一种数控机床用的产品SPC尺寸提取管理装置的制作方法
一种数控机床用的产品spc尺寸提取管理装置
技术领域
1.本实用新型涉及一种数控机床用的尺寸检测装置,具体的说是一种数控机床用的产品spc尺寸提取管理装置。
背景技术:
2.spc全称statistical process control (中文名:统计过程控制),具体的说是利用统计技术对过程中的各个阶段进行监控,从而达到保证产品质量的目的。
3.目前,对于生产加工行业而言,市场竞争的重点已经不是单纯产量的竞争,质量控制日益重要,如仅依靠事后检验,只能保证成品的出货质量,并不能减少或降低因生产过程问题而造成的制造损失。故而,以预防为主的统计质量控制得到了越来越高的重视。
4.目前,数控机床作为精密机加工中的主要加工方式及设备,其质量的核心在于加工尺寸的精度,行业中并没有可以适用在数控机床上的产品spc尺寸提取管理装置。
5.具体的说,在现有的技术中,cnc机床加工的产品尺寸(高度及圆度)是通过测量仪器(二次元/三坐标)对每一件产品实施测量,利用二次元/三坐标设备的对每一个产品检测步骤如下:技术员架设机床—技术员产品调试—技术员产品自检—转送到品质员—品质员用高度计检测高度—品质员用二次元设备检测圆度,若产品不及格,则返回技术员处进行产品调试,再依上述流程循环;若产品及格,则与作业员确认开机生产。因此,在测量产品时,机床处于停机等待状态,影响加工效率。而且三坐标设备非常昂贵,现有的检测方式会使产能受限,无法实现大批量检测。如需要大批量生产产品时,则需要多台三坐标设备同时检测,生产成本会很高。
技术实现要素:
6.本实用新型的目的在于补充目前行业中所存在的不足,提供一种数控机床用的产品spc尺寸提取管理装置。
7.为实现上述目的,本实用新型所采用的技术方案是:一种数控机床用的产品spc尺寸提取管理装置,包括尺寸检测探头、控制盒、远端服务器,尺寸检测探头、控制盒均固定安装在机床主轴上;控制盒与尺寸检测探头通过线缆连接配合;控制盒内设有处理芯片、存储模块、网络模块,处理芯片与存储模块及网络模块相连,网络模块用于与远端服务器进行数据交互。
8.进一步的说,控制盒与机床的主控电路相连,用于向机床主控电路中的主控芯片发送基于尺寸检测探头获取的产品尺寸数据的变量,将变量映射到数控机床宏地址,数控机床可以经由上述变量参数修改加工值。
9.进一步的说,机床主轴上安装有与控制盒相连的工业摄像头,工业摄像头用于对产品的加工过程进行拍照拍摄。
10.进一步的说,机床主轴上安装有led光源组,led光源组用于辅助工业摄像头的拍摄。
11.进一步的说,远端服务器对所接收的数控进行对经、统计、归纳、存储。
12.本实用新型工作时,先将标准件的数据输入控制盒中,并安放一个人工检测完成的标准件经由尺寸检测探头进行尺寸检测,并将该检测数值与先预存入的数值进行比较,得出差值,而后在每个零件生产完成后,对尺寸进行检测,并在检测的同时拍照,代入差值进行补偿,得到补偿结果后对其尺寸进行计算,并对结构存储入存储模块后并利用网络模块发送至远端服务器中。
13.更具体的说,其工作时,先通过二次元或三次元探头测量得到标准件的实际尺寸值a。而后将所述标准件安装于数控机床的加工位置上,并利用本申请结构中的检测探头测量所述标准件,得到所述标准件的测量尺寸值b后控制盒将所述标准件的测量尺寸值b与实际尺寸值a对比,得到第一差异值c,并保存到控制盒中。在所述数控机床加工产品后,利用本技术中的检测探头在机测量产品的测量尺寸值d,并利用所述控制系统将所述第一差异值c补偿到所述测量尺寸值d上,得到所述产品的实际加工尺寸值e。将所述产品的实际加工尺寸e与所述产品的设计管控尺寸值f对比,得到第二差异值,控制盒基于第二差异值进行差异计算,通过所述数控机床的刀具是否可以调节到修复后的位置上进行判断,差异可修复时,控制盒发送加工补偿参数发送到机床,数控机床在补偿参数内以修复误差,并继续加工;在差异不可修复时,控制盒发送所述数控机床停机并报警。具体地,在补偿到所述数控机床的刀具补偿参数内之前,还需要将所第二差异值换算成调机值。
14.本实用新型可以在尺寸误差超过设定阀值时,可以在第一时间发现并处理,防止连续性质量问题的发生,并对产品的尺寸进行spc管理,方便工厂对产品进行全溯化管理并有效提高产品管控水平,可以实现反向对刀具运行参数的补偿,从而可以更精准地控制刀具的位置,实现自动修复刀具的加工误差,保证加工出来的产品尺寸更精确,良品率更高。
附图说明
15.附图被结合在说明书中并构成说明书的一部,附图示出了本说明书的实施例,并且连同其说明一起用于解释本说明书的原理。
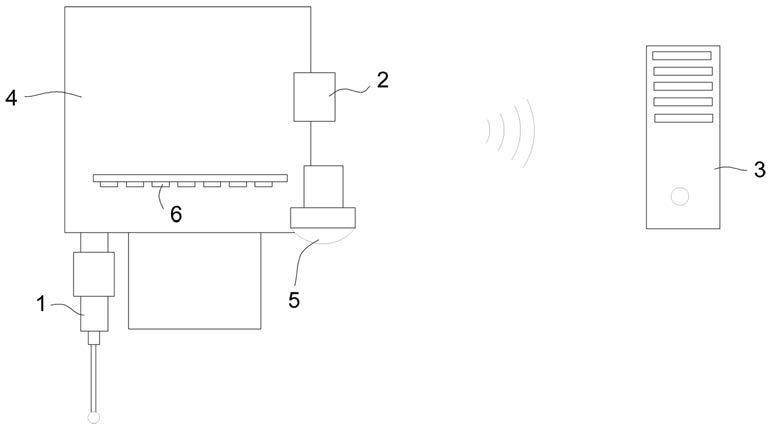
16.图1是本实用新型的结构示意图。
具体实施方式
17.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本说明书及其应用或使用的任何限制。
18.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
19.在本实用新型的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
21.实施例:
22.如图1所示,本实用新型包括尺寸检测探头1、控制盒2、远端服务器3,尺寸检测探头1、控制盒2均固定安装在机床主轴4上;尺寸检测探头1为雷尼绍测头;控制盒2与尺寸检测探头1通过线缆连接配合;控制盒2内设有处理芯片、存储模块、网络模块,处理芯片与存储模块及网络模块相连,网络模块用于与远端服务器3进行数据交互。控制盒2与机床的主控电路相连,用于向机床主控电路中的主控芯片发送基于尺寸检测探头1获取的产品尺寸数据的变量,将变量映射到数控机床宏地址,数控机床可以经由上述变量参数修改加工值。机床主轴4上安装有与控制盒2相连的工业摄像头5,工业摄像头5用于对产品的加工过程进行拍照拍摄。机床主轴4上安装有led光源组6,led光源组6用于辅助工业摄像头5的拍摄。远端服务器3对所接收的数控进行对经、统计、归纳、存储。
23.以上已经描述了本说明书的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人物来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术改进,或者使本技术领域的其它普通技术人物能理解本文披露的各实施例。本申请的范围由所附权利要求来限定。
技术特征:
1.一种数控机床用的产品spc尺寸提取管理装置,其特征在于:包括尺寸检测探头、控制盒、远端服务器,尺寸检测探头、控制盒均固定安装在机床主轴上;控制盒与尺寸检测探头通过线缆连接配合;控制盒内设有处理芯片、存储模块、网络模块,处理芯片与存储模块及网络模块相连,网络模块用于与远端服务器进行数据交互;控制盒与机床的主控电路相连,用于向机床主控电路中的主控芯片发送基于尺寸检测探头获取的产品尺寸数据的变量。2.如权利要求1中所述的一种数控机床用的产品spc尺寸提取管理装置,其特征在于:机床主轴上安装有与控制盒相连的工业摄像头,工业摄像头用于对产品的加工过程进行拍照拍摄;机床主轴上安装有led光源组,led光源组用于辅助工业摄像头的拍摄。
技术总结
本实用新型公开了一种数控机床用的产品SPC尺寸提取管理装置,包括尺寸检测探头、控制盒、远端服务器,尺寸检测探头、控制盒均固定安装在机床主轴上;控制盒与尺寸检测探头通过线缆连接配合;控制盒内设有处理芯片、存储模块、网络模块,处理芯片与存储模块及网络模块相连,网络模块用于与远端服务器进行数据交互。本实用新型可以在尺寸误差超过设定阀值时,可以在第一时间发现并处理,防止连续性质量问题的发生,并对产品的尺寸进行SPC管理,方便工厂对产品进行全溯化管理并有效提高产品管控水平。平。平。
技术研发人员:赵善文
受保护的技术使用者:深圳市五湖智联实业有限公司
技术研发日:2021.08.31
技术公布日:2022/5/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1