uv粘合剂。当工具549在每个点时,uv机器人515可以使工具549固化uv粘合剂。例如,uv机器人515可以使工具549在每个点处发射uv光581一段时间,以足以固化uv粘合剂。然而,uv机器人515可能不会固化施加在凹槽621、623中的结构粘合剂,例如,因为结构粘合剂可能不会通过暴露于uv光而固化。
207.一旦uv粘合剂固化,uv机器人515可以远离子组件637、639移动其机械臂。子组件637、639可以通过固化uv粘合剂至少临时地粘合。
208.在uv粘合剂固化之后,装配机器人511可以与子组件639分离,并且可以远离子组件639移动其机械臂。结合并至少临时地结合的子组件637、639可以形成组件641。当装配机器人511与组件641分离时,核心节点机器人507可以保持组件641。
209.接下来图6u示出了核心节点机器人507将其机械臂远离装配机器人511旋转。这
样,核心节点机器人507可以将组件641带向自动推车631。核心节点机器人507可以移动其机械臂和/或末端执行器543,以将组件641定位在自动推车631上。例如,核心节点机器人507可以围绕其基座旋转其机械臂,以将组件641带到自动推车631上方,然后核心节点机器人507可以通过沿大致向下的方向移动其机械臂,将组件641降低至自动推车631中,直到组件641位于自动推车631内并接触自动推车631的表面。
210.在核心节点机器人507将组件641定位在自动推车631中之后,核心节点机器人507可以与组件641分离。然后核心节点机器人507可以远离组件641收回其机械臂。
211.如图6v所示,自动推车631然后可以将组件641移动至烘箱633,并且组件641可以被放置到烘箱633中。烘箱633可以被配置为加热到适于固化结构粘合剂的温度,并且烘箱633可以被配置为在该温度下保持足以固化结构粘合剂的一定持续时间。
212.在一些实施例中,将先前施加的用于将结构临时结合在一起以形成组件641的uv粘合剂(例如,uv粘合剂带)暴露于烘箱633的温度足够固化结构粘合剂的一定持续时间可以导致uv粘合剂分解或以其他方式烧掉。在足以固化结构粘合剂的持续时间之后,组件641可以从烘箱633中移除。然后组件641可以包括在车辆中,例如作为框架、底盘、车身、面板或其他车辆部件。
213.图7为包括至少两个机器人的无固定器装配系统的方法700的流程图。一个或更多个示出操作可以被调换、省略和/或同时执行。
214.方法700可以在无固定器装配系统中执行,比如图5的无固定器装配系统500,包括图6a至图6v。在一些实施例中,计算系统可以执行方法700,比如通过控制器607、609、611、613、615、617和/或计算系统529中的一个或更多个,例如该计算系统可以是处理系统,比如下文描述的处理系统1000。执行方法700的计算系统可以包括存储器和连接至该存储器的至少一个处理器,并且该至少一个处理器可以被配置成执行方法700的操作。执行方法700的计算机可以与开关和/或一个或更多个机器人(例如,一个或更多个机器人507、509、511、513、515、517)中的一个或更多个通信连接。计算系统可以经由一个或更多个网络与一个或更多个上述部件通信连接。
215.举例来说,执行方法700的计算系统可以包括与核心节点机器人通信连接的至少一个控制器。计算系统可以基于第一组坐标将第一机械臂引导至第一位置(框703)。计算系统可以基于第一机械臂的第一位置使第一机械臂与第一结构接合(框705)。此外,计算系统可以基于第二组坐标将第一机械臂引导至第二位置,使得在没有保持第一结构的固定器和没有保持第二结构的固定器的情形下,使第一结构处于第二结构的结合邻近区域内,其中第一结构被配置为当第一结构和第二结构在结合邻近区域内时与第二结构结合,结合邻近区域为第一结构和第二结构可以结合在一起的邻近区域(框707)。
216.图8为包括至少两个机器人的无固定器装配系统的方法800的流程图。一个或更多个示出操作可以被调换、省略和/或同时执行。
217.方法800可以在无固定器装配系统中执行,比如图5的无固定器装配系统500,包括图6a至图6v。在一些实施例中,计算系统可以执行方法800,例如控制器607、609、611、613、615、617和/或计算系统529中的一个或更多个,例如该计算系统可以是处理系统,比如下文描述的处理系统1000。执行方法800的计算系统可以包括存储器和连接至该存储器的至少一个处理器,并且该至少一个处理器可以被配置成执行方法800的操作。执行方法800的计
算机可以与开关和/或一个或更多个机器人(例如,一个或更多个机器人507、509、511、513、515、517)中的一个或更多个通信连接。计算系统可以经由一个或更多个网络与一个或更多个上述部件通信连接。
218.计算系统可以基于第一组坐标将第一机械臂引导至第一位置(框803)。计算系统可以基于第一机械臂的第一位置使第一机械臂与第一结构接合(框805)。例如,第一结构可以具有500毫升或更多的体积,和/或第一结构的重量可以为100克或更多。第一结构可以包括车辆底盘的一部分。在一个实施例中,第一机械臂可以利用可从第一机械臂移除的末端执行器与第一结构接合。在另一个实施例中,第一机械臂可以利用与第一机械臂一体成型的末端执行器与第一结构接合。
219.接下来,计算系统可以基于第二组坐标将第一机械臂引导至第二位置,使得在没有保持第一结构的固定器和没有保持第二结构的固定器的情形下,使第一结构处于第二结构的结合邻近区域内,其中第一结构被配置为当第一结构和第二结构在结合邻近区域内时与第二结构结合,结合邻近区域为第一结构和第二结构可以结合在一起的邻近区域(框807)。在一些实施例中,第一组坐标或第二组坐标中的至少一个基于移动-测量-校正程序。例如,移动-测量-校正程序可以基于激光计量。
220.然后,计算系统可以引导第一结构和第二结构在结合邻近区域内时结合(框809)。第二结构可以与第二机械臂接合,该第二机械臂可以被配置为当第一结构置于结合邻近区域内时接合第二结构。在一些实施例中,第二结构可以包括凹部,并且结构粘合剂可以沉积在第二结构的凹部中。第一结构可以包括突起,该突起可以在第二位置插入到第二结构的凹部中。在一些实施例中,第一结构和第二结构例如使用结构粘合剂无接触地结合。
221.计算系统可以使得将第一粘合剂施加至第一结构或第二结构中的至少一个的至少一个表面,并且第一结构和第二结构可以在其上施加有第一粘合剂的第一结构或第二结构中的至少一个的至少一个表面处结合(框811)。第一结构和第二结构可以通过第一粘合剂结合。在一些实施例中,第一粘合剂可以通过暴露于uv光而固化。因此,计算系统可以使第一粘合剂固化(框813)。
222.在一些进一步的实施例中,计算系统可以使得将第二粘合剂施加到结合的第一结构和第二结构或第三结构中的至少一个的至少一个表面上(框815)。计算系统可以使得结合的第一结构和第二结构在其上施加有第二粘合剂的结合的第一结构和第二结构或第三结构中的至少一个的至少一个表面处与第三结构结合(框817)。此外,计算系统可以使第二粘合剂固化(框819)。
223.方法800可以迭代重复,从而可以结合一组结构。随后,施加到该组结构的子集的结构粘合剂可以固化(例如,在烘箱中)以将组件结合在一起。
224.图9为包括至少两个机器人的无固定器装配系统的方法900的流程图。一个或更多个示出操作可以被调换、省略和/或同时执行。
225.方法900可以在无固定器装配系统中执行,比如图5的无固定器装配系统500,包括图6a至图6v。在一些实施例中,计算系统可以执行方法900,例如控制器607、609、611、613、615、617和/或计算系统529中的一个或更多个,例如该计算系统可以是处理系统,比如下文描述的处理系统1000。执行方法900的计算系统可以包括存储器和连接至该存储器的至少一个处理器,并且该至少一个处理器可以被配置成执行方法900的操作。执行方法900的计
算机可以与开关和/或一个或更多个机器人(例如,一个或更多个机器人507、509、511、513、515、517)中的一个或更多个通信连接。计算系统可以经由一个或更多个网络与一个或更多个上述部件通信连接。
226.计算系统可以使第一机械臂接合第一零件(框903)。接下来,计算系统可以使第一机械臂将第一零件移动至第一零件可以与第二零件结合的位置(框905)。此外,计算系统可以使第一机械臂移动至可以施加结构粘合剂的位置,可以施加结构粘合剂的位置不同于第一零件可以与第二零件结合的位置(框907)。
227.在第一零件移动至第一零件可以与第二零件结合的位置之前,计算系统可以使第二机械臂将结构粘合剂施加到第一零件(框909)。计算系统可以使第三机械臂接合第二零件(框911)。另外,在第一零件处于第一零件可以与第二零件结合的位置的情况下,计算系统可以使第三机械臂将第二零件移动至第二零件可以与第一零件结合的位置(框913)。
228.在第一零件处于第一零件可以与第二零件结合的位置的情况下,计算系统可以使第四机械臂将临时粘合剂施加在第一零件和第二零件上(框915)。在临时粘合剂被施加在第一零件和第二零件上的情况下,计算系统可以使第四机械臂固化临时粘合剂(框917)。
229.关于图10,框图示出了处理系统1000的实施例。处理系统1000可以包括与至少一个机器人相关联的至少一个控制器。例如,参考图5,处理系统1000可以是与机器人507、509、511、513、515、517中的至少一个相关联的控制器607、609、611、613、615、617中的至少一个的实施例。在另一个示例中,参考图6a至图6v,处理系统1000可以是所有控制器607、609、611、613、615、617的实施例。
230.系统1000可以包括各种类型的机器可读介质和接口。如图所示,系统1000包括至少一个互连件1020(例如,至少一个总线)、永久存储装置1022、随机存取存储器(ram)1024、至少一个控制器接口1026、只读存储器(rom)1028、至少一个处理器1030和网络部件1032。
231.互连件1020可以通信地连接与系统1000并置的部件和/或装置,比如系统1000的壳体内的内部部件和/或内部装置。例如,互连件1020可以将处理器1030与永久存储装置1022、ram 1024和/或rom 1028通信连接。处理器1030可以被配置为从永久存储装置1022、ram 1024和/或rom 1028中的至少一个访问和加载计算机可执行指令。
232.永久存储件1022可以是存储指令和数据的非易失性存储器,其独立于系统1000的电源状态(例如,开或关)。例如,永久存储件1022可以是硬盘、闪存驱动器或另一读/写存储器装置。
233.rom 1028可以存储启用系统1000的基本功能的静态指令,以及其中的部件。例如,rom 1028可以存储用于处理器1030执行与车辆的至少一部分的机器人相关联的一组过程的指令,例如,如上文关于一个或更多个机器人所述。rom 1028的示例可以包括可擦除可编程rom(eprom)或电eprom(eeprom)、光盘rom(cd-rom)或其他光盘存储器、磁盘存储器或其他磁存储装置,和/或可以将程序代码存储为指令和/或数据结构的另一种计算机可访问介质和计算机可读介质。
234.ram 1024可以包括易失性读/写存储器。ram 1024可以存储与处理器1030的运行时操作相关联的计算机可执行指令。此外,ram 1024可以存储在车辆的至少一部分的装配期间捕获的实时数据,例如,如上文关于图5至图9中的一个或更多个所述。
235.处理器1030可以用一个或更多个通用和/或专用处理器来实现。通用和/或专用处
理器的示例可以包括微处理器、微控制器、dsp处理器和/或被配置为执行从永久存储装置1022、ram 1024和/或rom 1028中的至少一个加载的指令的任何其他合适电路。替代地或附加地,处理器1030可以实现为专用硬件,比如至少一个现场可编程门阵列(fpga)、至少一个可编程逻辑器件(pld)、至少一个控制器、至少一个状态机器、一组逻辑门、至少一个分立硬件部件或任何其他合适的电路和/或其组合。
236.互连件1020可以进一步将系统1000与一个或更多个控制器接口1026通信连接。例如,在车辆的至少一部分的装配期间,控制器接口1026可以将系统1000与和一个或更多个机器人相关联的多种电路通信连接。由处理器1030执行的指令可以使得指令通过控制器接口1026与机器人通信,这可以引起机器人的与车辆的至少一部分的装配相关联的移动和/或其他动作。例如,由处理器1030执行的指令可以使信号通过控制器接口1026被发送至机器人的电路和/或其他机器,以便引导机器人的与车辆的至少一部分的装配相关联的移动和/或其他动作。
237.在一些实施例中,系统1000可以包括网络部件1032。例如,网络组件1032可以配置为通过网络进行通信,以便发送和/或接收与车辆的至少一部分的装配相关联的指令。通过网络部件1032在网络上传送的指令可以包括与车辆的至少一部分的装配相关联的指令,并且可以在车辆的至少一部分的装配之前、期间和/或之后传送。网络部件1032可以通过其进行通信的网络的示例可以包括局域网(lan)、广域网(wan)、互联网、内联网或另一有线或无线网络。
238.本文描述的各个方面可以至少部分地实现为计算机编程产品的软件过程。这些过程可以被指定为记录在机器可读存储介质上的一组指令。当由处理器1030执行一组指令时,该组指令可以使处理器执行该组指令中指示和记录的操作。
239.提供本公开是为了使所属领域的技术人员能够实践本文中所描述的各种方面。对于本领域技术人员来说,对贯穿本公开呈现的这些示例性实施例的各种修改将是显而易见的,并且本文公开的概念可以应用至用于打印节点和互连件的其他技术。因此,权利要求不旨在限于贯穿本公开内容给出的示例性实施例,而是与符合语言权利要求的全部范围相一致。贯穿本公开内容所描述的示例性实施例的元件的所有结构和功能等同物都是本领域普通技术人员已知的或以后将为本领域普通技术人员所公知的,旨在由权利要求书涵盖。此外,无论在权利要求中是否明确地叙述了此类公开内容,本文所公开的内容都不旨在致力于公众。在35 u.s.c
§
112(f)的条款或适用司法管辖权内的类似法律下,将不解释权利要求的要素,除非使用短语“意味着”来清楚地叙述该要素,或者在方法权利要求的情况中,使用短语“用于
……
的步骤”来叙述该要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1