一种用于冲压床的下料装置的制作方法
1.本技术涉及冲压床的技术领域,尤其是涉及一种用于冲压床的下料装置。
背景技术:
2.冲压床主要针对板材,通过模具,能够对板材冲孔,成型,拉深,修整,精冲,整形,铆接及挤压等,广泛应用于机械加工领域。随着经济的发展,使用连续模工艺的冲压床越来越普遍,连续模用几个不同的工位同时完成多道冲压工序,可以很好地降低成本,提高工作效率。
3.如图1所示,在相关技术中有一冲压床,包括冲压床本体1,冲压床本体1内设有传送带11。传送带11在转动过程中,传送带11上的板件原料经过冲压床本体1连续冲击形成板件半成品,板件半成品最终被传送带1运送至传送带1的一端,操作工人需要手动将板件半成品一一收集,然后操作工人需要把板件半成品搬运至指定地点。
4.针对上述中的相关技术,发明人认为存在有操作工人手动收集板件半成品,人工收集不方便的缺陷。
技术实现要素:
5.为了改善人工收集板件半成品不方便的问题,本技术提供一种用于冲压床的下料装置。
6.本技术提供的一种用于冲压床的下料装置采用如下技术方案:
7.一种用于冲压床的下料装置,包括冲压床本体,所述冲压床本体内设有传送带,所述传送带下方设有收集箱。
8.通过采用上述技术方案,当传送带上的板件原料经过冲压床本体连续冲击形成半成品,板件半成品被传送带运送至传送带靠近收集箱的一端,板件半成品落到传送板远离收集箱的一端落到收集箱内,具有方便收集板件半成品的效果。
9.可选的,所述收集箱底部的内壁上设有缓冲组件。
10.通过采用上述技术方案,当板件半成品落到收集箱内,板件半成品与收集箱产生冲击,板件半成品可能会被磕坏。缓冲组件可以减小板件半成品与收集箱的冲击力,减小板件半成品可能会被磕坏的可能性。
11.可选的,所述缓冲组件包括与收集箱内底部的内壁固定连接的多个弹簧,所述弹簧的上端固定连接有承接板。
12.通过采用上述技术方案,板件半成品落到挡板后,弹簧压缩,弹簧压缩后再弹起,对落下的板件半成品起到缓冲作用,缓冲过程比较简单。
13.可选的,所述传送带与收集箱之间设有传送板,所述传送板位于传送带下方,所述传送板下方连接有支撑传送板的支撑杆。
14.通过采用上述技术方案,当板件半成品直接从传送带落到收集箱内,由于收集箱和传送带之间有一定的距离,板件半成品直接掉进收集箱内,板件半成品可能被磕坏。板件
半成品滑到传送板上时,传送带与板件半成品产生摩擦力,减小了板件半成品下滑的速度,从而减小了板件半成品落下时被磕坏的可能性。
15.可选的,所述支撑杆的上表面与传送板的下表面抵接,所述支撑杆与传送板之间设有将支撑杆与传送板固定的连接组件。
16.通过采用上述技术方案,连接组件将传送板与支撑杆固定。当传送板被板件半成品磨坏需要更换时,连接组件方便对传送板进行更换。
17.可选的,所述连接组件包括与支撑杆顶部固定连接并且与支撑杆一一对应的第一连接板,所述第一连接板与传送板抵接,所述第一连接板均固定连接有第二连接板,所述第二连接板与传送板抵接,所述第一连接板远离支撑杆的一侧均固定连接有连接杆,所述连接杆上转动连接有第三连接板,所述第三连接板的下表面与传送板的上表面抵接。
18.通过采用上述技术方案,当需要固定传送板时,传送板放在支撑杆上方,支撑杆的上表面与传送板的下表面抵接,第一连接板和第二连接板均与传送板抵接,转动第三连接板,使得第三连接板与传送板的上表面抵接,支撑杆与传送板固定,固定过程比较方便。
19.当需要将更换传送板时,操作工人转动第三连接板,使得第三连接板与传送板不再抵接,将传送板拿出,传送板与支撑杆脱离。再将新的传送板与支撑杆固定,固定完成后,传送板更换完成。
20.可选的,所述传送板的一对竖直侧面固定连接有有挡板。
21.通过采用上述技术方案,当板件半成品落到传送板上时,挡板挡住板件半成品,减少了板件半成品从传送板的两侧掉落到地上的可能性。
22.可选的,所述传送板的上表面设有防滑槽,所述防滑槽内设有与传送板固定连接的橡胶。
23.通过采用上述技术方案,橡胶条可以进一步减小板件半成品在传送板上滑落的速度,从而减弱板件半成品落在收集箱底部时的冲击力,减小了板件被磕坏的可能性。
24.可选的,所述收集箱下方固定安装有滚轮。
25.通过采用上述技术方案,当操作工人需要把板件半成品搬运至指定地点时,滚轮有利于收集箱移动,操作工人推动收集箱至指定地点,将板件半成品卸下。
26.可选的,每个滚轮均对应设置有一对挡块,所述滚轮位于一对挡块之间。
27.通过采用上述技术方案,挡块将滚轮固定,减小了收集箱接住板材半成品时,板材半成品冲击收集箱,使得收集箱移动的可能性。当收集箱需要移动时,操作人员拿开挡块,解除对滚轮的限制,收集箱即可移动。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.传送带上的板件原料经过冲压床本体连续冲击形成半成品,板件半成品被传送带运送至传送带靠近收集箱的一端,板件半成品落到传送板远离收集箱的一端落到收集箱内,具有方便收集板件半成品的效果;
30.2.当板件半成品直接从传送带落到收集箱内,由于收集箱和传送带之间有一定的距离,板件半成品可能被磕坏。板件半成品滑到传送板上时,传送带与板件半成品产生摩擦力,减小了传送带下滑的速度,从而减小了板件半成品落下时被磕坏的可能性。
附图说明
31.图1是相关技术的结构示意图;
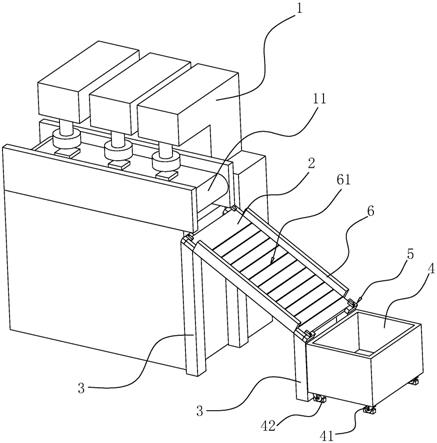
32.图2是本技术实施例的结构示意图;
33.图3是本技术实施例中体现传送板的结构示意图;
34.图4本技术实施例中体现橡胶条的结构示意图;
35.图5本技术实施例中体现橡胶条的结构示意图;
36.图6本技术实施例中体现缓冲组件的结构示意图;
37.附图标记说明:1、冲压床本体;11、传送带;2、传送板;3、支撑杆;4、收集箱;41、滚轮;42、挡块;5、连接组件;51、第一连接板;52、第二连接板;53、连接杆;54、第三连接板;6、挡板;61、防滑槽;62、橡胶条;7、缓冲组件;71、弹簧;72、承接板。
具体实施方式
38.以下结合附图2-6对本技术作进一步详细说明。
39.本技术实施例公开一种用于冲压床的下料装置。
40.如图2和图3所示,一种用于冲压床的下料装置,冲压床包括冲压床本体1,冲压床本体1内设有传送带11。传送带11下方设有倾斜设置的传送板2,传送板2下方连接有支撑传送板2的四个支撑杆3,传送板2远离传送带11的一端还设有收集箱4,收集箱4位于传送带11的下方。
41.当传送带11上的板件原料经过冲压床本体1连续冲击形成板件半成品,板件半成品被传送带11运送至传送带11靠近传送板2的一端,板件半成品落到传送板2上表面,板件半成品由于重力作用,滑到传送板2靠近收集箱4的一端后落进收集箱4内,具有方便收集板件半成品的效果。
42.收集箱4的底部固定安装有四个滚轮41,当操作工人需要把板件半成品搬运至指定地点时,滚轮41有利于收集箱4移动,操作工人推动收集箱4至指定地点,将板件半成品卸下。
43.如图2和图3所示,支撑杆3与传送板2之间设有连接组件5,支撑杆3和传送板2连接时,传送板2的下表面均与支撑杆3的上表面抵接,连接组件5将传送板2与支撑杆3固定。当传送板2被板件半成品磨坏需要更换时,连接组件5解除对传送板2的限制,对传送板2进行更换。
44.连接组件5包括与支撑杆3顶部固定连接的第一连接板51,第一连接板51的数量为四个,支撑杆3与第一连接板51一一对应,第一连接板51靠近传送板2的一侧与传送板2抵接,第一连接板51均固定连接有第二连接板52,第二连接板52与支撑杆3的顶部固定连接,第二连接板52靠近传送板2的一侧与传送板2抵接。第一连接板51远离支撑杆3的一侧均固定连接有连接杆53,连接杆53上转动连接有第三连接板54,第三连接板54与传送板2相互靠近的表面抵接。
45.当需要固定传送板2时,传送板2放在支撑杆3上方,支撑杆3的上表面与传送板2的下表面抵接,第一连接板51和第二连接板52均与传送板2抵接,转动第三连接板54,使得第三连接板54与传送板2的上表面抵接,支撑杆3与传送板2固定,固定过程比较方便。
46.当需要将更换传送板2时,操作工人转动第三连接板54,使得第三连接板54与传送
板2不再抵接,将传送板2拿出,传送板2与支撑杆3脱离。再将新的传送板2与支撑杆3固定,固定完成后,传送板2更换完成。
47.传送板2的一对竖直侧面均固定连接有挡板6,当板件半成品落到传送板2上时,挡板6挡住板件半成品,减少了板件半成品从挡板6的两侧掉落到地上的可能性。
48.如图3和图4所示,传送板2的上表面设有若干个防滑槽61,防滑槽61内设有橡胶条62,橡胶条62与传送板2固定连接,当板件板成本品在传送板2上表面滑动时,橡胶条62与板件半成品抵接,橡胶条62可以减小板件半成品在传送板2上滑落的速度,从而减弱板件半成品落在收集箱4底部时的冲击力,减小了板件半成品碰撞收集箱4,板件半成品被磕坏的可能性。
49.如图5和图6所示,当板件半成品落入收集箱4内,板件半成品与收集箱4底部的内壁产生冲击,板件半成品可能会被磕坏。收集箱4底部的内壁上设有缓冲组件7,当板件半成品落到收集箱4内,缓冲组件7可以减缓板件半成品对收集箱4底部内壁的冲击力,减小板件半成品被磕坏的可能性。
50.缓冲组件7包括与收集箱4内底部的内壁固定连接的八个弹簧71,弹簧71的上端固定连接有承接板72。板件半成品落到承接板72上后,弹簧71被压缩,弹簧71压缩后再弹起,对落下的板件半成品起到缓冲作用,缓冲过程比较简单。
51.每个滚轮41均对应设置有一对挡块42,滚轮41位于一对挡块42之间,滚轮41与挡块42相互靠近的表面抵接,挡块42将滚轮41固定,减小了收集箱4接住板材半成品时,板材半成品冲击收集箱4,使得收集箱4移动的可能性。
52.当收集箱4需要移动,操作人员拿开挡块42,解除对滚轮41的限制,收集箱4即可移动。
53.本技术实施例一种用于冲压床的下料装置的实施原理为:当传送带11上的板件原料经过冲压床本体1连续冲击形成板件半成品,板件半成品被传送带11运送至传送带11靠近传送板2的一端,板件半成品落到传送板2上表面,板件半成品由于重力作用,滑到传送板2靠近收集箱4的一端后落进收集箱4内,具有方便操作工人收集板件半成品的效果。
54.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1