一种集草袋支架连续冲压系统的制作方法
1.本发明涉及模具冲压技术领域,具体来说涉及一种集草袋支架连续冲压系统。
背景技术:
2.割草车集草袋支架冲压工艺设计和模具结构设计的方案较多,每一套冲压系统冲压出的冲压件的质量、精度都不一样,材料的利用率也不一样,而且模具的寿命也各不一样。现有技术中集草袋支架冲压系统存在工序设计不合理,模具结构复杂,模具工序多,冲压件质量差,精度低的缺点。
3.如专利cn113926918a,公开(公告)日:2022-01-14,公开的一种连续模系统,包括机架和连接于机架的连续模组,所述连续模组包括上模、抵压件和配合于上模的下模,还包括模内送料装置,所述模内送料装置包括若干用于对片料进行限位的限位组件和用于驱使限位组件移动的物料输送组件;所述上模与下模相配合形成有多个冲压位,所述限位组件的移动方向与冲压位的排布方向相同;所述限位组件具有被输送高度与被冲压高度,所述限位组件处于被输送高度时,所述限位组件上的片料高于所述下模上表面;所述限位组件处于被冲压高度时,所述限位组件上的片料抵压于下模上表面。本技术能够有效减少材料的浪费,从而达到提升材料利用率的效果。
4.在实际操作过程中,割草车集草袋支架的冲压工艺设计和模具设计方案较多,每次进行冲压时会因结构复杂的模具系统导致冲压出来的装置精准度不高,且可能需要多个模具进行配合使用,使其工作效率降低。
5.可见,现有技术存在的上述问题,亟待改进。
技术实现要素:
6.鉴于现有技术存在的上述问题,本发明的一方面目的在于提供一种集草袋支架连续冲压系统,以解决因模具设计方案较多,使每次冲压时会因结构复杂的模具系统导致其冲压出的装置精度降低,且可能需要多个模具进行配合使用,使其工作效率降低等问题。
7.为了实现上述目的,本发明提供的一种集草袋支架连续冲压系统,包括合拢设置的上模组件和下模组件,所述上模组件相对两侧外壁分别设置有进料端和出料端,所述上模组件的内壁沿进料端依次设置有一次切边冲孔凸模、二次切边凸模、三次切边凸模、成形凸模、折弯凸模、冲孔凸模和分离凸模,所述下模组件靠近上模组件一侧的内壁对应各个凸模开设凹模,所述上模组件与下模组件受驱保持开合以保持冲压。
8.上模组件与下模组件之间保持开合状态,从而进行冲压工作,将物料通过进料端进入该冲压系统内部,依次经过一次切边冲孔凸模、二次切边凸模、三次切边凸模、成形凸模、折弯凸模、冲孔凸模和分离凸模,使冲压完成的装置从出料端依次排出。
9.作为优选的,所述上模组件包括上模板,所述上模板与所述下模组件之间连接设置有若干数量的导柱,所述上模板的底部设置有两侧端部对称的进料端和出料端。
10.通过上模板与下模组件之间连接设置的导柱,使上模板可沿着导柱与下模板保持
开合运动,从而进行冲压工作。
11.作为优选的,所述上模组件靠近进料端的底部依次设置有若干数量的一次切边冲孔凸模、导正销、二次切边凸模和三次切边凸模,所述下模组件的顶部对应各个所述凸模设置有凹模。
12.通过上模组件底部沿着进料端依次设置的一次切边冲孔凸模、导正销、二次切边凸模和三次切边凸模,使内部物料通过往复运动从而进行冲压,使物料沿着一次切边冲孔凸模、二次切边凸模和三次切边凸模进行成型,从而将物料冲压为装置再进行精细冲压再使用。
13.作为优选的,所述上模组件靠近出料端的底部依次设置有成形凸模、冲孔凸模、折弯凸模和分离凸模,各个所述凸模之间连接设置有缓冲件。
14.通过上模组件靠近出料端的底部依次设置的成形凸模、冲孔凸模、折弯凸模和分离凸模,可将因一次切边冲孔凸模、导正销、二次切边凸模和三次切边凸模而冲压完成的装置进行成形,再进行进一步的细节冲压,提高其精度,最后将其分离,再将其排出进行使用。
15.作为优选的,所述下模组件包括下模板,所述下模板的顶部对应各个凸模开设有若干数量的凹模,所述下模组件相对两侧外壁对称设置有若干数量的滑槽。
16.通过下模板顶部对应各个凸模开设的凹模,从而使物料可经过冲压,形成装置可进行实用,且通过下模两侧对称设置的滑槽,可将内部精细冲压后所产生的废料进行排出,防止位于模具内部对模具和装置进行损坏。
17.作为优选的,所述下模板的顶部对应所述冲孔凸模对称设置有侧冲孔滑块,所述上模组件和下模组件受驱保持开合运动以驱使侧冲孔滑块保持往复运动。
18.通过下模板对应冲孔凸模设置的侧冲孔滑块,使得在模具开合的作用下,使侧冲孔滑块可进行往复运动,从而对装置的侧边进行开孔。
19.有益效果:与现有技术相比,本发明提供的一种集草袋支架连续冲压系统,具备以下有益效果是:1、通过上模板底部沿进料口依次设置的一次切边冲孔凸模、二次切边凸模、三次切边凸模、成形凸模、折弯凸模、冲孔凸模和分离凸模,进行配合使用,每一个步骤完成后会进入下一个步骤再进行工作,从而进行配合将装置进行冲压完成。
20.2、通过上模板与下模组件之间连接设置的导柱,使上模板可沿着导柱与下模板保持开合运动,从而进行冲压工作,且通过下模板对应冲孔凸模设置的侧冲孔滑块,使得在模具开合的作用下,使侧冲孔滑块可进行往复运动,从而对装置的侧边进行开孔。
附图说明
21.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
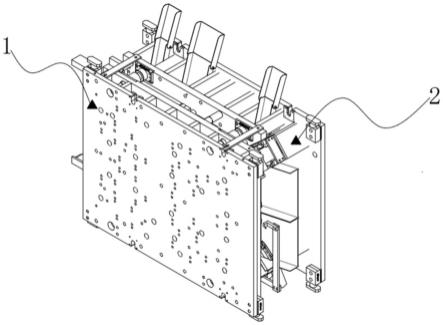
22.图1为本发明实施例提供的冲压模具的结构示意图;图2为本发明实施例提供的上模组件的结构示意图;图3为本发明实施例提供的冲压模具剖面的结构示意图;
图4为本发明实施例提供的下模组件的结构示意图。
23.主要附图标记:1、上模组件;2、下模组件;101、上模板;102、导柱;103、一次切边冲孔凸模;104、导正销;105、二次切边凸模;106、三次切边凸模;107、成形凸模;108、冲孔凸模;109、折弯凸模;110、分离凸模;201、下模板;202、凹模;203、滑槽;204、侧冲孔滑块。
具体实施方式
24.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
25.如图1-4所示,一种集草袋支架连续冲压系统,包括合拢设置的上模组件1和下模组件2,上模组件1相对两侧外壁分别设置有进料端和出料端,上模组件1的内壁沿进料端依次设置有一次切边冲孔凸模103、二次切边凸模105、三次切边凸模106、成形凸模107、折弯凸模109、冲孔凸模108和分离凸模110,下模组件2靠近上模组件1一侧的内壁对应各个凸模开设凹模202,上模组件1与下模组件2受驱保持开合以保持冲压。
26.该集草袋支架连续冲压系统主要目的是为了通过上模板101底部沿进料口依次设置的一次切边冲孔凸模103、二次切边凸模105、三次切边凸模106、成形凸模107、折弯凸模109、冲孔凸模108和分离凸模110,进行配合使用,每一个步骤完成后会进入下一个步骤再进行工作,从而进行配合将装置进行冲压完成;还通过上模板101与下模组件2之间连接设置的导柱102,使上模板101可沿着导柱102与下模板201保持开合运动,从而进行冲压工作,且通过下模板201对应冲孔凸模108设置的侧冲孔滑块204,使得在模具开合的作用下,使侧冲孔滑块204可进行往复运动,从而对装置的侧边进行开孔。
27.本实用提供的技术方案中,由图1、图2和图3可知,上模组件1包括上模板101,且上模板101与下模组件2之间连接设置有若干数量的导柱102,可将上模组件1和下模组件2进行连接,且使上模组件1和下模组件2通过导柱102可进行开合,使其保持冲压状态,且上模板101的底部设置两侧端部对称的进料端和出料端,可将物料从进料端放入,通过冲压工作,将其形成装置,从出料端排出。
28.再者,上模组件1靠近进料端的底部依次设置有若干数量的一次切边冲孔凸模103、导正销104、二次切边凸模105和三次切边凸模106,通过将物料放入进料端内部后,可通过往复的冲压工作,使物料被一次切边冲孔凸模103、二次切边凸模105和三次切边凸模106进行挤压成型,从而完成初步的冲压工作。
29.再者,上模组件1靠近出料端的底部依次设置有成形凸模107、冲孔凸模108、折弯凸模109和分离凸模110,且各个凸模之间连接设置有缓冲件,防止因冲压过程导致内部装置损坏,通过成形凸模107、冲孔凸模108和折弯凸模109的设置,使成形的装置进行高精度的冲压,最后通过分离凸模110的设置,将装置进行分开,再从出料端进行出料。
30.本实用提供的技术方案中,由图1、图3和图4可知,下模组件2包括下模板201,且下模板201的顶部对应各个凸模开设有若干数量的凹模202,当上模板101与下模板201通过导柱102进行冲压工作时,各个凸模可将物料挤压于凹模202的内部,从而使装置成型,从而完成冲压工作,且下模组件2相对两侧的外壁对称设置有若干数量的滑槽203,可将内部因冲压而产生的废料进行排出,防止对模具和装置产生损坏。
31.再者,下模板201的顶部对应冲孔凸模108对称设置有侧冲孔滑块204,当上模板101与下模板201进行冲压工作时,驱使侧冲孔滑块204进行往复运动以贴合于装置侧壁,从而进行冲孔工作,提高该冲压装置的精度。
32.工作原理:上模组件1与下模组件2之间通过导柱102保持开合状态,使物料可从进料端进入,进行冲压工作,再从出料端排出;当上模组件1与下模组件2保持开启时,从进料端进行进料,当进行冲压时,内部物料经过一次切边冲孔凸模103、二次切边凸模105和三次切边凸模106进行冲压初步成形,且通过侧壁的滑槽203,将多余的废料进行排出;当初步冲压完成后,在依次通过成形凸模107、冲孔凸模108、折弯凸模109和分离凸模110,使初步成形的装置进行高精度的冲压加工,且通过冲孔凸模108时,通过下模板201对应冲孔凸模108设置的侧冲孔滑块204,使得在模具开合的作用下,使侧冲孔滑块204可进行往复运动,从而对装置的侧边进行开孔;最后将该装置通过分离凸模110使其分开,从出料端进行排出,从而完成整个冲压过程。
33.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1