一种生产薄壁无缝钢管用的导板装置及穿孔机的制作方法
1.本发明属于薄壁钢管技术领域,具体涉及一种生产薄壁无缝钢管用的导板装置及穿孔机。
背景技术:
2.在无缝钢管生产机组中三辊轧管机较适合于中厚壁钢管的生产,但有时用户需要不同规格整体订单交货,其中涉及到薄壁钢管生产。为此需要生产质量的稳定保证,按正常的控制方法,厚壁管的壁厚均匀性可以得到有效保证,但生产钢管壁厚在25mm以下的薄壁管时,极易出现壁厚经常偏心问题的发生,偏心往往具有隐蔽性,测量头部壁厚偏差尺寸合格,中间部位和尾部位置壁厚偏差超差,造成生产钢管不符合技术协议标准要求,钢管报废。
3.如图1所示,钢管壁厚不均是指:钢管在同一截面上或长度方向壁厚最厚点和最薄点之间的绝对差值,超过正偏差或负偏差。
4.现有生产薄壁无缝钢管用的穿孔机,导板间距固定,不利于生产各种型号的无缝钢管,穿孔机的通用性不强。
5.穿孔机在薄壁管生产过程中,存在变形量大,椭圆度大,扩径量大的特点。在实际生产过程中对导板的使用情况进行跟踪,导板出口区局部起瘤导致穿孔过程中,红热的钢管外表面刮伤。严重时钢管外表起皮,此类刮伤在钢管表面呈螺旋状分布。荒管表面起皮缺陷时,能够在人工检查过程中发现,深度0.8-1.5mm。但不起皮的螺旋痕迹因在后续轧制过程中经过辗压变形被辗压在里面,成品管表面目视检查无法发现,磁粉探伤才显现出来,经测量压入深度在0.2-0.5mm。
6.因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现要素:
7.本发明的目的是提供一种生产薄壁无缝钢管用的穿孔机,能够解决现有技术中存在的不足。本发明还提供了一种穿孔机的导板装置。
8.为了实现上述目的,本发明提供如下技术方案:
9.一种生产薄壁无缝钢管用的导板装置,所述导板装置包括导板,所述导板有两个,两个所述导板相对间隔设置以供管坯穿过,两个所述导板固定安装在相应的导板座上,至少一个所述导板座连接有调整机构,两个导板之间的间距通过所述调整机构进行调节。
10.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述导板以可拆卸的方式固定连接在所述导板座上,以根据管坯的壁厚更换导板。
11.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述导板座安装于轨道上,所述调整机构包括液压摆动油缸,所述液压摆动油缸设置于轨道的下方,所述液压摆动油缸的输出轴与摆动杆一端连接,所述摆动杆另一端开设有安装孔,所述安装孔中插装有水平杆,所述水平杆的两端部设有倾斜杆,所述倾斜杆的下端与所述水平杆固接,所述倾斜杆的
上端与安装架铰接,所述安装架与所述导板座固连;
12.通过所述液压摆动油缸驱动所述摆动杆转动,以使所述摆动杆通过所述倾斜杆带动所述导板座沿轨道作直线运动。
13.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述轨道外部于靠近所述导板的一侧设有蜗轮蜗杆装置,
14.所述蜗轮蜗杆装置包括蜗轮和蜗杆,电机主轴与所述蜗杆传动连接,所述蜗杆与所述蜗轮传动连接,所述蜗轮与丝杆传动连接,所述丝杆与所述轨道平行设置;
15.通过所述电机主轴转动驱动所述蜗杆转动,所述蜗杆驱动所述蜗轮转动,所述蜗轮驱动所述丝杆沿轨道方向作直线移动,以使所述丝杆与所述安装架在轨道方向上挡止配合。
16.如上所述的生产薄壁无缝钢管用的导板装置,优选,两个所述导板之间的间距为导板距,
17.当生产∮270mm坯料,钢管壁厚25mm以下规格时,所述导板距为270mm以下;
18.当生产∮330mm坯料,钢管壁厚25mm以下规格时,所述导板距为330mm以下。
19.如上所述的生产薄壁无缝钢管用的导板装置,优选,当生产∮270mm坯料,钢管壁厚25mm以下规格时,所述导板的宽度为225-250cm;
20.当生产∮330mm坯料,钢管壁厚25mm以下规格时,所述导板的宽度为275-290cm。
21.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述导板包括入口锥和出口锥,所述入口锥的锥度角度2-4
°
,所述出口锥的锥度角度2.5-4
°
。
22.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述导板的表面设有表面强化层,所述表面强化层为激光熔覆层、氩弧熔覆层、表面堆焊层或电镀层中的任一种;
23.所述表面强化层的材质为颗粒增加金属基复合材料,所述颗粒增加金属基复合材料的颗粒增强体为陶瓷,所述陶瓷为碳化物、氧化物、硼化物、氮化物中的一种或多种;所述颗粒增加金属基复合材料的基体材料为钛、铁铝合金、铁、镁、镍中的一种或多种。
24.如上所述的生产薄壁无缝钢管用的导板装置,优选,所述表面强化层位于所述导板的出口锥的表面;所述表面强化层为激光熔覆层;
25.所述颗粒增强体为原位自生颗粒增强体,所述原位自生颗粒增强体为复合碳化物。
26.一种生产薄壁无缝钢管用的穿孔机,所述穿孔机包括如上所述任一项导板装置,所述穿孔机还包括轧辊,所述轧辊包括上辊和下辊,所述上辊、下辊和导板装置围合而成供管坯通过的穿孔区域。
27.有益效果:本发明通过在导板座上设置调节机构,可实现导板间距的自由调节,以满足不同型号无缝钢管的使用需求,提升了设备利用率,节省了生产成本。
28.薄壁管穿孔时变形量大,自身金属结合力较差,在穿孔时更容易朝横向方向变形。保持穿孔中心线要靠导板起限制作用,本发明在生产薄壁管时采用较小的导板距,限制了顶头在穿孔机轧辊中的抖动,从而使顶头在参与穿孔变形时处于稳定,能有效避免薄壁钢管的偏心。
附图说明
29.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。其中:
30.图1为现有技术中钢管壁厚不均的结构示意图;
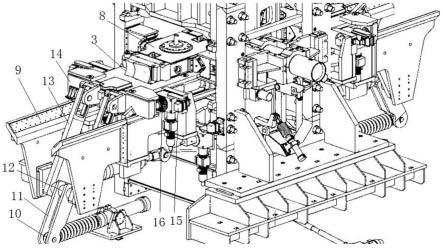
31.图2为本发明中穿孔机的结构示意图;
32.图3是本发明中导板的结构示意图;
33.图4为本发明中导板装置的结构示意图。
34.图中各个附图标记对应的名称为:1-上辊;2-下辊;3-导板;4-入口锥;5-出口锥;6-轧制线;7-吊运螺丝孔;8-导板座;9-轨道;10-液压摆动油缸;11-摆动杆;12-水平杆;13-倾斜杆;14-安装架;15-蜗轮蜗杆装置;16-丝杆。
具体实施方式
35.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
36.在本发明的描述中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。本发明中使用的术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
37.下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
38.本发明中生产薄壁无缝钢管用的导板3装置的实施例:
39.如图2-4所示,一种生产薄壁无缝钢管用的导板装置,导板装置包括导板3,导板3有两个,两个导板3相对间隔设置以供管坯穿过,两个导板固定安装在相应的导板座上,至少一个导板座连接有调整机构,两个导板之间的间距通过调整机构进行调节,两个导板3之间的间距为导板距。该两个导板3分别为左导板和右导板。
40.本发明中,由于导板3设置于导板座8上,通过在一个或两个导板座8上设置调节机构,调节机构可自由调节两个导板座之间的间距,进而能实现两导板间距的调节,因此,本发明满足了不同型号无缝钢管的使用需求,提升了设备利用率,节省了生产成本。
41.在本发明的一个可选实施例中,导板3以可拆卸的方式固定连接在导板座8上,以根据管坯的壁厚更换导板。具体为导板3通过张紧装置紧固在导板座8上。
42.在本发明的一个可选实施例中,导板座8安装于轨道9上,调整机构包括液压摆动油缸10,液压摆动油缸10设置于轨道9的下方,液压摆动油缸10的输出轴与摆动杆11一端连接,摆动杆11另一端开设有安装孔,安装孔中插装有水平杆12,水平杆12的两端部设有倾斜杆13,倾斜杆13的下端与水平杆固接,倾斜杆13的上端与安装架14铰接,安装架14与导板座8固连;摆动杆11可随液压摆动油缸10的输出轴同步转动。
43.在使用时,液压摆动油缸10驱动摆动杆11转动,摆动杆11通过倾斜杆13带动导板
座8沿轨道9作直线运动,通过导板座8的运动,可实现导板间距的调节。
44.在本发明的一个可选实施例中,轨道9外部于靠近导板3的一侧设有蜗轮蜗杆装置15,蜗轮蜗杆装置15包括蜗轮和蜗杆,电机主轴与蜗杆传动连接,蜗杆与蜗轮传动连接,蜗轮与丝杆传动连接,丝杆16套设于蜗轮内,丝杆16与轨道9的延伸方向平行设置。在使用时,当导板座移动至设定位置后,一方面导板座的液压锁紧装置将导板座锁紧,另一方面通过电机主轴转动(正向传动)驱动蜗杆转动,蜗杆驱动蜗轮转动,蜗轮驱动丝杆16沿轨道9方向作直线移动,使丝杆16与安装架14在轨道9方向上挡止配合,以实现对调整机构的限位。
45.当需要调整导板座8的位置时,将电机主轴反向转动,从而使丝杆16与安装架14分离。
46.在本发明的其它实施例中,调整机构还可以为曲柄滑块机构。
47.在本发明的一个可选实施例中,当生产∮270mm坯料,钢管壁厚25mm以下规格时,导板距为270mm以下(例如:270mm、269.9mm、269.8mm、269.7mm、269.6mm、269.5mm、269.4mm、269.3mm、269.2mm、269.1mm、269mm、268.5mm、268mm、267mm、266mm或265mm);当生产∮330mm坯料,钢管壁厚25mm以下规格时,导板距为330mm以下(例如:330mm、329.9mm、329.8mm、329.7mm、329.6mm、329.5mm、329.4mm、329.3mm、329.2mm、329.1mm、328.9mm、328.8mm、328.7mm、328.6mm、328.5mm、328mm、327mm、326mm或325mm)。
48.现有技术中,当生产∮270mm坯料,钢管壁厚25mm以下规格时,导板距值为275mm,壁厚偏心值最大5mm;当生产∮330坯料,壁厚25mm以下厚度规格时,导板距值为335mm,壁厚偏心值达最大6mm,因壁厚偏差造成的报废和待处理品时有发生。因壁厚超差多次出现壁厚偏心事故,生产过程中需要多次调整,造成质量的被动,影响生产产量。
49.生产薄壁管防止穿孔壁厚偏心的核心重点环节在穿孔机导板距的控制上。之前未识别出对钢管薄壁管的生产壁厚偏差的重大影响程度,未验证其控制的重要性。本发明经过实践得到满意的控制效果,实用,简单,有效。
50.本发明的设计思路为,在生产薄壁管时通过采用较小的导板距,限制顶头在穿孔机轧辊中的抖动,从而使顶头在参与穿孔变形时处于稳定。采用本发明后,钢管壁厚偏差稳定在2mm内,解决了偏心。
51.本发明能产生的效益:绝对报废品消除,减少报废品54吨,按目前废钢价格3000元,销售价格6000元测算,创价值16.2万元。减少待处理品197吨,处理费用300元/吨算,节约处置费用5.91万元。提高生产效率,同一规格薄壁管同一班次多生产支数76支,每支重量1.21吨,可多生产91.96吨,销售价格6000元/吨,创产值55.176万元。
52.在本发明中导板装置的一个可选实施例中,导板3包括入口锥4、出口锥5和轧制带。
53.入口锥4处于导板3前面部分。入口锥4主要起管坯导向作用,并使管坯中心对准穿孔中心线。当管坯和两个导板3相接触时管坯的椭圆度受到限制,不仅可防止“孔腔”过早形成,同时促使金属纵向延伸。导板3的出口锥5起限制毛管横向变形的作用,促进纵向变形,并可控制毛管外径。轧制带位于入口锥4和出口锥5的交界处,轧制带起连接前后入口锥4和出口锥5的过渡作用,轧制带位置与轧辊轧制带相对应,是控制导板距离的测量基准点,是防止与其配合顶头抖动的关键位置。
54.导板3形状和尺寸的设计必须满足穿孔的变形过程的要求。一般在穿孔机的变形
区起对称的,因此,两个导板3形状和尺寸是相同的。导板3的设计包括确定如下内容:导板3宽度、导板3纵断面形状和尺寸以及各横截面形状和尺寸。穿轧毛管的尺寸不同,则变形区尺寸也不同,因此导板3尺寸也不同;即使管坯直径相同而压缩量不同时,导板3宽度也应该有所变化。在实际生产中为了减少导板3的尺寸规格,便于制造和管理,都按穿轧最小壁厚毛管的情况来设计导板3尺寸(外径相同或相近似时)。这是因为穿轧薄壁毛管时管坯压缩量取得最大,而要求导板3和轧辊间隙最小。如果间隙大了很容易刮伤毛管,甚至出现“链带”事故(把毛管刮破金属缠绕在轧辊上致使生产停止)。轧制薄壁毛管的导板3完全适用于轧制厚壁毛管,虽然这时导板3和轧辊间隙要大些,但由于厚壁毛管的壁较厚是不会有什么危险的(如出“链带”等)。
55.进一步地,可增加导板3的宽度,以减小导板3与轧辊(上辊1和下辊2)配合间的间隙,从而在穿孔时金属不易跑出,避免了生产被动中断或生产事故的发生。且同时该增加后的导板3宽度值也适用于厚壁管的生产。
56.在本发明中导板装置的一个可选实施例中,当生产∮270mm坯料,钢管壁厚25mm以下规格时,导板3的宽度为225-250cm(例如:225cm、228cm、229cm、230cm、232cm、233cm、235cm、240cm、245cm或250cm);优选地,导板3的宽度为230cm,与现有技术相比,增加了10cm。当生产∮330mm坯料,钢管壁厚25mm以下规格时,导板3的宽度为275-290cm(例如:275cm、278cm、279cm、280cm、281cm、282cm、285cm、290cm),优选地,导板3的宽度为280cm。
57.在本发明中导板装置的一个可选实施例中,入口锥4的锥度角度2-4
°
(例如:2
°
、2.5
°
、2.6
°
、2.7
°
、2.8
°
、2.9
°
、3
°
、3.1
°
、3.2
°
、3.3
°
、3.4
°
、3.5
°
或4
°
),优先地,入口锥4的锥度角度2.5-3.5
°
;最优选地,入口锥4的锥度角度3
°
。
58.出口锥5的锥度角度2.5-4
°
(例如:2.5
°
、2.8
°
、3
°
、3.1
°
、3.2
°
、3.3
°
、3.4
°
、3.5
°
、3.6
°
、3.7
°
、3.8
°
、3.9
°
或4.0
°
);优选地,出口锥5的锥度角度3-3.5
°
。
59.由于薄壁管穿孔机生产过程中变形量大,椭圆度大,扩径量大。现有技术中存在:导板3局部起瘤划伤螺旋起皮的缺陷。现有技术中,只依靠导板3冷却水的方式来解决上述缺陷,但是无法从根本上杜绝,很难达到预期的效果。
60.为了解决上述缺陷,可对导板3的表面进行强化处理。
61.本发明的一个可选实施例中,导板3的表面设有表面强化层,表面强化层为激光熔覆层、氩弧熔覆层、表面堆焊层或电镀层中的任一种。
62.优先地,表面强化层为激光熔覆层。本发明中,首创了将激光熔覆技术用于导板3表面。通过激光熔覆后导板3的强度和硬度提高,且在导板3冷却水的配合作用下,导板3表面局部起瘤从本质上得到解决,效果成效明显。
63.在本发明的一个可选实施例中,表面强化层为颗粒增加金属基复合材料。颗粒增加金属基复合材料的颗粒增强体为陶瓷,该陶瓷为碳化物、氧化物、硼化物、氮化物中的一种或多种;优选地,陶瓷为碳化物,碳化物为tic、wc、vc、sic、b4c、zrc中的一种或多种。
64.优先地,陶瓷为纳米陶瓷。
65.颗粒增加金属基复合材料的基体材料为钛、铁铝合金、铁、镁、镍中的一种或多种;优选地,颗粒增加金属基复合材料的基体材料为铁。
66.由于铁的成本较低,碳化物与铁基体的润湿性良好,因此,在本发明的一个可选实施例中,颗粒增加金属基复合材料为碳化物颗粒增强的铁基复合材料。
67.在本发明的一个可选实施例中,颗粒增加金属基复合材料为激光熔覆层,其采用激光熔覆技术制备而成。激光熔覆所采用的材料为陶瓷纳米金属粉未,激光熔覆层为金属基颗粒增强的复合材料。
68.在本发明的一个可选实施例中,颗粒增强体为原位自生颗粒增强体或外加颗粒增强体。优选地,颗粒增强体为原位自生颗粒增强体。这是由于原位自生颗粒增强体具有与基体结合强度高和增弥散分布的优点。
69.在本发明的一个优选实施例中,采用激光熔覆技术,熔覆用的原材料包括:铁基合金粉末35-70重量份(例如:40、42、45、48、50、52、55、58、60、62、65、68或70)、ti粉25-40重量份(例如:25、28、30、33、35、38或40)、石墨5-15重量份(例如:5、6、7、8、9、10、11、12、13、14或15)、w粉5-10重量份(例如:5、6、7、8、9或10)。原料材料均分别经过球磨处理。铁基合金粉末为wf372铁基合金粉末,wf372铁基合金粉末按照质量百分比包括:c:3.3-4.3%、cr:23-26%、b:1.0-2.0%、si:1.0-2.0%、ni:4.0-6.0%,其余的为te。激光熔覆形成复合碳化物颗粒增强铁基表面熔覆层。原位自生颗粒增强体包括复合碳化物,其具有tic的晶体结构,同时固溶了b、w、cr等元素,即形成了金属间化合物。原位自生颗粒增强体还包括crb、tib、(fe,cr)7c3等。
70.在本发明的一个优选实施例中,采用激光熔覆技术,熔覆用的原材料包括:铁基合金粉末30-70重量份(例如:40、42、45、48、50、52、55、58、60、62、65、68或70)、石墨5-15重量份(例如:5、6、7、8、9、10、11、12、13、14或15)、wo3粉15-55重量份(例如:15、18、20、25、30、35、40、45、50或55)。原位自生颗粒增强体包括fe6w6c、fe3w3c、wc、(fe,cr)7c3。
71.由于导板3局部起瘤是位于出口区局部起瘤,为了节约成本,本发明的一个可选实施例中,仅在导板3出口锥5的表面设置表面强化层,导板3入口锥4不设置表面强化层。
72.由于激光熔覆具有稀释程度小、热输入少、热循环短暂、对基体的热损害和热变形少的优点,易于选区熔覆。因此,采用激光熔覆技术,即使只在入口锥4设置表面强化层,也不会造成整体导板3的结构形变。
73.在本发明的另一可选实施例中,导板3出口锥5和入口锥4的表面均设有表面强化层。
74.现有技术中生产薄壁管,钢管壁厚25mm以下规格时,钢管外表面易产生螺旋状刮伤缺陷,薄壁管外表面磁粉探伤一次合格率为21.3%,影响钢管外表质量,导致后工序精整返修。影响交期及增加工序成本。
75.本发明中,实施导板3激光强化后,薄壁管外表面磁粉探伤一次合格率98.28%,返修减少,质量提升。有效降本增效。薄壁管月均生产3331吨,外磨成本116.4元/吨,磁粉探伤成本15元/吨,则月均降本为3331
×
(116.4+15)
×
(98.28%-21.3%)=33.693万元。年化效益33.693
×
12=404.316万元。
76.进一步地,为了便于导板3的移动和运输,导板3上设有吊运螺丝孔7,吊运螺丝孔7有两个,该吊运螺丝孔7位于导板3宽度方向上的两侧,且位于轧制带的位置。
77.本发明中生产薄壁无缝钢管用的穿孔机的具体实施例:
78.如图2-4所示,一种生产薄壁无缝钢管用的穿孔机,包括如上所述的任一种导板装置。该穿孔机还包括轧辊,轧辊分为上辊1和下辊2,上辊1、下辊2和导板3装置围合而成供管坯通过的穿孔区域。具体为上辊1和下辊2上下间隔设置,两个导板3左右间隔设置。
79.可以理解的是,以上描述仅为示例性的,本技术实施例对此并不进行限定。
80.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均在本发明待批权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1