快速装夹铣从动杆钻镗孔、铣Y槽工装的制作方法
快速装夹铣从动杆钻镗孔、铣y槽工装
技术领域
1.本实用新型涉及从动杆钻镗孔、铣y槽工装技术领域,特别是快速装夹铣从动杆钻镗孔、铣y槽工装。
背景技术:
2.激发科技人员创新创业的积极性,集中力量破解质量发展的科学技术难点,为国民经济可持续发展注入强大的新动能,全面推动科技与经济高质量飞速发展。
3.以往对于复杂零件从动杆钻镗孔、铣y槽,由于需要加工的面和孔不在同一平面上,一次装夹无法几个面同时加工,所以需要多机多序完成,工序繁复,费时费力,且加工精度不高。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供快速装夹铣从动杆钻镗孔、铣y槽工装,有效解决了现有技术的不足。
5.本实用新型的目的通过以下技术方案来实现:快速装夹铣从动杆钻镗孔、铣y槽工装,包括底板、接头、定位销、四轴圆盘座、四轴液压定位座、调速杠杆缸活塞和薄型油缸杠杆,所述底板的一侧通过螺钉固定连接有油缸垫块,所述调速杠杆缸活塞的一侧通过接头和定位销固定连接有调速杠杆缸压板,所述薄型油缸杠杆的一侧通过接头和定位销固定连接有压板,所述压板的一侧设置有防转销,所述底板的一侧通过螺钉固定连接有定位块,所述定位块的一侧设置有定位销,所述底板的一侧通过螺钉固定连接有油道板。
6.可选的,所述油缸垫块的数量为四个,四个所述油缸垫块均匀设置在底板一侧开设的四个凹槽内,使得油缸垫块的安装更加合理、稳定。
7.可选的,所述调速杠杆缸压板夹头位设置有斜面,所述定位销的数量为若干个,若干个所述定位销两个为一组与调速杠杆缸压板对应连接,便于侧向贴合夹紧零件。
8.可选的,所述压板的形状为桥型,所述压板的一侧设置的接头和定位销的数量均为一个,从上方压紧零件,同时控制两边零件的上下移动。
9.可选的,所述定位块的一侧设置有两个定位销,所述定位块的形状为勾型,可以使不规则零件底端和侧面三个点接触定位块,便于零件准确定位夹紧。
10.可选的,所述油道板位于底板的下方,所述底板的一侧通过t型键和螺钉固定连接有四轴液压定位座,所述四轴液压定位座通过t型键和螺钉固定连接四轴圆盘座,更好的固定和保护工装部件,延长工装使用寿命。
11.本实用新型具有以下优点:
12.该快速装夹铣从动杆钻镗孔、铣y槽工装,通过底板、接头、定位销、油缸垫块、调速杠杆缸压板、压板、防转销、定位块、油道板和t型键之间的配合设置,零件安装时,紧贴定位块的右侧和后侧,调速杠杆缸压板从侧向压紧零件,压板从上方压下,限制零件的移动,启动机器,先铣上部钥匙型凸台和圆孔型凸台平面,再钻孔,镗孔,反向铣背面凸台平面并倒
角,掉头回来给正面平面倒角,并铣y槽,再换向钻,镗立向的重叠孔,零件加工完成,大大缩减加工工序,人工操作,提高了加工精度,节约了人工和各种成本,提高了生产及社会效益。
附图说明
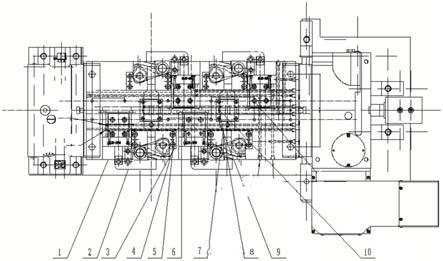
13.图1为本实用新型的第一视角结构示意图;
14.图2为本实用新型底板的结构示意图;
15.图3为本实用新型油道板的结构示意图;
16.图4为本实用新型调速杠杆缸压板的结构示意图;
17.图5为本实用新型定位块的结构示意图;
18.图6为本实用新型压板的结构示意图;
19.图7为本实用新型t型键的结构示意图。
20.图中:1-底板,2-接头,3-定位销,4-油缸垫块,5-调速杠杆缸压板,6-压板,7-防转销,8-定位块,9-油道板,10-t型键。
具体实施方式
21.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
22.如图1至图7所示,快速装夹铣从动杆钻镗孔、铣y槽工装,它包括底板1、接头2、定位销3、四轴圆盘座、四轴液压定位座、调速杠杆缸活塞和薄型油缸杠杆,底板1的一侧通过螺钉固定连接有油缸垫块4,调速杠杆缸活塞的一侧通过接头2和定位销3固定连接有调速杠杆缸压板5,薄型油缸杠杆的一侧通过接头2和定位销3固定连接有压板6,压板6的一侧设置有防转销7,底板1的一侧通过螺钉固定连接有定位块8,定位块8的一侧设置有定位销3,底板1的一侧通过螺钉固定连接有油道板9,调速杠杆缸压板5侧向夹紧零件,压板6 从上方压紧零件,并控制两边零件的上下移动,通过定位块8的作用,对零件进行准确定位,使得零件装夹紧。
23.作为本实用新型的一种可选技术方案:油缸垫块4的数量为四个,四个油缸垫块4均匀设置在底板1一侧开设的四个凹槽内,使得油缸垫块4的安装更加整齐、稳定。
24.作为本实用新型的一种可选技术方案:调速杠杆缸压板5夹头位设置有斜面,定位销3 的数量为若干个,若干个定位销3两个为一组与调速杠杆缸压板5对应连接,通过调速杠杆缸压板5侧向夹紧零件,通过斜面的设计,提高对零件的夹紧效果。
25.作为本实用新型的一种可选技术方案:压板6的形状为桥型,压板6的一侧设置的接头 2和定位销3的数量均为一个,通过桥型的设计,受力部分拱起,使得上方力量均匀分布在压板6两头,两头接触零件部分平面设计,可以分散受力,避免零件损伤。
26.作为本实用新型的一种可选技术方案:定位块8的一侧设置有两个定位销3,定位块8 的形状为勾型,通过勾型设计,可以使不规则零件底端和侧面三个点接触定位块8,利于零件准确定位夹紧。
27.作为本实用新型的一种可选技术方案:油道板9位于底板1的下方,底板1的一侧通过 t型键10和螺钉固定连接有四轴液压定位座,四轴液压定位座通过t型键10和螺钉固定连接四轴圆盘座,通过t型键10的作用,更好的固定和保护工装部件,延长工装使用寿命。
28.本实用新型的工作过程如下:
29.1、零件安装时,紧贴定位块8的右侧和后侧,使得零件的两个面、三个点接触定位块8 准确定位;
30.2、调速杠杆缸压板5侧向压紧零件,并使得斜面与零件接触,更好的接触零件并压紧;
31.3、压板6从上方压下,同时控制前后两边零件上下移动;
32.4、启动机器,先铣上部钥匙型凸台和圆孔型凸台平面,再钻孔,镗孔,反向铣背面凸台平面并倒角,掉头回来给正面平面倒角,并铣y槽,再换向钻,镗立向的重叠孔,零件加工完成。
33.综上所述:该快速装夹铣从动杆钻镗孔、铣y槽工装,通过底板1、接头2、定位销3、油缸垫块4、调速杠杆缸压板5、压板6、防转销7、定位块8、油道板9和t型键10之间的配合设置,零件安装时,紧贴定位块8的右侧和后侧,调速杠杆缸压板5从侧向压紧零件,压板6从上方压下,限制零件的移动,启动机器,先铣上部钥匙型凸台和圆孔型凸台平面,再钻孔,镗孔,反向铣背面凸台平面并倒角,掉头回来给正面平面倒角,并铣y槽,再换向钻,镗立向的重叠孔,零件加工完成,大大缩减加工工序,人工操作,提高了加工精度,节约了人工和各种成本,提高了生产及社会效益。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1