一种薄壁管异形弯管工装的制作方法
1.本实用新型涉及管材加工技术领域,尤其是一种薄壁管异形弯管工装。
背景技术:
2.目前,我司生产的薄壁管在使用的时候需要对其进行弯折,目前的弯折方式是人工根据经验进行弯折,导致了弯折出的管材的精度得不到保障,并且弯折效率低下,不能满足快速生产的需求。
3.有鉴于上述的缺陷,本设计人,积极加以研究创新,以期创设一种薄壁管异形弯管工装,使其更具有产业上的利用价值。
技术实现要素:
4.为解决上述技术问题,本实用新型的目的是提供一种薄壁管异形弯管工装。
5.本实用新型的一种薄壁管异形弯管工装,包括工作台,工作台上通过气缸转轴活动安装有气缸座,气缸座上通过螺栓固定有气缸,工作台的左侧通过螺栓固定有垫块,垫块上通过螺栓固定有固定座,垫块上通过销轴活动安装有活动头,气缸的顶出杆通过转接头活动连接有活动头,活动头与固定座之间有物料槽。
6.进一步的,转接头包括套在气缸伸出杆上的连接套,连接套的外端通过销轴与活动头上的凸块活动连接。
7.进一步的,固定座的截面下部有台阶面一,活动头的上部有台阶面二,台阶面一与台阶面二合拢之后的空隙形成物料槽。
8.进一步的,固定座上通过螺栓固定有挡块一。
9.进一步的,活动头有一体成型的挡块二。
10.进一步的,活动头的外侧通过螺栓固定有固定板,固定板的外侧为凸块。
11.进一步的,垫块上位于固定座的后方焊接有垂直的侧板。
12.进一步的,侧板上有导槽。
13.借由上述方案,本发明至少具有以下优点:
14.这种薄壁管异形弯管工装在使用的时候,利用该装置实现了机械化对管材进行弯曲操作,有效的提高了管材的弯曲效率,使用机械化的加工确保的弯曲后的管材的精度,避免管材弯曲尺寸误差大的情况发生,并且该装置在使用的时候,能够避免管材被挤压出现径向变形,确保管材的完整性,有效的提高管材的弯曲效率。
15.使用模具成形,保证管材弯曲尺寸,避免了薄壁管材弯曲时管径向尺寸变形,本工装一次动作,同时模具弯曲2个r;夹块模具2个r尺寸,可以相同、也可以不同,只需要一个气阀开关,打开、关闭,一个行程,完成二个r成形,生产效率高。
16.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某个实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
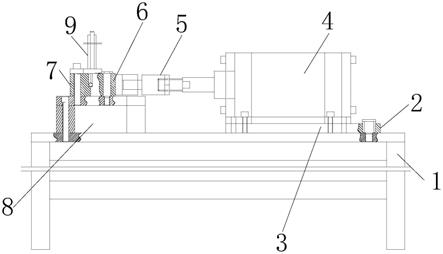
18.图1是本实用新型的结构示意图;
19.图2是本实用新型的俯视图;
20.图3是本实用新型的图2的局部放大示意图;
21.图4是本实用新型的活动头和固定座的结构示意图;
22.图5是本实用新型的管材安放后的示意图;
23.图6是本实用新型的管材弯曲步骤一;
24.图7是本实用新型的管材弯曲步骤二;
25.图8是本实用新型的管材弯曲步骤三;
26.图9是本实用新型的活动头的俯视图;
27.图10是本实用新型的图9的a
‑
a向剖视图;
28.图11是本实用新型的活动头的主视图;
29.图12是本实用新型的图9的后侧视图;
30.图13是本实用新型的固定座的俯视图;
31.图14是本实用新型的活动头和固定座的接触位置的放大示意图;
32.图15是本实用新型的活动头的端部视图;
33.图16是本实用新型的活动头的尾部视图;
34.图中1、工作台,2、气缸转轴,3、气缸座,4、气缸,5、转接头,6、活动头,7、固定座,8、活动头,9、侧板,10、连接套,11、凸块,12、台阶面一,13、台阶面二,14、挡块一,15、挡块二,16、固定板,17、工件。
具体实施方式
35.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
36.参见图1
‑
图5,本实用新型一较佳实施例所述的一种薄壁管异形弯管工装,包括工作台1,工作台1上通过气缸转轴2活动安装有气缸座3,气缸座3上通过螺栓固定有气缸4,工作台1的左侧通过螺栓固定有垫块8,垫块8上通过螺栓固定有固定座7,垫块8上通过销轴活动安装有活动头6,气缸4的顶出杆通过转接头5活动连接有活动头6,活动头6与固定座7之间有物料槽。
37.这种薄壁管异形弯管工装在使用的时候,将需要弯曲的管材放置在固定座7 上,气缸4在车间内的气源启动下开始顶出操作,气缸4安放在气缸座3上,在气缸4进行顶出操作的时候,气缸座3依托气缸转轴2能够进行小幅度的偏转,确保顶出动作完整,利用活动头6将管材向固定座7的侧壁进行挤压,活动头4和固定座7的内侧为弯曲管材的弧度形状,通过活动头6沿着安装用的轴进行转动,在使用的时候,如图5将工件17放置在固定座7上,此时的活动头6为打开状态,当气缸4推动活动头6沿着安装的轴转动的时候活动头6上侧和固
定座7上侧的的圆弧状形成弯曲的圆弧(r1)此时如图6所示,活动头6 持续的向左转动,如图7所示,活动头6上侧和固定座7上侧的的圆弧状形成弯曲的圆弧(r2)与工件17开始接触,当活动头6继续向左转动到图8所示的位置的时候,将工件17彻底弯曲成型,一次完成两个r1和r2的弯曲。
38.如图9
‑
图16是本装置的活动头6以及固定座7的结构示意图,活动头6以及固定座7上有对应弯折的r1以及r2,并且在活动头6以及固定座7的内侧有弧形的槽,槽的直径与需要弯曲的管材直径一致,在管材进行弯曲的时候,利用槽对管材的径向进行位置限定,在活动头6以及固定座7进行模压合拢的时候,管材进行弯曲,径向的方向被槽限制,即可避免管材径向变形。
39.整个弯曲的工作只需要气缸4进行一次操作,提高了工作效率。
40.进一步的,转接头5包括套在气缸4伸出杆上的连接套10,连接套10的外端通过销轴与活动头6上的凸块11活动连接。
41.连接套10用于连接气缸4的气缸杆以及活动头6上的凸块11,通过活动连接的方式在气缸4进行工作的时候带动活动头6进行移动满足使用需求。
42.进一步的,固定座7的截面下部有台阶面一12,活动头6的上部有台阶面二13,台阶面一12与台阶面二13合拢之后的空隙形成物料槽。
43.台阶面一12和台阶面二13不处于同一水平线上,使管材有安放的区域,起到夹持管材以及依托活动头6和固定座7内壁的弧度进行管材弯曲操作。
44.进一步的,固定座7上通过螺栓固定有挡块一14。
45.挡块一14避免管材从该装置的弯曲区域的下方滑脱。
46.进一步的,活动头6有一体成型的挡块二15。
47.挡块二15避免管材从该装置的弯曲区域的上方滑脱,结合挡板一14能够对管材的上方进行更好的限位,避免管材滑脱的情况发生。
48.进一步的,活动头6的外侧通过螺栓固定有固定板16,固定板16的外侧为凸块11。
49.凸块11通过固定板16再安装在活动头6上,这样就使得活动头6与凸块 11为两个部件,在不同的是使用需求之下,能够对活动头6和凸块11进行替换。
50.进一步的,垫块8上位于固定座的后方焊接有垂直的侧板9。
51.侧板9为垂直状,是为了能够满足生产的直角状的管材侧部导向和定位的作用,确保弯曲工作的进行。
52.进一步的,侧板9上有导槽。
53.导槽的直径与待弯曲的管材直径一致,对管材安放之后限位更好。
54.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
55.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
56.最后:以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当
指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1