一种模块化零点系统安装板的制作方法
1.本发明属于夹紧定位工装领域,涉及一种零点机构定位安装板,特别涉及一种模块化零点系统安装板。
背景技术:
2.常规的大型工件的加工,一般通过压板将工件压紧安装到机床工作台上,这样效率很低,而且再更换下一个同样的零件时,需要重新定位安装,然后还要重新打表计测。
3.零点定位机构是一种工件加工过程中一种快速定位夹紧的机构,对加工工件确定零点后,在零点位置设置零点销,在不同的机床和工序转进时,采用零点定位机构对零点销进行夹持定位,由于零点位置在转移过程中不变,可以节省定位时间快速定位夹紧,提高生产效率。对于大的工件,需要多个零点销来连接工件,而零点销需要安装到对应的零点座上,零点座再安装到安装板上,可以起到快速定位夹紧的作用。由于定位精度高,同样的工件更换时不用重新打表计测。
4.但是上述大型工件零点系统对应的安装板通常是专用的整体安装板。对目前安装零点座的整体安装板,如果更换代加工工件,需要对应不同间距的整体安装板,无法在原有的安装板上调节,而是需要重新定制安装板进行更换,费时费力,不够灵活,且提高了加工成本。
技术实现要素:
5.本发明的目的在于解决现有的零点系统安装板为整体安装板,对零件更换无法调节适应,需要重新定制更换安装板,费时费力,不够灵活,且提高了加工成本的问题,提供一种模块化零点系统安装板,采用模块化拼接方式,搭建零点座的安装板,可以灵活调节安装板上零点座的位置,且通过气路连通各零点座实现同步控制,适应不同工件的加工定位需求。
6.本发明解决其技术问题所采用的技术方案是:一种模块化零点系统安装板,其特征在于:包括一个或多个安装板模块,所述安装板模块的中心开设用于安装零点座的中孔,中孔孔壁与安装板模板各个方向的外侧壁之间设有按压式进气阀,所述按压式进气阀在外端按压驱动,其中一个安装板模块的一个侧壁上连接进气板,所述进气板内侧面挤压按压式进气阀、外侧面连接有进气插头;安装板模块为多个时,相邻安装板模块的相邻外侧壁之间设有连接板,所述连接板两端面之间设有进气孔,进气孔两端分别与两个安装板模块相邻侧面的按压式进气阀对齐,且连接板端面挤压按压式进气阀。挤压按压式进气阀为靠安装板模块外后侧壁一端按压开启。本方案采用模块化的安装板模块,可以根据工件零点定位的位置需要选择合适的连接板对安装板模块进行拼装,以适合不同工件的零点支撑定位。拼装时,采用不同长度的连接板可以调节相邻安装板模块的间距,从而控制零点座的间距,进气板用于进气,连接板既用于相邻安装板模块的对接和间距控制,又可以挤压按压式进气阀并通过进气孔串联相邻安装板模块的气路,结合零点座内的环形气路,当所有零点
座安装完成后,进气板的进气可以连通所有安装板模块进行同步控制。
7.作为优选,所述按压式进气阀在安装板模块每个侧壁设置两个。两个按压式进气阀可以一个连接锁紧气路,一个连接松开气路。两个按压式进气阀可以上下错位作为区分。
8.作为优选,所述安装板模块的外侧壁开设u型槽,所述按压式进气阀布置在u型槽的底壁,所述u型槽的两侧壁设置有用于卡设连接板或进气板的球头销,所述进气板及连接板侧壁设有与球头销对应的球面卡槽。
9.作为优选,所述连接板的长度不小于u型槽深度的两倍,所述连接板具有多种长度型号。连接板设置多种长度型号,便于工件零点销位置变化时选用,连接板长度为相邻安装板模块间距的主要调节手段。
10.作为优选,所述安装板模块垂直于u型槽两侧壁开设有球头销安装孔,球头销设置在球头销安装孔中,球头销的后端设置压缩弹簧、螺纹塞;球头销安装孔的贯穿安装板模块侧壁的通孔,球头销安装孔的外端设置堵头。
11.作为优选,所述进气板及连接板的侧壁以每个球面卡槽为交点开设有横向定位槽和纵向定位槽。横向定位槽和纵向定位槽方便进气板卡入u型槽时进行导向。
12.作为优选,所述连接板及进气板的上端面开设有拆解孔,拆解孔下端与球面卡槽内端连通,所述拆解孔对应设有可插入拆解孔并顶出球头销的拆解销。拆解销可以设置为u型,方便对两侧球头销的同步顶出拆解。
13.作为优选,所述安装板模块环绕中孔设置有若干零点系统安装螺纹孔。
14.作为优选,所述安装板模块的板面上设有若干与工作台面固定的螺栓安装槽,螺栓安装槽内设有螺栓;螺栓安装槽为圆孔、腰型槽、弧形槽或l型槽;螺栓安装槽为沉头槽,所述螺栓为内六角螺栓。螺栓安装槽设置为腰型槽、弧形槽或l型槽等长条形为优,以在间距调节时适应工作台的孔位。
15.作为优选,所述零点座内设有环形气道,所述环形气道与安装板模块每一侧壁的按压式进气阀连通。本方案中零点座采用气动驱动,零点座内的气道环向设置连通各侧的按压式进气阀,方便连接板对接时候气路接通。
16.本发明采用模块化的安装板模块,可以根据工件零点定位的位置需要选择合适的连接板对安装板模块进行拼装,以适合不同工件的零点支撑定位;且拼装后的各安装板模块可以保证气路同步控制。
附图说明
17.下面结合附图对本发明做进一步说明。
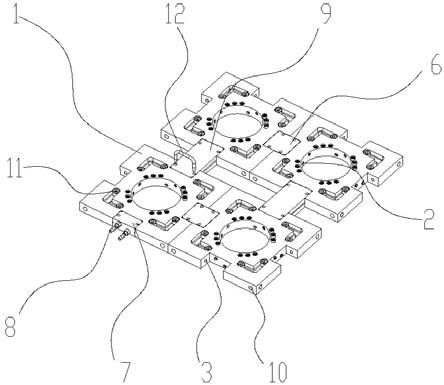
18.图1为本发明一种多模块结构示意图。
19.图2为本发明一种多模块结构的拆解图。
20.图3为本发明一种单个模块结构示意图。
21.图4为本发明一种单个模块结构的拆解图。
22.图5为本发明一种标准连接块结构示意图。
23.图6为本发明一种标准连接块拆解孔结构示意图。
24.图7为本发明一种加长连接块结构示意图。
25.图中:1、安装板模块;2、按压式进气阀;3、球头销;4、压缩弹簧;5、螺纹塞;6、标准
连接板;7、进气板;8、进气插头;9、加长连接板;10、堵头;11、内六角螺栓;12、拆解销;13、螺栓安装槽;14、零点系统安装螺纹孔;15、拆解孔;16、球面卡槽;17、横向定位槽;18、纵向定位槽;19、进气孔。
具体实施方式
26.下面通过具体实施例并结合附图对本发明进一步说明。
27.实施例:一种模块化零点系统安装板,如图1、2所示。本装置包括四块独立的安装板模块1,本方案中安装板模块1为方形具有四个侧壁,作为本方案的变型,安装板模块1也可以是六边形结构,具有六个侧壁用于对接。所述安装板模块1的中心开设用于安装零点座的中孔,安装板模块1环绕中孔设置有若干零点系统安装螺纹孔14用于安装零点座,本实施例的零点座为气动控制,零点座内设有环形气道,所述环形气道与安装板模块1每一侧壁的按压式进气阀2连通。中孔孔壁与安装板模板各个方向的外侧壁之间设有按压式进气阀2,按压式进气阀2在安装板模块1每个侧壁设置两个。所述按压式进气阀2在外端按压驱动,既靠安装板模块外侧壁的一端为按压式进气阀2的驱动端。如图1、3所示,安装板模块1的外侧壁开设u型槽,所述按压式进气阀2布置在u型槽的底壁,所述u型槽的两侧壁设置有用于卡设连接板或进气板的球头销3。安装板模块1垂直于u型槽两侧壁开设有球头销安装孔,球头销3设置在球头销安装孔中,球头销的后端设置压缩弹簧4、螺纹塞5;球头销安装孔的贯穿安装板模块侧壁的通孔,球头销安装孔的外端设置堵头10。安装板模块1的板面上设有若干与工作台面固定的l型的螺栓安装槽13,螺栓安装槽13为沉头槽,螺栓安装槽内设有内六角螺栓11。
28.如图1、2所示,相邻安装板模块1的相邻外侧壁之间设有连接板,连接板的长度有多种长度型号。本实施例中连接板分为两种,分别为如图5、6所示的标准连接板6和如图7所示的加长连接板9。如图5
‑
6所示,标准连接板6的长度为u型槽深度的两倍,四个角均倒圆角,标准连接板6两端面之间设有进气孔19,进气孔两端分别与两个安装板模块1相邻侧面的按压式进气阀2对齐,且标准连接板6端面挤压按压式进气阀2。标准连接板6的两侧壁两端分别设有与球头销3配合地球面卡槽16,以每个球面卡槽16为交点开设有横向定位槽17和纵向定位槽18。标准连接板6上端面开设有拆解孔15,拆解孔下端与球面卡槽16内端连通,所述拆解孔对应设有可插入拆解孔并顶出球头销的拆解销12,拆解销为u型,方便两侧同时拆解。如图7所示的加长连接板9长度大于标准连接板6,可以为u型槽深度的3倍、4倍等,其余结构与标准连接板6一致。
29.如图1、2、3、4所示,其中一个安装板模块1的一个侧壁上连接进气板7,所述进气板内侧面挤压按压式进气阀2、外侧面连接有进气插头8;进气插头8设置两个,分别与两个按压式进气阀2对应,分别控制锁紧和所开。进气板7的两侧壁分别只有一个球面卡槽16,进气板7的侧壁设置以球面卡槽为交点的横向定位槽17和纵向定位槽18,球面卡槽16的内侧同样设置拆解孔15。
30.本实施例可以根据工件零点定位的位置需要选择合适的连接板对安装板模块进行拼装,以适合不同工件不同位置的零点支撑定位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1