一种花键拉刀与圆孔拉刀的自动化校正装置及方法
1.本发明涉及拉刀校正修复装置,涉及到一种花键拉刀与圆孔拉刀的自动化校正装置,涉及到一种花键拉刀与圆孔拉刀的自动化校正装置的使用方法。
背景技术:
2.圆孔拉刀与花键拉刀在车床上的的使用面广,主要用来加工工件的内槽。但是为了保证成本和效率,拉刀多为重复使用,在使用了一段时间后拉刀刀柄会产生形变。这个时候就需要将拉刀进行校正。
3.现在一般的校正为人工进行校正,其操作步骤一般为,先将拉刀用顶针手动旋转,再将百分表的针头抵住拉刀刀柄处一个点,根据数值大小用粉笔记下,再将拉刀从顶针拿下放置在地上用铁棍敲压校正,校正结束后,再次放在顶针上测弯,若还是弯则再次敲压校正,多次循环进行校正,且拉刀的弯曲经常会位于无法敲击处矫正困难。综上,这种人工校正方式需要人手动操作费事、费力且因为完全依靠校正人员的经验进行敲压,导致需要多次调整拉刀的位置,校正时也无法掌握所敲压的力度,经常发生敲压过重导致校正过头的问题,反复的调整,工序十分繁琐,效率不高。
技术实现要素:
4.本发明的目的在于提供一种花键拉刀与圆孔拉刀的自动化校正装置及方法,其设置偏摆检测装置以及施压装置,基于数据处理装置的对采集数据计算并输出校正数据,自动化校正花键拉刀与圆孔拉刀的偏摆形变问题。
5.针对上述,本发明解决其技术问题而采取的技术方案是:一种花键拉刀与圆孔拉刀的自动化校正装置,其特征在于:包括置刀架,所述置刀架设置有装置底板,装置底板上固定的顶针板,所述顶针板上设置有伺服电机以及与伺服电机主轴固定的第一顶针,还设置有相对第一顶针可活动夹持工件的第二顶针;
6.偏摆检测装置,设置有用于显示读数的电子表盘、抵于工件表面的测弯针头,所述的测弯针头设置有带弹性的支架,所述支架用于提供弹性压力驱动测弯针头抵于工件上;
7.施压装置,包括安放架,所述安放架上设置有用于稳定工件的受压块、相对受压块活动且用于对工件施加校正压力的施压块,还设置有带驱动单元用于分别驱动施压块和受压块相对活动夹持工件的上螺旋和下螺旋;
8.数据处理装置包括连接偏摆检测装置用于采集偏摆检测装置测量数据的数据收集模块,内置有计算程序的运算模块,所述运算模块用于对偏摆检测装置的测量数据进行计算,基于计算结果数据,通过控制施压装置的驱动单元对工件施压校正。
9.作为上述方案的进一步设置,所述偏摆检测装置与施压装置通过安放架一体设置,所述数据处理装置设置于装置底板上,通过数据线连接施压装置和偏摆检测装置。
10.作为上述方案的进一步设置,所述置刀架上设置有截面呈梯形的凹槽,所述凹槽用于第二顶针相对第一顶针活动。
11.作为上述方案的进一步设置,装置底板两侧装有把手,底部有可滑动和固定的轮子,还包括有用于装置启动的开关装置、用于指示工作的指示灯。
12.作为上述方案的进一步设置,所述施压装置的上螺旋和下螺旋采用外力驱动螺纹升降,所述安放架的安放模式为横跨式,且在其底部与置刀架接触的部分有电磁铁。
13.作为上述方案的进一步设置,所述偏摆检测装置的测弯针头在支架的驱动下对工件进行数据采集,所述数据处理装置对采集的数据进行计算得到校正参数。
14.本发明的有益效果:相对于现有解决花键拉刀与圆孔拉刀形变问题,通常人工校正的方式,基于校正工作人员的经验和手感进行,本发明将测量工具和校正工具进行融合,增加了基于测量工具测量采集到的形变数据,通过数据处理装置的运算,将其转化为施压装置对工件进行校正,其通过计算得到施加的校正位置、压力数据,确保校正的准确性,避免经验和手感与认为因素的干扰校正失败,其次,机械化校正可以减少人工的参与,其一,避免人工失误反复校正,提升了工作效率,达到快速校正,自动化校正的效果,其二,无需专业人员进行操作,通过机械化自动化校正,只需要会使用设备即可,而无需专业技能的训练和学习,任意人员都可完成校正工作。
附图说明
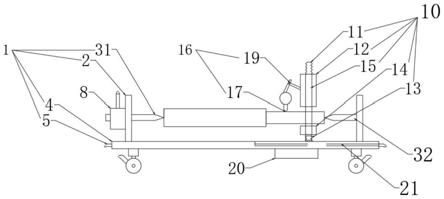
15.图1为本发明自动化校正装置的结构示意图。
16.图2为现有技术的拉刀工件的结构示意图。
17.附图标记:1、置刀架;10、施压装置;11、上螺旋;12、施压块;13、下螺旋;14、受压块;15、安放架;16、偏摆检测装置;17、测弯针头;19、支架;20、数据处理装置;21、凹槽;2、顶针板;31、第一顶针;32、第二顶针;4、装置底板;5、把手;8、伺服电机。
具体实施方式
18.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
19.如图1
‑
2所示的一种花键拉刀与圆孔拉刀的自动化校正装置,其特征在于:包括
20.置刀架1,所述置刀架1设置有装置底板4,装置底板4上固定的顶针板2,所述顶针板2上设置有伺服电机8以及与伺服电机8主轴固定的第一顶针31,还设置有相对第一顶针31可活动夹持工件的第二顶针32;
21.偏摆检测装置16,设置有用于显示读数的电子表盘18、抵于工件表面的测弯针头17,所述的测弯针头17设置有带弹性的支架19,所述支架19用于提供弹性压力驱动测弯针头17抵于工件上;
22.施压装置10,包括安放架15,所述安放架15上设置有用于稳定工件的受压块14、相对受压块14活动且用于对工件施加校正压力的施压块12,还设置有带驱动单元用于分别驱动施压块12和受压块14相对活动夹持工件的上螺旋11和下螺旋13;
23.数据处理装置20包括连接偏摆检测装置16用于采集偏摆检测装置16测量数据的数据收集模块,内置有计算程序的运算模块,所述运算模块用于对偏摆检测装置16的测量数据进行计算,基于计算结果数据,通过控制施压装置10的驱动单元对工件施压校正。
24.作为上述方案的进一步设置,所述偏摆检测装置16与施压装置10通过安放架15一体设置,所述数据处理装置20设置于装置底板4上,通过数据线连接施压装置10和偏摆检测装置16。
25.作为上述方案的进一步设置,所述置刀架1上设置有截面呈梯形的凹槽21,所述凹槽21用于第二顶针32相对第一顶针31活动。
26.作为上述方案的进一步设置,装置底板4两侧装有把手5,底部有可滑动和固定的轮子6,还包括有用于装置启动的开关装置9、用于指示工作的指示灯7。
27.作为上述方案的进一步设置,所述施压装置10的上螺旋11和下螺旋13采用外力驱动螺纹升降,所述安放架15的安放模式为横跨式,且在其底部与置刀架1接触的部分有电磁铁。
28.作为上述方案的进一步设置,所述偏摆检测装置16的测弯针头17在支架19的驱动下对工件进行数据采集,所述数据处理装置20对采集的数据进行计算得到校正参数。
29.一种花键拉刀与圆孔拉刀的自动化校正方法,其特征在于:步骤包括:
30.①
:将需要修磨的拉刀工件放于置刀架1上,端部分别抵于两侧的第一顶针31、第二顶针32上固定;
31.②
:将偏摆测试装置16的测弯针头17对准拉刀工件待测部分;
32.③
:启动伺服电机8驱动第一顶针31带动拉刀工件转动,偏摆测试装置16的测弯针头17随着拉刀工件的弯曲程度变化伸缩,其偏摆测试装置16的采集数据进行变化;
33.④
:偏摆测试装置16将测试的结果上传至数据处理装置20,通过数据处理装置20对采集数据代入校直载荷公式进行计算,并输出校正参数;
34.⑤
:数据处理装置20输出校正参数发送至施压装置10,施压装置10启动移动至拉刀工件相应矫正点上进行矫正;
35.⑥
:施压装置10工作完毕后,偏摆测试装置16再次启动对拉刀工件进行测试,重复步骤
④
、
⑤
直至数据处理装置20得到校正完成,即可取下拉刀工件。
36.进一步的,所述校直载荷公式如下:
[0037][0038]
其中,
[0039]
f为校直需用载荷,单位为n
[0040]
a为校正富余系数
[0041]
l为支点距,单位为mm
[0042]
r为工件拉刀半径,单位为mm
[0043]
r
el
为屈服强度,单位为mpa
[0044]
c为弯曲率,弯曲率通过偏摆检测装置得到。
[0045]
数据处理装置20可以通过拉刀工件外形尺寸、自身的力学性能及偏摆检测装置16测量弯曲率等参数,换算成所需要施加的力进行自动校核;
[0046]
进一步的,所述偏摆检测装置16对拉刀工件的测试次数设定为四次,所述测弯针头17第四次到达数值高、弯度大的部位时,伺服电机8停止工作,施压装置10启动。
[0047]
进一步的,所述拉刀工件依次包括柄部、颈部、过渡锥部、先导部、切削齿、校准齿、后导部、后托柄,所述施压块12正对颈部,所述测弯针头17位于先导部测试。
[0048]
本发明的工作原理:将需修磨的拉刀工件放置到置刀架1上,置刀架1左边一头的第一顶针31与伺服电机8结合起来低速转动,在置刀架1的右边正对拉刀工件先导部和颈部,安放偏摆检测装置16与施压装置10,并将偏摆检测装置16与施压装置10联合起来。
[0049]
矫正工序,先将偏摆检测装置16的百分表的测弯针头17抵于拉刀的先导部也就是需要测弯的部位,然后开启伺服电机8低速转动,带动拉刀工件开始转动,在转动的时候,偏摆检测装置16的测弯针头17将会随着拉刀工件的弯曲程度开始有数值的变化,并在偏摆检测装置16上显示出来,且记录上传数据至数据处理装置20。
[0050]
其中,数值大的表示拉刀工件的该部位凸,反之则凹。在拉刀工作转动的过程中,百分表的数值变化被数据处理装置20所记载,自动记录下数值的大小,当百分表的测弯针头17第四次到达拉刀工件凸出部分(数值大的部分)时电机会自动停止,值得注意的是,测弯针头17四次到达拉刀工件凸出部分,为本实施例设置,由测试得出为最佳次数,但工作人员可通过程序进行修改次数任意;
[0051]
然后,偏摆检测装置16受数据处理装置20发出的指令自动上升,离开拉刀工件,接着数据处理装置20基于数据计算结果,将先前测得和记录的数值大小通过数据处理装置20传送给施压装置10,并通过数据梳理装置20控制施压装置10的组件进行动作,上螺纹下旋,下螺纹上旋来抵住所压点的下侧保证工件的稳定性,测弯针头17对拉刀工件主要是对先导部进行,而施压装置10主要对颈部进行。
[0052]
当下方受力块抵住工件下方时,施压块便会下压,给拉刀工作凸出部位(数值大的部位)一个向下的压力,进行矫正。
[0053]
当施压结束后施压装置10的上下螺旋分别会自动复位,然后百分表和施压装置10的集合体将自动复原至移动前的位置,然后偏摆检测装置16会通过数据处理装置20发出的指令下降抵住工件表面,电机又会重新启动再次开始测弯,如果数值变化仍然较大那这个流程仍然会继续,若当数值变化不大,电机会停止,指示灯会亮起,表示校正结束,在第一次测的时候伺服电机8动—带动拉刀工件旋转
‑‑
偏摆测试装置16数值变化不大的话则亮指示灯,表示校正结束。
[0054]
基于现有的校正工艺通常由工作人员的经验和手感进行,本发明将测量工具和校正工具进行融合,增加了基于测量工具测量采集到的形变数据,通过数据处理装置的运算,将其转化为施压装置对工件进行校正施加的校正位置、压力数据,确保校正的准确性,避免经验和手感与认为因素的干扰校正失败,其次,机械化校正可以减少人工的参与,其一,避免人工失误反复校正,提升了工作效率,达到快速校正,自动化校正的效果,其二,无需专业人员进行操作,通过机械化自动化校正,只需要会使用设备即可,而无需专业技能的训练和学习,任意人员都可完成校正工作。
[0055]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1