一种翅片管成型后料缓冲机构的制作方法
1.本实用新型涉及一种自动化成型的技术领域,尤其涉及到一种翅片管成型后料缓冲机构。
背景技术:
2.目前,现有翅片管铜管端部成型螺纹生产过程中,生产后翅片管需要留有一定时间冷却和保持直线平衡,cn2019202732430一种新型翅片管齿成型设备,该齿成型设备包括工作台、刀具给进装置和沿管料轴向托住管料的托料机构,所述工作台上设置有安装座和基座,所述基座设于安装座一侧,所述刀具给进装置均匀分布于安装座上,所述托料机构设置于基座上。目前采用的手段是翅片管生产后回位直接进入冷却槽内,若遇到长度很长的翅片管,无法保证翅片管保持平直,管体会出现弯折现象,而目前设备无法满足其需求,也没有其他现有产品给予改进,故如何提供一种保持生产加工后管体平直、起到缓冲作用的翅片管后料机构成为目前需要迫切解决的问题。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种翅片管螺纹加工成型后管体直接通过管料夹持输送部输送至缓冲区,使得翅片管一直保持平直且有助于冷却更快的翅片管成型后料缓冲机构。
4.为了解决上述技术问题,本实用新型提供了一种翅片管成型后料缓冲机构,它由管料夹持输送部、缓冲冷却平台和基座组成,其中,所述管料夹持输送部,用于夹持和输送成型后翅片管作轴向位移动作,所述管料夹持输送部由轴承座和衬套组成,所述轴承座上设有衬套底座,所述衬套底座上一体成型有环形定位套,所述环形定位套内围安装有轴承固定环,所述衬套套设于轴承固定环内,所述轴承固定环内过渡延伸有夹持后料的卡环,所述卡环内安装有定位管,翅片管贯穿于卡环内并套在定位管内,所述衬套底座与轴承座通过固定件相拼合,所述环形定位套上开设有调节螺钉,所述管料夹持输送部轴向依次固定于缓冲冷却平台上;所述管料夹持输送部设置为至少八组;所述推动盖板轴向设置有至少三组。
5.所述缓冲冷却平台由水盘、导引线和平台弯折部组成,所述导引线设置于水盘中部,所述水盘内放置有冷却水;所述导引线用于参照翅片管垂直方位,所述平台弯折部固定安装于水盘两端,所述水盘上设有推动盖板,所述推动盖板侧端与平台弯折部弯折端相贴合,推动盖板随着平台弯折部做轴向水平推动。
6.作为本实用新型进一步改进,所述水盘上还设有移动板,所述管料夹持输送部随着移动板移动,根据翅片管长度决定移动位置。
7.作为本实用新型进一步改进,所述缓冲冷却平台尾端设有引导定位管转动输送的气缸。
8.作为本实用新型进一步改进,所述基座上设有支撑架,所述支撑架与缓冲冷却平
台相连接。
9.与现有技术相比,本实用新型具有下列优点:
10.本技术一种翅片管成型后料缓冲机构,它由管料夹持输送部、缓冲冷却平台和基座组成,其中,所述轴承座上设有衬套底座,所述衬套底座与轴承座通过固定件相拼合,所述环形定位套上开设有调节螺钉,所述管料夹持输送部轴向依次固定于缓冲冷却平台上;生产加工后翅片管由成型机输送至管料夹持输送部内,所述管料夹持输送部由轴承座和衬套组成,所述衬套底座上一体成型有环形定位套,所述环形定位套内围安装有轴承固定环,所述衬套套设于轴承固定环内,所述轴承固定环内过渡延伸有夹持后料的卡环,所述卡环内安装有定位管,翅片管贯穿于卡环内并套在定位管内,翅片管套在轴承固定环内,气缸带动定位管一直高速旋转,自动带动成型管输送往后输送,环形定位套一直将成型管拉直,管料夹持输送部设置为至少八组,能够满足长尺寸翅片管需求,能一直保持管体平直状态。
11.所述缓冲冷却平台由水盘、导引线和平台弯折部组成,所述导引线设置于水盘中部,所述水盘内放置有冷却水;成型管一直处于水盘内,所述导引线用于参照翅片管垂直方位,能够将管体迅速降温,更加促进管体快速平直、不变形。
12.所述平台弯折部固定安装于水盘两端,所述水盘上设有推动盖板,所述推动盖板侧端与平台弯折部弯折端相贴合,推动盖板随着平台弯折部做轴向水平推动,通过盖板能够保持内部恒温,内部不会将粉末等物体落入,影响产品外观。
附图说明
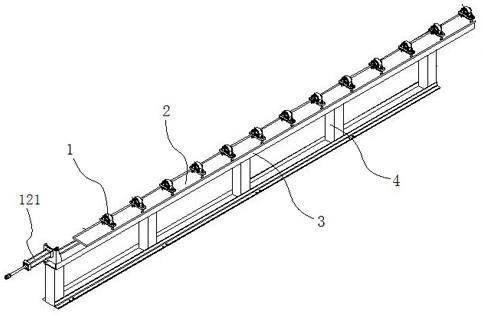
13.图1为本实用新型翅片管成型后料缓冲机构的整体结构示意图。
14.图2为本实用新型翅片管成型后料缓冲机构的侧视结构示意图。
15.图3为本实用新型翅片管成型后料缓冲机构的局部示意图。
16.图4为本实用新型翅片管成型后料缓冲机构中管料夹持输送部结构示意图。
17.附图标识说明:
18.1-管料夹持输送部,111-轴承座,112-衬套,113-衬套底座,114-环形定位套,115-轴承固定环,116-卡环,117-定位管,118-固定件,119-调节螺钉,121-气缸,211-水盘,212-导引线,213-平台弯折部,214-推动盖板,215-移动板,3-基座,4-支撑架。
具体实施方式
19.为统一技术用语,下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的组合或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。另外,本实用新型实施例的描述过程中,所有图中的“上”、“下”、“前”、“后”、“左”、“右”等器件位置关系,均以图1为标准。
21.参阅图1-2,一种翅片管成型后料缓冲机构,它由管料夹持输送部1、缓冲冷却平台2和基座3组成,其中,所述管料夹持输送部1,用于夹持和输送成型后翅片管作轴向位移动作,所述管料夹持输送部1由轴承座111和衬套112组成,所述轴承座111上设有衬套底座113,所述衬套底座113上一体成型有环形定位套114,所述环形定位套114内围安装有轴承固定环115,所述衬套112套设于轴承固定环115内,所述轴承固定环115内过渡延伸有夹持后料的卡环116,所述卡环116内安装有定位管117,翅片管贯穿于卡环116内并套在定位管117内,所述衬套底座113与轴承座111通过固定件118相拼合,所述环形定位套114上开设有调节螺钉119,所述管料夹持输送部1轴向依次固定于缓冲冷却平台2上;所述管料夹持输送部1设置为至少八组,所述缓冲冷却平台2尾端设有引导定位管117转动输送的气缸121。
22.所述缓冲冷却平台2由水盘211、导引线212和平台弯折部213组成,所述水盘211内放置有冷却水。所述导引线212设置于水盘211中部,所述导引线212用于参照翅片管垂直方位,所述平台弯折部213固定安装于水盘211两端,所述水盘211上设有推动盖板214,所述推动盖板214侧端与平台弯折部213弯折端相贴合,推动盖板214随着平台弯折部213做轴向水平推动,所述推动盖板214轴向设置有至少三组。
23.所述水盘211上还设有移动板215,所述管料夹持输送部1随着移动板215移动,根据翅片管长度决定移动位置。所述基座3上设有支撑架4,所述支撑架4与缓冲冷却平台2相连接。
24.本技术装置得运行原理如下:
25.在翅片管成型后料缓冲机构前端设有翅片管加工成套装备,翅片管加工成套装备将管料依次排列在顶料气缸机构上,轴承组件配合夹持住管料,通过翅片管齿成型机构对管料进行翅片管齿成型;当管料加工成品后,翅片管齿成型机构与管料脱离,并沿着后端向翅片管成型后料缓冲机构输送,管料夹持输送部1内设有衬套底座113,卡环116内安装有定位管117,定位管117在用于引导管料输送垂直方向恒定,此时,成型后管料套在卡环116内,定位管117另一端固定在气缸121上,气缸121上延伸有转动杆,转动杆与定位管117相连接,定位管117高速旋转将管料依次输送至管料夹持输送部上,缓冲冷却平台2上依次排列设有十二组,每个间距夹紧管料,使得成型后管料一直保持平直,不会产生因温度高或重力影响而产生的弯折情况,另外,缓冲冷却平台2由水盘211、导引线212和平台弯折部213组成,成型后管料在输送过程中保持冷却状态,一直泡在水盘211内,所述平台弯折部213固定安装于水盘211两端,用于灌注冷却水,所述水盘211上还设有移动板215,移动板215带动管料夹持输送部1做整体移动,支撑架4高度与翅片管加工成套装备高度保持一致,保证出料后管料不发生挪位。
26.本实用新型的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本实用新型的精神,并做出不同的引申和变化,但只要不脱离本实用新型的精神,都在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1