用于薄壁超长金属导管连续弯曲成形的履带式助推机构
1.本发明涉及数控机床精密塑性成形及金属材料特殊用管的超长距离自由形状的连续弯曲加工领域,特别涉及一种用于薄壁超长金属导管连续弯曲成形的履带式助推机构。
背景技术:
2.薄壁金属导管是各类工业运输管线系统轻量化设计的重要构件,尤其是在航空航天领域,飞行器大型发动机对薄壁金属导管有着极为广泛的应用和极高的要求。为了合理布置运输管线系统,有效利用飞行器空间,飞行器发动机上的导管通常需要被弯曲成各种复杂的空间自由形状,满足多空间弯角、变轴线曲率的设计需求,避免与其他结构干涉。以轻量化和减少接头、避免渗漏为更高标准对飞行器发动机导管进行的系列尺寸及路径规划优化,使得其壁厚比其他行业用管更薄、需要连续弯曲的管坯长度更长。该类弯管对弯曲加工设备对位精度、长距离连续进给的要求更高,精密加工难度非常大。
3.目前的金属导管自由形状长距离连续弯曲加工多采用空间自由弯管机床,常见的空间自由弯管机床结合传统推弯与滚弯原理,通过将直管坯待弯端置于自由弯头内,在管坯另一端(即尾端)的端面施加助推力,将管坯从按照一定规律运动的弯头中挤出,实现具有自由形状轴线的管件弯曲成形。对于该类采用尾端助推进给的机床而言,助推结构不但对管坯起到远端定心作用,同时作为与弯头配合的进给轴重要构件,将直接决定弯曲质量,其结构的设计与改进对金属导管长距离连续弯曲加工的精密度和高效性具有重要意义。
4.不同类型的金属导管空间自由弯管机床几乎均采用相同的单自由度(向弯头方向进给)尾端助推结构——塞状助推结构。其助推头呈阶梯状并分为两个圆柱段,直径略小于管内径的圆柱段伸入管坯内起定心作用而不施加推力,直径大于管外径的圆柱段在管坯外,通过与管坯端面接触的环形面对管坯施加助推力。助推头连接在类似液压活塞杆的助推杆上,由助推动力驱动向弯头方向推进。
5.对于具有薄壁特征、以及需要对超长距离管段进行连续弯曲的管件,现有塞状助推结构的局限性十分明显。其不足表现在:(1)薄壁管端面受助推力的接触面积过小,通常所施加的能够保证将管坯从弯头中挤出的助推力会导致严重的尾端变形,不得不在管件成形后截断报废尾端才能投入使用,造成昂贵的航空航天管材浪费,甚至对于某些超薄壁管,仅通过端面助推根本无法将管坯从弯头挤出,而是会直接引起全管溃变;(2)对于待弯管坯过长的情况,如果从弯头到助推尾端的中间管段内外部没有足够的支撑,从尾端助推容易导致待弯的直管坯失稳屈曲,造成原材料报废;(3)超长自由弯管要求的有效助推距离极长且助推效果连续,若采取尾端助推,则满足要求的助推杆尺寸过长,若在中间段某固定位置助推,则与该助推块的运动配合的滑轨尺寸过长,最终均会导致设计出的机床尺寸巨大且对位精度下降。
技术实现要素:
6.为解决背景技术中的问题,本发明提供了一种用于薄壁超长金属导管连续弯曲成形的履带式助推机构,实现薄壁超长金属导管弯曲加工中的长距离连续助推,能够有效防止管件尾端变形和待弯管坯失稳溃变,提高加工精度和效率。
7.本发明采用的技术方案如下:
8.一、一种用于薄壁超长金属导管连续弯曲成形的履带式助推机构
9.本发明包括两组履带助推组件、履带组件底座滑轨、驱动滑台和驱动滑台滑轨;
10.两组履带助推组件通过底部各自安装的底座滑台滑动安装于履带组件底座滑轨上,两套履带助推组件对称布置于待弯直管坯左右两侧,履带组件底座滑轨旁侧设置有驱动滑台滑轨和沿驱动滑台滑轨前后滑动的驱动滑台,驱动滑台台面上对称开设有八字滑槽,两套履带助推组件底部嵌装有沿驱动滑块两侧的八字滑槽滑动连接的驱动滑块;
11.每套履带助推组件包括履带组件安装板、平行夹爪组件、驱动轮和从动轮,履带组件安装板上表面通过驱动轮轴系部件和从动轮轴系部件对称安装有驱动轮和从动轮,多个平行夹爪组件之间通过铰链连接成履带状组件,履带状组件呈周向布置于履带组件安装板上表面且通过平行夹爪组件尾部开有的轮槽与驱动轮或从动轮相啮合。
12.所述平行夹爪组件包括平行夹爪体、夹爪、助推块、装夹缓冲垫、尾端滑块和滑动摩擦片;平行夹爪体一端通过上下夹爪分别安装有上下助推块,上下助推块用于上下夹紧管坯,夹紧工作面上粘贴有装夹缓冲垫;平行夹爪体另一端安装有尾端滑块,尾端滑块上下端面均设置有截面为t型的凸起结构,尾端滑块两侧设有铰链结构ⅰ和铰链结构ⅱ,轮槽设置于尾端滑块上;平行夹爪体底面安装有滑动摩擦片;相邻两个平行夹爪组件之间通过铰接连接,前一个平行夹爪组件的铰链结构ⅰ与后一个平行夹爪组件的铰链结构ⅱ对接后通过铰接销连接。
13.履带组件安装板上表面沿周向设置有用于定位履带状组件的边缘凸台,平行夹爪体通过滑动摩擦片与边缘凸台接触。
14.两组履带助推组件在靠近管坯一侧设置有相对布置的两个导轨式保持架,导轨式保持架用于对平行夹爪组件进行限位,导轨式保持架背面通过保持架安装座固定安装于履带组件安装板上;导轨式保持架上设置有与尾端滑块上端面的t型凸起结构配合的导轨滑槽,平行夹爪组件在驱动轮和从动轮的带动下沿导轨式保持架的导轨滑槽滑动。
15.通过两个导轨式保持架上的平行夹爪组件对待弯曲管坯进行左右夹紧。导轨式保持架的刚性能限制与之配合的平行夹爪组件上铰链的自由度,保证左右方向夹紧力的传递。
16.驱动滑台通过侧面开有的安装孔与驱动动力源(如活塞杆或电机连杆)连接,通过驱动动力源带动驱动滑台移动。
17.驱动滑台上八字滑槽的八字开口方向朝向履带组件底座滑轨。
18.管坯为圆截面管件时,助推块的夹紧面采用斜面,管坯为矩形截面管件时,助推块的夹紧面采用垂直面。
19.管坯通过左右两组履带助推组件上的平行夹爪组件实现夹紧,且在平行夹爪组件的带动下对管坯进行助推;通过调节两组履带助推组件之间的间距,以及调节夹爪的上下夹紧位置,可装夹助推不同尺寸的管坯。
20.二、采用上述用于薄壁超长金属导管连续弯曲成形的履带式助推机构的工作方法
21.首先通过履带组件底座滑轨和驱动滑台滑轨将整个履带式助推机构固定安装于空间自由弯管机床上;待弯直管坯位于两组履带助推组件中间位置;
22.驱动滑台在驱动元件带动下朝履带组件底座滑轨方向移动,从而推动滑槽内的两个驱动滑块朝中间移动,两组履带助推组件在驱动滑块的带动下朝中间的待弯直管坯移动;同时通过调节平行夹爪组件上下助推块的位置使两组履带助推组件上的平行夹爪组件从两侧夹紧待弯直管坯;
23.驱动驱动轮转动,通过驱动轮齿与平行夹爪滑块上的轮槽啮合,带动履带状的多个平行夹爪组件沿导轨式保持架的滑槽运动,待弯直管坯在助推块与管坯接触面的摩擦力作用下向自由弯头方向移动,实现对待弯直管坯的助推。
24.对于超长待弯管坯,在待弯管坯的多处位置布置履带式助推机构,通过并联使用多个履带式助推机构实现超长待弯管坯的定心助推。
25.根据待弯直管坯的长度和定心需求,调节履带工作段长度即调节持夹管坯的平行夹爪组件的个数。
26.本发明的有益效果:
27.1)本发明实现薄壁超长金属导管弯曲成形中近自由弯头端、外部装夹连续助推,不需在加工过程中停机装夹,避免管件尾端变形,降低管件二次加工成本,提高加工精度。
28.2)本发明实现超长待弯管坯的定心助推,可在任意位置多个并联使用,不受助推距离的限制,避免从远端开始助推造成的全管失稳溃变,提高加工效率和精度。
29.3)本发明通过履带式结构,在弯曲机床的固定位置即可实现连续助推效果,助推过程无干涉结构,不需在床身预留助推距离,能有效控制弯曲机床的设计尺寸。
30.4)本发明适用于多种截面形状且尺寸不同的金属导管,降低模具的生产和存放成本。
31.5)本发明通过调节平行夹爪组件的位置和夹紧力,实现助推力施加位置和大小可变可控,满足防止弯曲成形缺陷需要。
附图说明
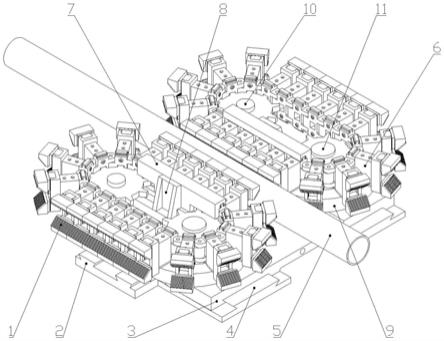
32.图1为本发明整体示意图。
33.图2为本发明单侧履带助推组件底部视图。
34.图3为本发明双侧履带助推组件底部驱动结构示意图。
35.图4为本发明平行夹爪组件结构示意图。
36.图5(a)、(b)为本发明分别装夹助推圆截面管和矩形截面管的剖视图。
37.图6(a)、(b)为本发明对同一管件施加不同助推力的状态示意图。
38.图中:1、履带助推组件;2、履带组件底座滑轨;3、驱动滑台;4、驱动滑台滑轨;5、待弯直管坯;6、平行夹爪组件;7、导轨式保持架;8、保持架安装座;9、履带组件安装板;10、驱动轮轴系部件;11、从动轮轴系部件;12、底座滑台;13、驱动滑块;14、八字滑槽;15、驱动元件安装孔;16、平行夹爪体;17、夹爪;18、助推块;19、装夹缓冲垫;20、尾端滑块;21、t型结构;22、轮槽;23、铰链结构;24、滑动摩擦片;25、圆截面管坯;26、斜面助推块;27、矩形截面管坯;29、垂直面助推块。
具体实施方式
39.下面结合附图说明为本发明作详细说明:
40.如图1所示,本发明包括履带助推组件1、履带组件底座滑轨2、驱动滑台3和驱动滑台滑轨4。履带助推组件1包括两套结构相似、仅部分零件装配位置存在差别的履带式助推结构,它们对称分布于管件装夹位置两侧。单侧的履带助推组件1包括通过铰链连接成履带状的多个平行夹爪组件6、导轨式保持架7、保持架安装座8、履带组件安装板9、驱动轮、从动轮、底座滑台12和驱动滑块13。导轨式保持架7上设有t型导轨滑槽,且需具有一定刚度,用于确保助推力能充分施加在管件上。导轨式保持架7滑槽背部与保持架安装座8固连,优选的连接方式为螺纹连接。通过保持架安装座8固定安装在履带组件安装板9上。
41.如图2和图3所示,底座滑台12固连在履带组件安装板底部,优选的连接方式为螺纹连接。底座滑台12上的燕尾槽与履带组件底座滑轨2配合,底座滑台12可带动履带助推组件1整体沿履带组件底座滑轨2滑动。驱动滑块呈两段阶梯柱状,直径较小的一段通过过盈装配固定于履带组件安装板上的孔位,直径较大的一段作为滑块传递驱动力。
42.如图2所示,履带组件安装板(9)上表面通过驱动轮轴系部件(10)和从动轮轴系部件(11)对称安装有驱动轮和从动轮,驱动轮轴系部件包括动力输入轴、驱动轴系套筒,从动轮轴系部件包括从动轮轴、从动轴系套筒;动力输入轴和驱动轮之间通过键传动;从动轮轴和从动轮之间装有轴承,套筒用于轴向定位。
43.如图3所示,驱动滑台3底面设有燕尾槽结构,与两道驱动滑台滑轨4配合,可沿驱动滑台滑轨4滑动;驱动滑台3顶面设有八字滑槽14,分别与双侧履带助推组件1包含的驱动滑块13配合,驱动滑块13可在其中滑动;驱动滑台3侧面设有驱动元件安装孔15,液压缸活塞等驱动元件通过该安装孔与驱动滑台3固连。控制驱动滑台3向履带组件底座滑轨2方向运动时,两个驱动滑块13之间的距离减小,由于底座滑台12和驱动滑块13都固定安装在履带组件安装板9上,驱动滑块13会带动两侧的履带助推组件1整体向中间(管坯所在位置)移动,实现管坯的装夹。反之,控制驱动滑台3向远离履带组件底座滑轨2的方向运动时,两个驱动滑块13之间的距离增大,带动履带助推组件1松开管坯,便于卸载。
44.如图4所示,平行夹爪组件6包括平行夹爪体16、安装夹爪17、助推块18、装夹缓冲垫19、尾端滑块20和滑动摩擦片24。平行夹爪体16具有一对可夹紧放松的安装夹爪,依靠气压或液压驱动,可驱动安装夹爪17夹紧或放松。助推块18通过可拆卸连接方式固连在安装夹爪17上,可根据管件规格和助推力施加方式选择和更换。对于圆截面管,单个助推块的工作面为一个斜面,两个助推块联动形成类v形装夹;对于矩形截面管或具有类矩形截面的异型管,单个助推块18的工作面为两个垂直面,每个助推块18与矩形的一个直角配合进行装夹。装夹缓冲垫19粘连在助推块工作面,采用橡胶等柔软且能增大摩擦的材料,主要用于防止助推块在管坯表面留下夹痕甚至造成初始缺陷,且能防止助推块打滑、保证助推效果。尾端滑块20固连在平行夹爪体16尾部,上下具有凸起的t型结构,与导轨式保持架7的导轨滑槽配合,可带动平行夹爪组件6沿导轨式保持架7的导轨滑槽滑动,此处滑块与滑槽之间优选滚珠作为传动界面;尾端滑块20与平行夹爪体16固连面的背面设有用于传动的轮槽22,侧面设有铰链结构;尾端滑块20两侧具有铰链结构,相互之间能通过铰链销连接,使多个平行夹爪组件能够连成履带状。滑动摩擦片24固连在平行夹爪体16底面,采用光滑耐磨的金属材料,厚度满足恰好与履带组件安装板9的边缘凸台接触;当助推履带运动时,平行夹爪
体16以滑动摩擦片24为介质,在履带组件安装板9的边缘凸台上滑动,使履带组件安装板9的边缘凸台能对平行夹爪组件6起到定位作用,优化其悬臂结构的受力情况。
45.具体实施方式:
46.使用本发明时,将履带组件底座滑轨2和驱动滑台滑轨4固定安装于空间自由弯管机床,通过向履带组件底座滑轨2方向推动驱动滑台3,使两侧的履带助推组件1向中间移动,同时通过控制平行夹爪组件6使助推块夹紧待弯管坯,随后驱动动力输入轴转动,通过驱动轮齿与平行夹爪组件6上的轮槽22啮合,带动履带状的多个平行夹爪组件6在导轨式保持架7的滑槽中运动,通过摩擦将管坯向自由弯头方向连续助推。对于待弯直管坯过长且需要精确定心的情况,可适当增加履带工作段长度(即平行夹爪组件6持夹管坯的总长度),或在同一机床上布置多个本发明装置。
47.如图5所示,图5(a)为本发明装夹助推圆截面管坯25的模具剖视图,此时平行夹爪组件6上的助推块采用斜面助推块26;图5(b)为本发明装夹助推矩形截面管坯27的剖视图,此时平行夹爪组件6上的助推块采用垂直面助推块28。通过调节双侧履带助推组件1的间距,以及调节安装夹爪17的夹紧位置,可装夹助推不同尺寸的圆截面管和矩形截面管。
48.如图6所示,图6(a)(b)为针对同一圆截面管坯施加位置、大小均不相同的助推力的示意图。助推位置可通过搭配不同规格的助推块控制,助推力的大小可通过调节平行夹爪的夹紧力控制,通过调节助推位置和助推力的大小可达到控制弯曲成形缺陷的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1