一种超薄壁铜管的金属散热片的制备工艺的制作方法
1.本发明属于散热片生产技术领域,尤其涉及一种超薄壁铜管的金属散热片的制备工艺。
背景技术:
2.熔炼后的铜锭进行冷却,然后被刨床切削成直立状薄片,这样就形成散热片的雏形,在经过铣床整修和对四周进行打孔,金属散热片就算生产完成了,综上所述,金属散热片经过铣床整修时需要不停浇切削液防止金属散热片和铣刀升温,虽然机体本身具有对切削液进行过滤铜渣功能,但是不具备对变质切削液进行收集的功能,当有大量变质切削液漂浮在切削液顶部时,一旦水泵吸入过多,水泵的内部就可能发生堵塞,之后维修比较麻烦。
技术实现要素:
3.针对现有技术存在的问题,本发明提供了一种超薄壁铜管的金属散热片的制备工艺,具备防止变质切削液堵塞水泵的优点,解决了现有金属散热片经过铣床整修时需要不停浇切削液防止金属散热片和铣刀升温,虽然机体本身具有对切削液进行过滤铜渣功能,但是不具备对变质切削液进行收集的功能,当有大量变质切削液漂浮在切削液顶部时,一旦水泵吸入过多,水泵的内部就可能发生堵塞,之后维修比较麻烦的问题。
4.本发明是这样实现的,一种超薄壁铜管的金属散热片的制备工艺,包括以下步骤;
5.(1)将原材料铜锭放置于熔炼炉内;
6.(2)将熔炼炉内温度升温至1100℃至1200℃之间,并将铜锭加温成铜液;
7.(3)将温度很高的铜液导入放置好的摸具中;
8.(4)将冷却成型后的铜块放置于数控刨床的加工平台上,然后对铜块的位置进行限位;
9.(5)数控刨床上所设置的刨刀会将铜块切削至直立状薄片;
10.(6)经过数控刨床加工完成的散热片转运至数控铣床的加工平台上,然后使用台虎钳对其散热片进行限位;
11.(7)数控铣床上的转孔刀和铣刀对散热片进行整形,之后会对表面进行冲洗;
12.其中结构为;包括数控铣床和储液箱,所述数控铣床的底部与储液箱的顶部活动连接,所述数控铣床的底部固定连通有出液管,所述储液箱的内腔固定连接有抽水泵,所述抽水泵的左侧固定连通有循环管,所述循环管的顶部与数控铣床固定连通,所述储液箱的顶部开设有储存槽,所述储液箱的后侧设置有真空泵,所述真空泵的右侧固定连接有吸液管,所述吸液管的前侧贯穿储液箱并延伸至储液箱的内腔,所述真空泵的左侧固定连通有排液管,所述排液管的前侧贯穿储液箱并延伸至储存槽的内腔。
13.作为本发明优选的,所述出液管的底部设置有斜型板,所述斜型板的底部与储液箱内腔的底部固定连接。
14.作为本发明优选的,所述吸液管的前侧固定连接有扁形吸液头。
15.作为本发明优选的,所述储液箱的内腔固定连接有粘液拦截板。
16.与现有技术相比,本发明的有益效果如下:
17.1、本发明新型通过设置储液箱、出液管、抽水泵、循环管、储存槽、真空泵、吸液管、排液管、斜型板、扁形吸液头和粘液拦截板的配合使用,开启抽水泵将切削液抽入循环管内,这时粘液拦截板就可以对变质结块的切削液进行拦截,当好的切削液被抽完后,变质结块的切削液会在斜型板滑落,然后开启真空泵产生吸力,变质结块的切削液会通过扁形吸液头吸入吸液管内,吸液管内的切削液会经过排液管流入储存槽内,该超薄壁铜管的金属散热片的制备工艺,具备防止变质切削液堵塞水泵的优点,值得推广。
18.2、本发明通过设置斜型板,当好的切削液被抽完后,变质结块的切削液会在斜型板滑落,这样扁形吸液头就可以快速对变质结块的切削液抽走。
19.3、本发明通过设置扁形吸液头,吸液管在对变质结块的切削液吸走时,扁形吸液头可以对储液箱底部薄薄一层的切削液进行吸取。
20.4、本发明通过设置粘液拦截板,可使用的切削液被抽完后,粘液拦截板可以对粘稠结块的切削液进行拦截,使其不会流到抽水泵周围。
附图说明
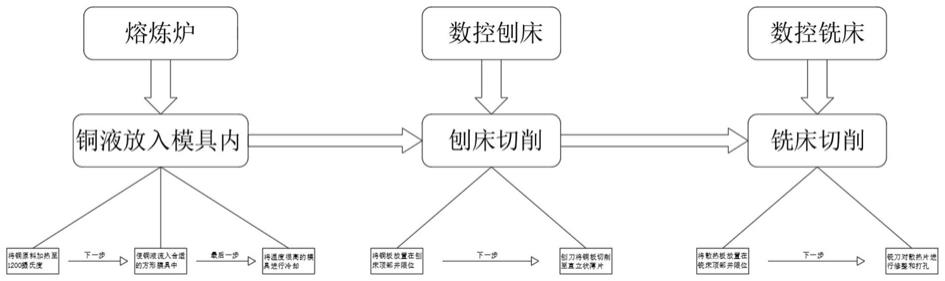
21.图1是本发明实施例提供的工艺流程图;
22.图2是本发明实施例提供的立体示意图;
23.图3是本发明实施例提供的正视剖视图;
24.图4是本发明实施例提供的俯视剖视图;
25.图5是本发明实施例提供扁形吸液头的立体示意图;
26.图6是本发明实施例提供粘液拦截板的立体示意图。
27.图中:1、数控铣床;2、储液箱;3、出液管;4、抽水泵;5、循环管;6、储存槽;7、真空泵;8、吸液管;9、排液管;10、斜型板;11、扁形吸液头;12、粘液拦截板。
具体实施方式
28.为能进一步了解本发明的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。
29.下面结合附图对本发明的结构作详细的描述。
30.如图1至图6所示,本发明实施例提供的一种超薄壁铜管的金属散热片的制备工艺,包括以下步骤;
31.(1)将原材料铜锭放置于熔炼炉内;
32.(2)将熔炼炉内温度升温至1100℃至1200℃之间,并将铜锭加温成铜液;
33.(3)将温度很高的铜液导入放置好的摸具中;
34.(4)将冷却成型后的铜块放置于数控刨床的加工平台上,然后对铜块的位置进行限位;
35.(5)数控刨床上所设置的刨刀会将铜块切削至直立状薄片;
36.(6)经过数控刨床加工完成的散热片转运至数控铣床1的加工平台上,然后使用台
虎钳对其散热片进行限位;
37.(7)数控铣床1上的转孔刀和铣刀对散热片进行整形,之后会对表面进行冲洗;
38.其中结构为;包括数控铣床1和储液箱2,数控铣床1的底部与储液箱2的顶部活动连接,数控铣床1的底部固定连通有出液管3,储液箱2的内腔固定连接有抽水泵4,抽水泵4的左侧固定连通有循环管5,循环管5的顶部与数控铣床1固定连通,储液箱2的顶部开设有储存槽6,储液箱2的后侧设置有真空泵7,真空泵7的右侧固定连接有吸液管8,吸液管8的前侧贯穿储液箱2并延伸至储液箱2的内腔,真空泵7的左侧固定连通有排液管9,排液管9的前侧贯穿储液箱2并延伸至储存槽6的内腔。
39.参考图3,出液管3的底部设置有斜型板10,斜型板10的底部与储液箱2内腔的底部固定连接。
40.采用上述方案:通过设置斜型板10,当好的切削液被抽完后,变质结块的切削液会在斜型板10滑落,这样扁形吸液头11就可以快速对变质结块的切削液抽走。
41.参考图4和图5,吸液管8的前侧固定连接有扁形吸液头11。
42.采用上述方案:通过设置扁形吸液头11,吸液管8在对变质结块的切削液吸走时,扁形吸液头11可以对储液箱2底部薄薄一层的切削液进行吸取。
43.参考图3和图6,储液箱2的内腔固定连接有粘液拦截板12。
44.采用上述方案:通过设置粘液拦截板12,可使用的切削液被抽完后,粘液拦截板12可以对粘稠结块的切削液进行拦截,使其不会流到抽水泵4周围。本发明的工作原理:
45.在使用时,将原材料铜锭放置于熔炼炉内并使铜锭加温成铜液,然后将铜液导入放置好的摸具中使其冷却,冷却成型后的铜块会被数控刨床加直立状薄片,成型后的散热片放置于数控铣床1内进行加工,因为在加工散热片时刀具温度过高需要持续浇切削液,当使用后的切削液流入储液箱2内后,开启抽水泵4将切削液抽入循环管5内,这时粘液拦截板12就可以对变质结块的切削液进行拦截,当好的切削液被抽完后,变质结块的切削液会在斜型板10滑落,然后开启真空泵7产生吸力,变质结块的切削液会通过扁形吸液头11吸入吸液管8内,吸液管8内的切削液会经过排液管9流入储存槽6内,提高了金属散热片的制备工艺的创作性,便于使用者使用。
46.综上所述:该超薄壁铜管的金属散热片的制备工艺,通过设置储液箱2、出液管3、抽水泵4、循环管5、储存槽6、真空泵7、吸液管8、排液管9、斜型板10、扁形吸液头11和粘液拦截板12的配合使用,开启抽水泵4将切削液抽入循环管5内,这时粘液拦截板12就可以对变质结块的切削液进行拦截,当好的切削液被抽完后,变质结块的切削液会在斜型板10滑落,然后开启真空泵7产生吸力,变质结块的切削液会通过扁形吸液头11吸入吸液管8内,吸液管8内的切削液会经过排液管9流入储存槽6内,该超薄壁铜管的金属散热片的制备工艺,具备防止变质切削液堵塞水泵的优点,值得推广。
47.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
48.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1